Как варить сваркой электродами для начинающих
В гараже, на даче, в частном доме что-то да приходится подварить. Для таких задач совсем не обязательно заканчивать курсы сварщиков — достаточно иметь бытовой сварочный аппарат, средства защиты, расходные материалы и немного потренироваться. Рассказываем, как правильно сваривать металл электродами начинающим и каких ошибок избегать при этом.
В этой статье:
Виды электросварки
Все виды электросварки заключаются в возбуждении электрической дуги между двумя концами разной полярности. При этом выделяется температура до 5000 градусов, которая плавит основной металл и присадочный, образуя сварное соединение.
Электросварку можно выполнять сварочным трансформатором. У него простейшая конструкция из первичной и вторичной обмотки, за счет которых напряжение понижается до безопасных значений, а сила тока возрастает. Трансформаторы варят переменным током, сильно гудят, дуга трещит и плюется.
Электросварка при помощи инвертора выполняется на постоянном токе, у которого предварительно была повышена частота (еще на стадии переменного), а затем ток был выпрямлен. Это обеспечивает:
Инверторы компактнее по размерам чем трансформаторы и меньше садят сеть. Есть модели на 220 и 380 V. Новичку лучше начинать варить инвертором РДС (ручной дуговой сварки). Такие аппараты еще называются инверторы ММА. Хороший выбор оборудования под разные задачи можно посмотреть в разделе — Аппараты ручной дуговой сварки (MMA).
Сварка полуавтоматом или вольфрамовым электродом тоже построена на плавлении металла электрической дугой, но тут задействуются другие способы защиты сварочной ванны и методы передачи присадочного металла.
Технология ручной дуговой сварки
Для РДС сварки подается ток от аппарата на рабочие кабеля. Кабель массы присоединяется к изделию, а в руках у сварщика остается кабель с электрододержателем. От температуры дуги кромки стыка расплавляются.
Чтобы увеличить количество металла в шве, используют плавящиеся электроды. По мере их сгорания жидкий металл переносится на изделие. Защита сварочной ванны от внешней среды осуществляется благодаря обмазке электрода. Сгорая, она образует плотное облако дыма, изолирующее расплавленный металл от контакта с воздухом. После остывания поверх шва остается тонкая шлаковая корочка. Она задерживает теплообмен, содействует плавному остыванию, укреплению шва. Ее отбивают специальным молотком-шлакоотделителем, чтобы визуально оценить качество соединения.
Шов формируется благодаря специальным движениям электродом. Если правильно все освоить, соединения будут равномерными по толщине и высоте, а также с нужной глубиной провара.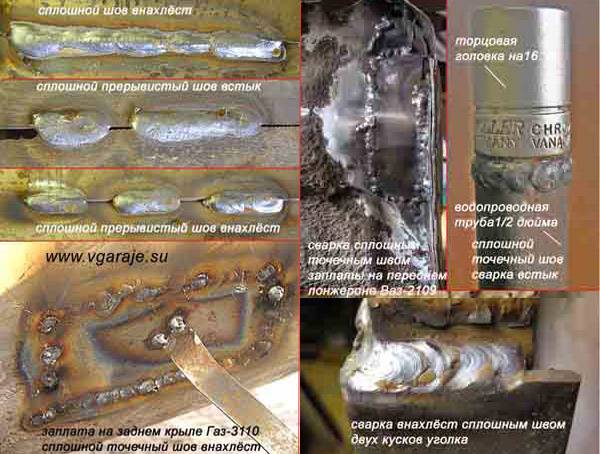
Как самостоятельно научиться варить электросваркой
Чтобы научиться варить ручной дуговой сваркой, потребуется собрать комплект оборудования, обзавестись индивидуальными средствами защиты, правильно настроить аппарат и освоить ряд движений.
Что нужно для работы
Сварочные аппараты
Подберите сварочный инвертор в зависимости от предстоящих задач. Для бытовых нужд (приварить калитку, сделать бак для душа) достаточно моделей на 160 А. Если нужно заварить лопнувшую раму авто, изготовить навес для стоянки — купите аппараты с силой тока 200-250 А. Зачастую для дома и гаража этого достаточно. Но, если планируете в дальнейшем свое производство, не помешает инвертор на 300 А.
Приспособления для сварки
Для подключения инвертора нужны кабеля массы и электрододержателя. Обычно они поставляются в комплекте с оборудованием, но если их нет, выберите здесь.
Сварочные электроды
Электросварщику нужны электроды. Состав металла стержня и тип покрытия выбираются исходя из свариваемых материалов. Новичкам рекомендуем купить электроды ESAB с рутиловым покрытием, которые пригодны для ответственных конструкций и сварки во всех пространственных положениях. К тому же цена расходников вполне доступная.
Средства защиты сварщика
Не забудьте обезопасить себя от высокой температуры и вредного света электрической дуги. Купите плотные краги и защитную маску. Новичку будет легче учиться варить в маске-хамелеон, чтобы видеть, куда подавать кончик электрода. Не забудьте про закрытую обувь и плотную одежду с длинными рукавами.
Настраиваем правильно аппарат и выбираем электрод
Во многом качество шва зависит от правильности настроек аппарата. Если выбрать слишком слабый ток, основной металл не проплавится, присадочный останется на поверхности, стык получится хрупким, не герметичным. Слишком большая сила тока приводит к подрезам, прожиганию, дугу трудно контролировать.
Если выбрать слишком слабый ток, основной металл не проплавится, присадочный останется на поверхности, стык получится хрупким, не герметичным. Слишком большая сила тока приводит к подрезам, прожиганию, дугу трудно контролировать.
Предлагаем сохранить таблицу настроек сварочного аппарата для ручной дуговой сварки. Характеристики приведены для работы в нижнем положении.
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
|---|---|---|
| 1-2 | 1.6 | 25-60 |
| 3 | 2-3 | 60-120 |
| 4 | 3 | 120-160 |
| 5-6 | 4 | 160-200 |
Как подключать электрод
Когда диаметр электрода и сила тока выбраны, можно включить аппарат и вставить электрод в электрододержатель. Последний может быть двух типов: пружинный и винтовой. Пружинный имеет нажимную лапку, на которую сварщик давит большим пальцем, а второй рукой вставляет электрод. Винтовой оснащен отверстием для вставки расходника и прижимным болтом. Пружинные держатели позволяют быстрее сменить электрод и помогут сэкономить время при объемных сварочных работах.
Применять самодельные электрододержатели в виде подпружиненного трезубца не советуем. Они опасны с точки зрения ТБ (Техника Безопасности), а оголенная токоведущая часть будет постоянно случайно касаться изделия, мешая процессу.
Для сварки в нижнем положении установите электрод под прямым углом относительно держателя. Если планируете варить вертикал или потолок, разместите электрод еще на 45 градусов от себя — так меньше придется сгибать запястье.
Подключаем кабеля к инвертору
Кабель массы и кабель электрододержателя имеют одинаковые разъемы для подключения к аппарату.
Когда требуется сварка тонкого металла, нужна обратная полярность — вставьте держатель в клемму со знаком «минус». Это уменьшит тепловложение, но варить придется быстро, поскольку кончик электрода начнет перегреваться.
Начало сварки: зажигаем дугу
Когда все собрано и подключено, надев маску, можно начинать розжигать электрическую дугу. Используйте для тренировки черновой кусок металла. Возбуждение дуги осуществляется постукиванием по поверхности или чирканьем о нее, как спичкой.
Новый электрод имеет оголенный кончик и зажигается достаточно быстро. Электрод, которым уже варили, если он успел остыть, поджигается труднее, поскольку у него на конце образовался «козырек» из обмазки. Нужно ударить 3-4 раза, чтобы ее отбить. Но не перестарайтесь, иначе без обмазки стержень начнет прилипать к изделию.
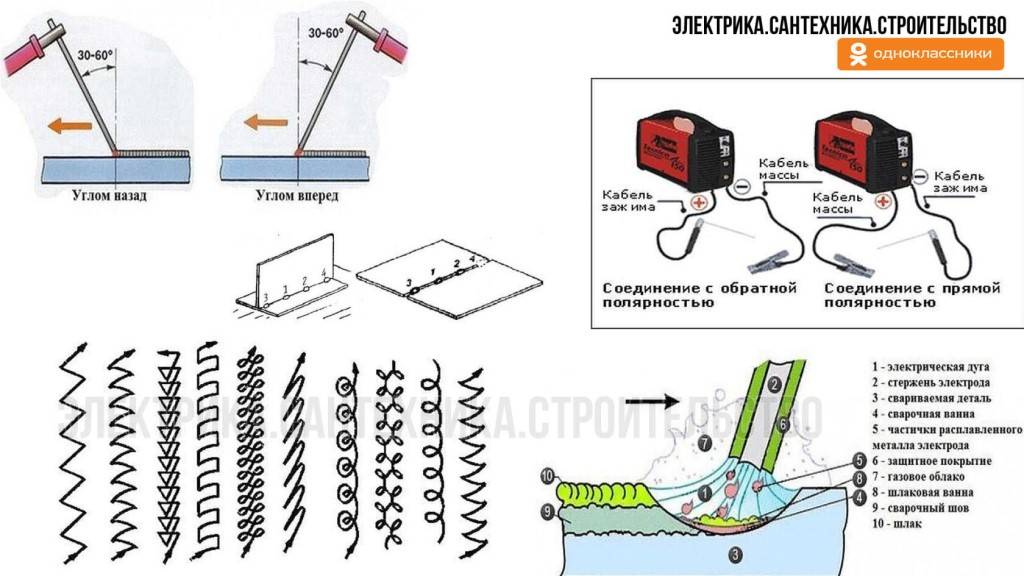
Наклон электрода
Когда дуга загорелась, не паникуйте. Привыкните к специфическому свету. Ваша задача — сперва научиться держать зазор между электродом и изделием в пределах 3-5 мм. Не пытайтесь сразу варить стык. Просто учитесь держать дугу, чтобы она не тухла (при чрезмерном удалении) и электрод не прилипал (при чрезмерном приближении).
Задача осложняется тем, что длина плавящегося электрода постоянно укорачивается, поэтому приходится приближать руку к изделию. «Твердая рука» приходит со временем, поэтому придется спалить не один электрод, прежде чем привыкните.
Когда уже освоили удержание электрической дуги, можно переходить к сварке. Прежде всего держите правильно электрод. Обычно варят, наклонив его на себя в пределах 30-60º. Некоторые сварщики выбирают оптимальное положение наклона 45º. Сварка углом назад обеспечивают хорошую видимость сварочной ванны, металл прогревается глубже. Сварка углом вперед (когда шов ведут от себя) содействует уменьшению прогрева. Это подойдет для соединения тонких металлов 1-2 мм.
Сварка углом вперед (когда шов ведут от себя) содействует уменьшению прогрева. Это подойдет для соединения тонких металлов 1-2 мм.
Варить можно справа-налево или слева-направо, наклоняя электрод по разные стороны сварочной ванны. Здесь все зависит от доступа к месту соединения.
Движения электрода
На тонких металлах 1-2 мм, где две стороны плотно приставлены друг ко другу, никаких дополнительных движений не требуется. Возбуждается дуга, электрод выставляется на начало стыка, и медленно ведется вдоль линии соединения. Шов получится узкий, чешуйчатый.
На толстых металлах предусматривают зазор 1-2 мм, чтобы жидкий металл проник глубже. Если толщина пластины свыше 5 мм, необходима разделка кромок под углом 45 градусов. Тогда первый шов (называется корневой) прокладывается без дополнительных движений. А последующие нужны для заполнения ширины и требуют поперечных колебательных манипуляций. Это могут быть движения:

В идеале располагать деталь под небольшим наклоном, чтобы жидкий шлак не затекал в сварочную ванну. Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
Основные ошибки
Рассмотрим основные ошибки, которые допускают новички при сварке РДС:
 Опереть руку можно на стол, колено.
Опереть руку можно на стол, колено.Советы начинающему сварщику
В конце дадим ряд советов новичкам, чтобы варить было легче. Перед наложением шва две стороны изделия обязательно фиксируются между собой прихватками. В зависимости от размеров стыка потребуется от 2-х и более точек, с расстоянием между собой 8-25 см. Это необходимо, чтобы стороны на разошлись от термического расширения, когда Вы начнете варить с одного края.
Сварка тонкого металла 1 мм электродом возможна, но потребует тренировки. Самая частая проблема — прожоги. Установите силу тока 30-40 А и вставьте электрод диаметром 1.6 мм. Под изделие подложите медную или графитовую подложку. Она не даст разогретому металлу провалиться и не прилипнет к нему.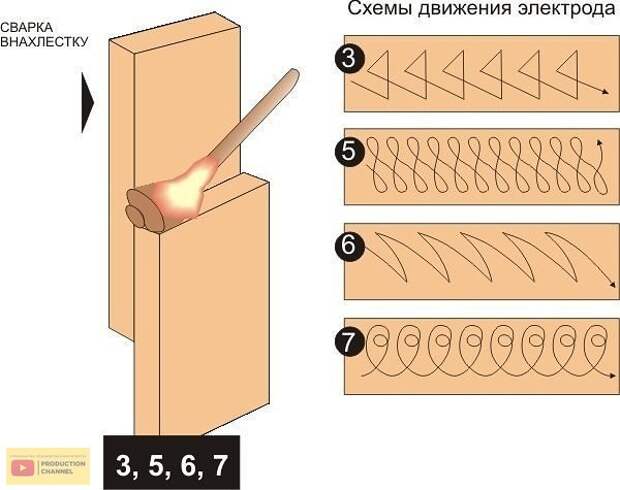 Ведите сварку не сплошной дугой, а прерывистой (отрывайте кончик электрода каждые 1-2 секунды от поверхности, чтобы дуга погасла). Это позволит металлу немного остыть и сократит прожоги.
Ведите сварку не сплошной дугой, а прерывистой (отрывайте кончик электрода каждые 1-2 секунды от поверхности, чтобы дуга погасла). Это позволит металлу немного остыть и сократит прожоги.
Источник видео: Aurora Online Channel
Чтобы не стучать по чистовому изделию для распаливания электрода, имейте под рукой черновую заготовку. Распалите электрод на ней и сразу переходите на стык для соединения. Тогда меньше придется зачищать следы от сварки на изделии.
Новичку легче научиться варить, если аппарат обладает функцией «Антиприлипание». Когда электрод касается изделия, сварочный ток отключается. Не нужно тянуть держатель влево и вправо, пытаясь отломать расходник. С функцией «Форсаж» удобно варить тонкие металлы. При маленьком токе длина дуги короткая. Когда аппарат «чувствует», что дуга вот-вот погаснет, он на мгновение повышает сварочный ток. Функция «Горячий старт» обеспечит быстрый поджиг электрода без многочисленных постукиваний. Это актуально, если работы ведутся на ржавом металле. Тогда не придется предварительно много зачищать.
При маленьком токе длина дуги короткая. Когда аппарат «чувствует», что дуга вот-вот погаснет, он на мгновение повышает сварочный ток. Функция «Горячий старт» обеспечит быстрый поджиг электрода без многочисленных постукиваний. Это актуально, если работы ведутся на ржавом металле. Тогда не придется предварительно много зачищать.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Как правильно варить электросваркой — как самостоятельно научится правильно варить вертикальные швы электросваркой, фото и видео уроки
Многие знают, что сварочный шов является наиболее надежным методом крепления деталей. Именно поэтому каждый мастер периодически пользуется сварочным аппаратом. Некоторые сами умеют варить металл, но чаще всего приходится обращаться за помощью к профессионалам. Однако находятся люди, которые хотят научиться этому ремеслу самостоятельно. Тем более что сегодня можно посмотреть видео, где даются уроки сварки и написано, как и что следует делать.
Однако находятся люди, которые хотят научиться этому ремеслу самостоятельно. Тем более что сегодня можно посмотреть видео, где даются уроки сварки и написано, как и что следует делать.
Подготовительный этап
Прежде чем приступать к самому процессу, необходимо приготовить оборудование. Потребуется:
- сварочный аппарат;
- щетка;
- молоток, чтобы сбивать шлак с поверхности металла;
- комплект электродов.
Защита — важная составляющая сварочного процесса. Нужно купить в магазине сварочную маску? рукавицы и одежду из плотной ткани.
Как проходит сварочный процесс
Все знают, что сварка — это процесс высокотемпературный. Под воздействием электрической дуги расплавляется основа и стержень, сделанный из металла. То есть, образуется так называемая сварочная ванна, где металл основы перемешивается с металлом электродным. Что касается величины образуемой ванны, то зависеть она будет от нескольких факторов:
- положения аппарата в пространстве;
- режима сварки;
- размеров кромки;
- скорости, с которой дуга перемещается.

При расплавлении покрытие электрода образует так называемую газовую зону, которая вытесняет весь кислород. Получается, что расплавленный металл не взаимодействует с воздухом, гарантируя более надежное крепление. Когда электрическая дуга удаляется, металл кристаллизуется и образует надежный вертикальный шов, который объединяет свариваемые детали. Шлаковый слой, как уже говорилось, удаляется при помощи молотка.
Основы электродуговой сварки
Если посмотреть видео, которое обучает основам электродуговой сварки, можно увидеть, что там очень большое внимание акцентируется на начале процесса. Действительно, очень важно научиться начинать сварочную работу, так как первый этап самый сложный.
Для начала нужно надежно закрепить деталь и поставить рядом ведро с водой. Очень важно соблюдать технику безопасности и помнить о том, что ни при каких обстоятельствах нельзя сваривать металл на деревянном полу.
Итак, сначала кабель изолируется, а затем заправляется в специальный держатель. Очень важно выставить на сварочном аппарате мощность тока, а потом зажечь дугу. Дальше нужно очень плавно провести ею по поверхности. После появления искры необходимо коснуться электродом металлической поверхности и поднять его на пять сантиметров.
Очень важно выставить на сварочном аппарате мощность тока, а потом зажечь дугу. Дальше нужно очень плавно провести ею по поверхности. После появления искры необходимо коснуться электродом металлической поверхности и поднять его на пять сантиметров.
Дуга зажжется только в том случае, если правильно все сделать. Очень важно следить, чтобы на протяжении всей работы удерживался пятимиллиметровый зазор. Если металл сваривать по всем правилам, электрод начнет выгорать. Именно поэтому его нужно периодически приближать к поверхности металла.
Может случиться такое, что электрод залипнет. Ничего страшного — достаточно легонько качнуть им в сторону. Иногда не зажигается дуга. Причин может быть много, в том числе и неисправность аппарата. Можно попробовать увеличить силу тока.
Если получается зажигать и удерживать дугу без посторонней помощи, самое время переходить к плавлению. После зажигания дуги нужно методом колебательных движений перемещать электрод по горизонтали. Возникнет ощущение, словно расплавленный металл гнется к центральной части дуги. Если это так, значит, получится крепкий вертикальный шов с едва заметными волнами.
Если это так, значит, получится крепкий вертикальный шов с едва заметными волнами.
После полного выгорания электрода работу необходимо на время прекратить. Следует поставить новый элемент, тщательно удалить шлак и продолжить процесс сваривания.
Чтобы увидеть наглядно, как правильно варить электросваркой, лучше посмотреть обучающее видео.
Траектория движения дуги
Важно обратить внимание на то, как движется дуга во время сваривания деталей. Траекторий всего три:
- продольная;
- поступательная;
- поперечная.
В первом случае происходит формирование сварочного ролика. Высота его зависит от толщины электрода и скорости его перемещения. Если делать поперечные перемещения, можно получить очень тонкий шов. Сразу сделать это не получится — нужно научиться.
Поступательная траектория предполагает перемещение сварочной дуги вдоль всей оси электрода. Это позволяет без особого труда поддерживать постоянную длину дуги.
Это позволяет без особого труда поддерживать постоянную длину дуги.
Благодаря поперечному движению можно получить ту ширину шва, которая нужна. Сделать это можно путем медленных колебательных движений.
Следует отметить, что на практике сварщики используют все три этих движения. Они накладываются друг на друга и образуют заданную траекторию. Конечно, существуют классические варианты, но каждый мастер обладает своим неповторимым почерком. Самое главное, чтобы во время работы получался шов нужной формы.
Научиться сварке не так сложно, как кажется. Но если у кого-то нет желания или возможности самостоятельно осваивать премудрости этого ремесла, можно нанять специалистов. Лучшие сварщики зарегистрированы на сайте Юду. Этот поисковый сервис известен тем, что здесь всегда можно найти профессионалов для выполнения любой работы. С каждым исполнителем можно договориться о стоимости услуг в индивидуальном порядке.
Как правильно варить сваркой: технология, сила тока
Хороший обобщающий материал способен сэкономить начинающему сварщику много времени, поможет обойтись без специальных курсов. Научиться правильно варить сваркой не сложно, для этого потребуется знание теории и некоторое количество практики.
Научиться правильно варить сваркой не сложно, для этого потребуется знание теории и некоторое количество практики.
Без знания теории овладеть сваркой невозможно, так как:
- Качественного шва не получится.
- Можно получить повреждения или травмировать других людей.
- Можно вывести оборудование из строя.
Электросварка — соединение металлических деталей сплавлением электрической дугой. Электрический ток, пропущенный через зазор между электродом и металлом, вызывает огромную температуру, расплавляет кромки, переносит металл из электрода в шов. Получается, что две металлические поверхности соединены монолитно.
Техника безопасности
Электросварка популярна. Небольшой по габаритам аппарат способен герметично соединить детали в любых пространственных положениях, сварка идет быстро и управляемо. При работе следует помнить о рисках для здоровья:
- Травма глаз. Сварочная дуга излучает световую энергию, которая может обжечь роговицу глаза, отпечататься на сетчатке.
 Ощущение песка под веками, сложно моргнуть, припухлости — эти симптомы проходят довольно долго. Защитить глаза поможет маска со специальным стеклом, перед зажжением дуги предупреждайте окружающих возгласом: «Глаза!»
Ощущение песка под веками, сложно моргнуть, припухлости — эти симптомы проходят довольно долго. Защитить глаза поможет маска со специальным стеклом, перед зажжением дуги предупреждайте окружающих возгласом: «Глаза!» - Поражение электрическим током. Электрическая дуга — пропуск электрического тока через зазор между электродом и металлом. Чем больше сила тока, тем ярче дуга. Но если этот ток пройдет через тело человека, он умрет. Чтобы избежать поражения электрическим током, нужно:
- Следить за целостностью оплетки кабелей, изоляцией держака.
- Использовать качественные изолированные держаки, не хватать голыми руками держак за оголенные части.
- При постоянной работе обувать спецобувь с прорезиненной подошвой.
- Ожоги кожи. Ультрафиолет дуги и летящая во все стороны окалина травмируют кожу. Чтобы избежать проблем, используйте защитные перчатки — краги. Одеваться стоит только в хлопчатобумажную или специально пропитанную одежду — сварочную робу, джинсы.
 Для защиты рук применяются хлопчатобумажные рукавицы или сварочные краги. При сварке оголенных участков кожи быть не должно.
Для защиты рук применяются хлопчатобумажные рукавицы или сварочные краги. При сварке оголенных участков кожи быть не должно. - Отравление газами. Все работы должны проводиться в проветриваемом помещении, под вытяжкой или на свежем воздухе. Полезным будет применение фильтрующих полумасок или респираторов.
Виды электросварки
Выделяют несколько основных направлений:
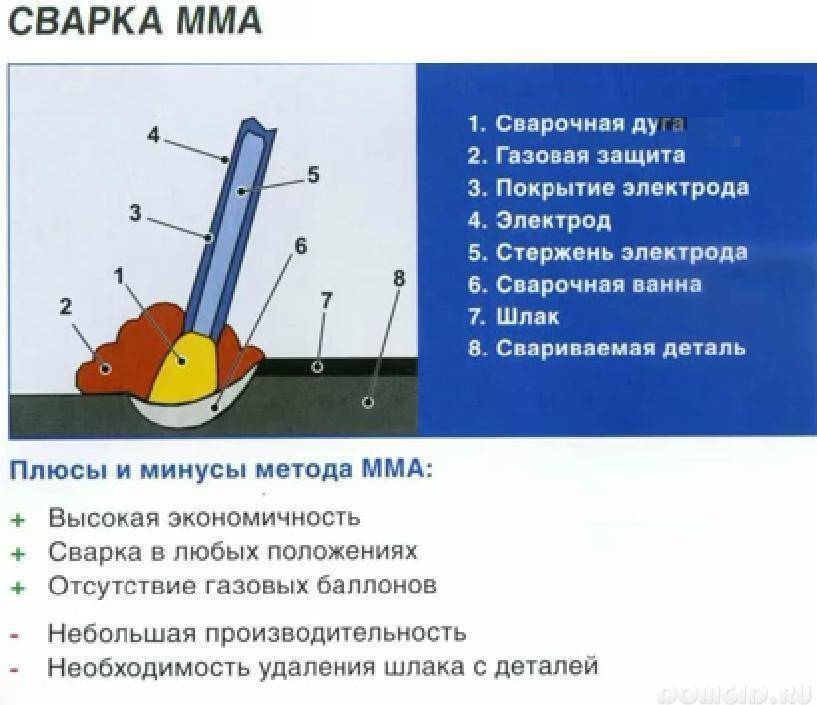
- MMA. Сварка электродом в защитной обмазке. Универсальная технология, позволяющая получить отличный шов в любых пространственных положениях. Используются простые аппараты преобразования переменного тока в постоянный, трансформаторного или инверторного типа. Сила тока зависит от толщины сплавляемого металла и используемого электрода, колеблется от 30 до 200 Ампер.
Электрод — пруток металла, покрытый обмазкой. При сварке обмазка расплавляется и защищает расплав от воздуха.
- MIG. Сварка в среде защитного газа. В качестве электрода используется проволока, подаваемая в сварочную ванну с постоянной скоростью. В зону сварки через шланг подается углекислый газ или смесь газов. Они вытесняют кислород и защищают сварочный шов. Преимущества такого вида сварки — отсутствие шлака, высокое качество шва, возможность варить тонкий металл.
- TIG. Сварка цветных металлов в среде защитного газа при помощи неплавящегося электрода. Широко применяется для соединения цветных металлов и сплавов.
Есть несколько видов различных технологий, применяемых в автомобилестроении или судостроении. Они требуют особой квалификации сварщика. Навыки наплавления или ручной подачи проволоки в сварочную ванну специфичны и доступны сварщикам высших разрядов.
Технология сварочных работ
Сварочные работы — соединение металлических деталей расплавлением кромок и добавлением присадочного металла. В итоге образуется сварочный шов, кромки прочно соединены.
В итоге образуется сварочный шов, кромки прочно соединены.
Признаки качественного шва:
- Провар. Металл сварочного шва должен проникнуть на всю толщину. В процессе сварки равномерно расплавляются кромки, если расплавлять одну сторону, валик получится неравномерным.
- Однородность. Стык должен состоять из сплошного металла, без включения шлака или раковин. Пропуски и непроплавы не допускаются.
- Прочность. После остывания шва могут образовываться микротрещины.
- Отсутствие подрезов. Слишком сильная дуга «подрезает» края деталей, ослабляя их.
- Выпуклая равномерная форма. Браком считается как излишне толстый валик, так и вогнутый. Это свидетельствует о неправильно выбранной силе тока.
Шов должен быть однородным, без излишних «чешуек», наплывов, изгибов. Ширина шва определяется из толщины свариваемых деталей. Слишком узкий окажется непрочным, широкий — ослабит изделие.
Получите 10 самых читаемых статей + подарок!
*
Подписаться
Бесплатный курс Михаила Щербакова |
||||
http://svarka-elektrodom.ru/free/confirm.html |
||||
|
|
||||
После просмотра серии видеоуроков вы узнаете, как варить электросваркой:с нуля без специальных знаний совершенно безвозмедно |
||||
|
|
||||
Содержание видеоуроков:
|
||||
|
|
||||
|
||||
| Понравилось? Расскажите друзьям! | ||||
|
Обратная связь: http://elektrosvarka. Все права защищены. М.Щербаков 2012-2017 г. Соглашение об обработке персональных данных. Регистируясь на получение видеоуроков по электросварке, вы соглашаетесь передать нам ваши имя и адрес e-mail. Ваше имя будет использоваться для персонифицированного обращения к вам в письмах, а ваш адрес электронной почты требуется для отправки вам обещанных уроков. Указанные данные будут храниться исключительно для отправки вам писем с уроками и ни при каких обстоятельствах не будут переданы третьим лицам. Вы в любой момент можете отказаться от получения писем и потребовать удаления ваших персональных данных. Ваши данные будут храниться до поступления вашего требования их удаления. |
||||
 Видеоуроки
Видеоуроки  Для этого вам нужно сделать
всего
2 простых шага! Сначала введите своё имя и свой e-mail
адрес в форму справа от этого текста и нажмите на кнопку «Получить уроки». Затем подтвердите регистрацию, и на указанный
вами адрес электронной почты вам будет выслан доступ к первому видеоуроку,
и далее ко всем остальным видеоурокам. Вы можете узнать, как варить
электросваркой всего через несколько минут!
Для этого вам нужно сделать
всего
2 простых шага! Сначала введите своё имя и свой e-mail
адрес в форму справа от этого текста и нажмите на кнопку «Получить уроки». Затем подтвердите регистрацию, и на указанный
вами адрес электронной почты вам будет выслан доступ к первому видеоуроку,
и далее ко всем остальным видеоурокам. Вы можете узнать, как варить
электросваркой всего через несколько минут! Данный видеокурс сочетает в себе необходимые теоретические основы и большой набор практических рекомендаций, как варить электросваркой. Данные видео —
это полноценный самоучитель, который поможет научиться варить сваркой самостоятельно, и после изучения
этого курса вы сможете изготавливать сварные конструкции для дома и ваших бытовых нужд.
Данный видеокурс сочетает в себе необходимые теоретические основы и большой набор практических рекомендаций, как варить электросваркой. Данные видео —
это полноценный самоучитель, который поможет научиться варить сваркой самостоятельно, и после изучения
этого курса вы сможете изготавливать сварные конструкции для дома и ваших бытовых нужд. 
 Расходные материалы – это электроды. Ещё вам понадобятся приспособления для закрепления деталей перед сваркой. Всё это я подробно обхясняю в своих видео.
Далее нужно разобраться с параметрами и процессом сварки.
Расходные материалы – это электроды. Ещё вам понадобятся приспособления для закрепления деталей перед сваркой. Всё это я подробно обхясняю в своих видео.
Далее нужно разобраться с параметрами и процессом сварки.
 support-desk.ru/
support-desk.ru/ 7 правил, как научиться варить электросваркой тонкий металл
Как научиться варить электросваркой: понятие электросварки + 3 ее разновидности + как научиться варить электросваркой дома – детальный разбор 3 технологических этапов + 7 правил сваривания тонкостенных материалов + меры предосторожности в работе сварщика + 4 распространенных дефекта у новичков.
Если говорить о соединении металлоконструкций, то электрическая сварка уверенно удерживает позиции в бытовом применении уже много лет. Наличие агрегата для выполнения сварочных работ – это только 50% дела. Оставшаяся половина успех – умение сваривать, а сделать это без предварительной подготовки не может абсолютно никто. В сегодняшней статье мы расскажем, как научиться варить электросваркой тонкий и толстый металл + предоставим пошаговую инструкцию обучения с нуля для полных профанов в этом деле.
Что такое электросварка, и зачем она нужна дома?
Чтобы разобраться с термином, потребуется задеть школьный курс физики и разобраться в сопутствующих процессах при сваривании деталей. Полученные знания помогут сварщику делать более качественные швы, ведь понимание основы работы электросварки дает возможность вести работу осознанно, а не полагаясь на шаблонные действия других специалистов. Электросварка (дуговая сварка) – получение соединений неразрывного типа за счет кристаллизации присадочного и базового материалов.
Во время процесса образования шва, происходит временное расплавление основы и электрода, за счет чего образуется сварочная ванна. После остывания поверхности, материалы соединяются на молекулярном уровне (сплавляются), кристаллизируясь в шов, который по прочности не уступает другим областям основной поверхности.
Классификация электросварки производится на основании множества критериев – уровень механизации процесса сваривания, тип тока + его полярность, дуга, характеристики электрода, способ защиты зоны и так далее. Давайте рассмотрим классическое распределение – ручная дуговая, полуавтоматическая дуговая и автоматическая дуговая типы сварок.
1) Ручная дуговая сварка
Наиболее сложный вариант в применении для неопытного сварщика, ведь большую часть работы приходится выполнять собственными руками. Регулирование технологии с прочими моментами производится посредством ГОСТа 5264-80. В учет берется тип соединения, форма кромок, характер шва, поперечное сечение и толщина элементов для сваривания.
Важно: при ручной дуговой сварке мастер обязан самостоятельно поддерживать длину дуги, контролировать угол наклона и рассчитывать длительно нахождения электрода в одной точке.
Недостатками ручной сварки является негативное воздействие на организм человека продуктов распада/света и сравнительно низкая эффективность работы при ее больших масштабах. Низкоквалифицированный специалист не сможет качественно орудовать дугой при работе с ручной дуговой сваркой, потому, метод наложения швов точно не для новичков.
2) Полуавтоматическая в газовой среде
Отличительные черты у метода соединения 2 – использование подвижного плавящегося электрода + наличие защитного газа. Второй выступает в роли преграды между внешней средой и электрической дугой.
Обратите внимание: при контакте воздуха с дугой происходит окисление кислорода с азотом, что приводит к возникновению нежелательных оксидов/нитритов, что могут на 70%+ ухудшить качество сварного шва.
Защитным газом выступает аргон, углекислота, гелий, либо их комбинации в определенных пропорциях. Технология сварки полуавтоматом происходит за счет пропуска проволоки сквозь сопло газа, из-за чего та расплавляется. Длина дуги контролируется автоматически, а направление движения + скорость остаются под контролем сварщика. Методика работ может быть проведена и без газовой оболочки – применяется специальная самозащитная проволока с вкраплениями кремния, марганца и прочих металлических элементов с раскисляющими свойствами.
Технология сварки полуавтоматом происходит за счет пропуска проволоки сквозь сопло газа, из-за чего та расплавляется. Длина дуги контролируется автоматически, а направление движения + скорость остаются под контролем сварщика. Методика работ может быть проведена и без газовой оболочки – применяется специальная самозащитная проволока с вкраплениями кремния, марганца и прочих металлических элементов с раскисляющими свойствами.
3) Автоматическая сварка под флюсом
Метод, имеющий повышенную производительность и минимальные потери по электроду. Сварщик может не опасаться брызг, а зона проведения сварки максимально безопасна в отношении образования оксидов и прочих вредных примесей для шва.
Алгоритм процесса сварки: Подача проволоки за счет специальных роликов. Посредством контакта скользящего типа производится подведение к проволоке электрического тока. Начинается движение электрода вдоль разметки для шва. Из бункера агрегата высыпается флюс, за счет испарения которого образуется газовое облако, защищающее электрическую дугу от влияния внешней среды. Образование шва. Очистка от шлаковой корки. Сбор излишек флюса для повторного использования. Оборудование для проведения работ не требует от оператора использования специальных защитных приспособлений для глаз. Благодаря автоматизации процесса, субъективное влияние сварщика сводится к минимуму, а потому, риск накосячить резко стремится вниз.
Образование шва. Очистка от шлаковой корки. Сбор излишек флюса для повторного использования. Оборудование для проведения работ не требует от оператора использования специальных защитных приспособлений для глаз. Благодаря автоматизации процесса, субъективное влияние сварщика сводится к минимуму, а потому, риск накосячить резко стремится вниз.
Как научиться варить электросваркой в домашних условиях?
Следует понимать, что чем больше автоматизирован процесс сваривания, тем дороже обойдется закупка оборудования. К тому же, промышленные методы наложения швов не подойдут для домашнего применения, а потому оптимальными «гаражными» вариантами является ручная и полуавтоматическая виды сварок.
1) Технологические особенности электросварки
В процессе сварки человек отталкивается от аппарата на руках. В зависимости от назначения оборудования, существуют промышленные мини-трансформаторы, работающие за счет обмотки катушек, и домашние инверторы. Суть работы первых и вторых заключается в понижении напряжения и повышении силы тока. Результата должно хватить, чтобы расплавить металл для нанесения будущего шва.
В домашних условиях рациональнее использовать более современные и компактные версии оборудования – инверторы. Такие сварочные аппараты работают от стандартной сети в 220 вольт. Переменное входящее напряжение автоматически преобразуется в постоянное.
Процесс сварки инвертором проходит такие шаги: Выдача оборудованием требуемого уровня напряжения. Распределение кабелей инвертора. Один конец идет с плюсом, а второй с минусом («ноль»). Полярность определяется на основании крепления конца к массе. При касании конечной части электрода к металлу, возникает электрическая дуга. При помощи сварщика происходит формирование сварочного шва. При работе со специальными электродами, защитное облако формируется за счет плавления самого электрода. Получаемое соединение не будет иметь поровых вкраплений. После застывания с поверхности шва аккуратно удаляется шлаковый слой. Закупить подобное оборудование можно в любом специализированном магазине вблизи вашего места проживания. Высокий спрос породил большой ассортимент продукции, потому, подобрать адекватный вариант в соотношении цена/качество смогут даже очень требовательные личности. А теперь пройдемся по шагам технологии сваривания более детально.
Высокий спрос породил большой ассортимент продукции, потому, подобрать адекватный вариант в соотношении цена/качество смогут даже очень требовательные личности. А теперь пройдемся по шагам технологии сваривания более детально.
А) Подготовка рабочего места
Процесс сварки – опасное дело, и относиться к нему следует должным образом как новичку, так и специалисту. К началу работ потребуется закупить оборудование. Мы уже оговорились, что для начинающего сварщика лучше приобрести инвертор. Место сварочных работ выбирайте на основании личных предпочтений – гаражное помещение или на открытом воздухе. В первом случае потребуется провести вентиляцию, ибо процесс сваривания подразумевает выделение вредных веществ для органов дыхания и зрения.
Учиться азам сварки проще всего на материалах с низким содержанием углерода. Толщина металлического сплава — средняя. Сваривать тонколистовую сталь в разы сложнее, потому, приступать к ее обработке стоит спустя 1-2 месяца стабильной практики в простых задачах дуговой сварки.
Оптимальные электроды для новичка – «тройка» (3 мм диаметр). Если практикуетесь с толстостенным металлом, берем электроды толщиной в 0.5-0.6 сантиметра по диаметру. Для тонкостенной сварки оптимальными считаются 0.16-0.2 сантиметровые электроды.
Важно: при выборе электродов берите в учет мощность сварочного аппарата. Обычно в инструкции указывается соотношение мощности и диаметра. Также таблицы соответствия силы тока и толщины электрода имеются в сети интернет.
В свободном доступе для новичков имеются электроды с обмазкой – специальные прутки, обеспечивающие высокое качество работы без использования флюса. Образование газового облака происходит за счет плавления самого электрода.
Б) Подключение инвертора + розжиг дуги
В процессе сборки конструкции, требуется брать во внимание способы соединения с массой электрода и сварочной поверхности. Всего существует 2 метода подключения элементов – прямой и обратный. В случае прямой полярности электрод ставят на минус, а изделие для сваривания на плюс. Получаемая область расплавки глубокая и узкая, что хорошо подходит для процесса сваривания толстостенного материала. Резка металла инвертором происходит также через прямую полярность контакта рабочих элементов сварки.
Получаемая область расплавки глубокая и узкая, что хорошо подходит для процесса сваривания толстостенного материала. Резка металла инвертором происходит также через прямую полярность контакта рабочих элементов сварки.
При обратной полярности наоборот – электрод на плюс, изделие на минус. Движение электродов происходит от детали к электроду, из-за чего получаемый шов боле мелкий, но широкий. Такая цепь прекрасно себя показывает при работе с тонкостенными материалами.
Методы розжига дуги: чирканье. Процедура сравни зажиганию головки спички; постукивание. Быстрый удар электродом о свариваемую поверхность и медленный подъем. В процессе обучения новичкам рекомендуется использовать метод чирканья, так как соблюдать вручную расстояние в 2-3 миллиметра при постукивании неопытному сварщику крайне сложно.
В) Ведение электрода при формировании шва
После зажигания дуги начнет формироваться сварочная ванна. Внимательно присмотритесь к скорости выделения шлаковых накоплений.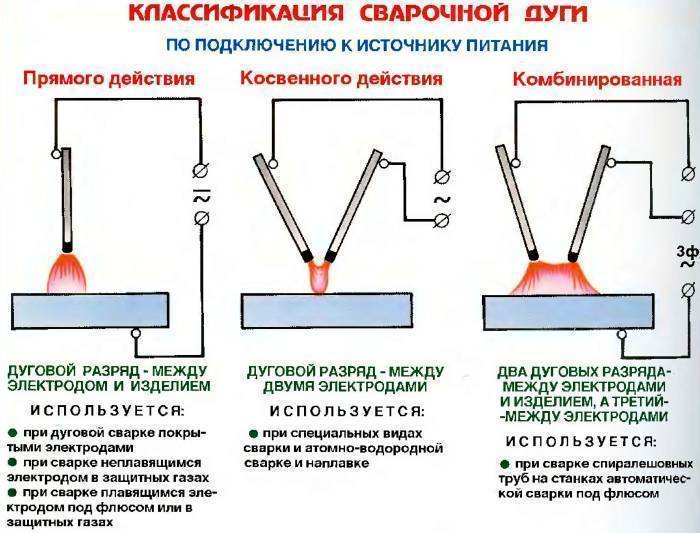 Выберите оптимальный темп, который позволит избежать в шве пузырьков и вкраплений шлака.
Выберите оптимальный темп, который позволит избежать в шве пузырьков и вкраплений шлака.
Важно: расстояние между швом и дугой должно быть всегда в промежутке от 2 до 4 миллиметров. Выход за оговоренные рамки приведет к ухудшению качества наплавки.
Если расстояние от дуги к поверхности менее 0.2 сантиметра – шов будет неглубокий, из-за чего пострадает прочность соединения, а при расстоянии более 0.4 сантиметра дуга теряет стабильность, и наплав начинает разбрызгиваться.
Электрод может располагаться в 3 позициях:
— углом вперед. Получаем глубокую ванну на старте. Положение хорошо показывает себя при соединении потолочным, горизонтальным и вертикальными типами швов. Визуально кажется, что дуга выталкивает металл + не дает ему вытекать из области сварной ванны;
— углом назад. Здесь сварщику проще держать под контролем процесс наложения шва. Минус положения – актуален только для швов нижнего типа. Часто углом назад делают прихватки и временные швы;
— прямой угол. Ванна получается симметричной, но это негативно сказывается на ее удобстве. Положение электрода уместно только для труднодоступных мест, где углом назад/вперед не подобраться.
Ванна получается симметричной, но это негативно сказывается на ее удобстве. Положение электрода уместно только для труднодоступных мест, где углом назад/вперед не подобраться.
В процессе работы также не стоит забывать о постоянном уменьшении длины электрода – типичная причина косяков новичка, из-за которой сварочный шов получается с кучей капель металла и не совсем ровный.
Для образования широкого шва прямого прохода будет недостаточно. Потребуется использовать шаблонные рисунки цикличных проходов. Наиболее популярные отображены на картинке выше.
2) Как научиться варить электросваркой тонкий металл: 7 базовых правил для новичка
В домашних условиях чаще всего приходится иметь дело с тонкостенным материалом, но при сваривании таких элементов, проблем у новичков больше всего. Залатать канистру, емкость для воды, рамку ворот или даже часть кузова авто – все это требует от сварщика предельной концентрации внимания на процессе + соблюдение некоторых технологических особенностей.
Правила сваривания тонкого металла:
1. Ток в промежутке ото 20 до 30А.
2. Диаметр по электроду не должен превышать 0.2 сантиметра в диаметре. Оптимально – 0.16 сантиметра.
3. Перед наложением шва поверхность тщательно зачищается от пятен жира, пыли, ржавчины и прочего мусора.
4. При сваривании в нижней позиции, под шов кладут подложку из графита. Материал будет выполнять поддерживающую функцию для расплавленного электрода с металлом + позволит избежать прилипания.
5. Шов ведется углом вперед.
6. Повышенная скорость ведения шва.
7. Промежуток между дугой и поверхностью металла не более 0.5 сантиметра.
Чтобы повысить шанс на успех, следует купить специальные электроды с рутиловым покрытием. Прутки обеспечивают достаточно устойчивое горение + легко возбуждаются. Еще один лайфхак, способный упростить жизнь сварщику – использование инвертора с режимом форсажа дуги. Заявленная функция обезопасит конец электрода от залипания при сбое расстояния между дугой и поверхностью.
Пояснение азов сварочного процесса + рекомендации и советы для новичков:
3) Техника безопасности + возможные дефекты
Процесс сварки должен быть не только правильным, но и безопасным. Потерять зрение, или крупный ожог – одни из многих опасностей, подстерегающих человека, решившего стать на путь сварщика в РФ.
Меры предосторожности: осмотр инструментария на наличие механических повреждений; заземление; регулярная проверка соединения заготовки с контактом; качественная изоляция кабелей; влажность не более 75%; использование маски, перчаток и других средств индивидуальной защиты; наличие огнетушителя рядом с рабочим местом. Теперь о дефектах. Для начинающего сварщика проколы при обучении в порядке вещей. Зная причины тех/иных искажений, человек сможет предупредить возникновение подобных ситуаций, следовательно, риск оказаться в невыгодном положении снижается в разы.
Идеальный шов внешне аккуратный, с одинаковой толщиной и высотой вдоль всей длины. При наличии косяков, в 80% случаев они будут видны сразу. Давайте детальнее рассмотрим наиболее распространенные дефекты.
Иногда могут появиться поперечные/продольные трещины, но здесь уже недочет косвенно касается сварщика, ибо материал может просто не выдержать температурного режима. Для каждого типа металла требуется подбирать частные условия работы. Застраховать себя от неудач не может в этом плане даже опытный сварщик.
Сварка для начинающих: как научиться варить самостоятельно
Сварку применяют во многих отраслях экономики РФ. Сварщики работают на строительных площадках, при этом занимаясь созданием подземных и наземных конструкций. Они работают на автомобильных заводах, энергетических комплексах, сельском хозяйстве и на нефтеперерабатывающих предприятиях.
Многие мужчины время от времени используют сварку при решении ремонтных работ в своих жилищах, сварочный шов считается одним из надежнейших способов для соединения деталей
Прежде чем начинать сварку металлов, сварщик должен подробно ознакомиться с инструкцией работы сварочного аппарата и с техникой безопасности при проведении сварных работ.
Начинающий сварщик обязан знать все о сварке: базовые основы сварки (технология сварочных работ), как правильно сваривать электросваркой предметы, определять подходящий сварочный режим и др.
Сложность такой работы состоит в том, что когда делается газовая сварка, то изменяется режим сварки, что ухудшает её качество.
В этой статье подробно говорится о том, как проходят сварные работы, а именно: как научиться варить электросваркой — как правильно варить инвенторной сваркой, каким образом надо использовать ручную дуговую сварку и как следует варить полуавтоматом.
С чего начать — подготовительный этап
До начала сварки надо подготовить следующие инструменты:
- аппарат для сварки,
- электродные элементы определённого размера и типа;
- молоточек для снятия шлаков;
- щётку.
Диаметр электродного элемента определяют в соответствии с толщиной металлического листа.
В этом деле следует знать правила безопасности при проведении сварных работ. Специалист по сварным работам должен иметь в наличии маску, на которой установлен световой фильтр, а также спецодежду с длинными рукавами и перчатки из замши.
Для работы потребуется защитная экипировка: маска со светофильтром, одежда с длинными рукавами, перчатки из замша, нужные инструменты
При проведении сварочных работ используют выпрямитель электрического тока и инвертор – техустройства, которые меняют ток с переменного на постоянный.
Технология сварочного процесса
Сварка металлов является высокотемпературным процессом. При варке различных металлических изделий происходит образование и удержание электродуги, которая связывает электродный элемент и сварочную деталь между собой.
Под воздействием дуги происходит расплавление изделия и стержня электродного элемента.
Затем, появляется сварная ванна, в которой смешаны металл и электродные элементы. Параметры такой ванны связаны с выбранным сварным режимом — их указывают в миллиметрах: длина равна 10–30 мм, ширина — 8–15 мм, глубина – 6 мм.
При расплавлении электродного покрытия около дуги и над сварной ванной возникает газовая зона. Она выталкивает воздух из сварной зоны и предотвращает попадание кислорода на металлы, которые уже расплавились.
Также в этой зоне появляются пары, которые вырабатывают металл и электродные элементы. Сверху швов появляется шлак, который предотвращает соприкосновение расплавленной детали с кислородом, что ухудшает качество сварных работ.
После удаления электродуги металл кристаллизуется и появляется шов, который объединяет сварные детали. Сверху шва находится защитный слой от попадания шлаков, который снимают после соединения сварочных деталей.
Технология ручной дуговой сварки
Сварка труб ручной дуговой сваркой — не самая лёгкая сварка для начинающих специалистов в этом деле. Обучение сварке должно проводится опытными людьми в этом деле, которые дают полезные рекомендации и исправляют недочёты новичков.
Обучение сварке должно проводится опытными людьми в этом деле, которые дают полезные рекомендации и исправляют недочёты новичков.
Во время сварочных работ электрод совершает определенные действия: поступательные, продольные, поперечные. Из данных комбинаций получаются разные виды швов. Самые применяемые представлены на рисунке
Чтобы сварка была качественной, надо следить за перемещением электродуги. Если образовалась слишком длинная дуга, то расплавленный металл окисляется, его капли разбрызгиваются по всему изделию, в результате чего шов становится пористым.
Ручная дуговая сварка имеет такие преимущества:
- такую работу делают в отдельном помещении;
- для подобной сварки выпускают много электродов;
- можно быстро перейти от одного сварного изделия к другому;
- сварочные аппараты, применяемые при таком сварочном процессе, можно с лёгкостью переместить из одного места в другое.
В то же время дуговая сварка металлов имеет несколько недостатков:
- при такой сварочной работе выделяется много вредных веществ;
- обладает низким КПД в отличие от других видов сварных работ;
- качество выполняемых сварных работ напрямую связано с квалификацией сварщика
Выполнение сварки полуавтоматом
Сварка полуавтоматом — не самое лёгкое сварочное дело. До начала сварки деталей полуавтоматом, следует внимательно ознакомиться с инструкцией к этому аппарату.
До начала сварки деталей полуавтоматом, следует внимательно ознакомиться с инструкцией к этому аппарату.
Настройку полуавтомата можно сделать таким образом:
- сначала следует вычислить силу тока, которая определяется исходя из толщины сварного металла. Информацию об этих 2 параметрах можно найти в инструкции к полуавтомату.
Сварка полуавтоматом считается некачественной при низком токе сварки;
- сделать настройку скорости подачи сварной проволоки. Скорость надо настроить на сменных шестёренках, которые входят в комплект подобного аппарата;
- установить нужное напряжение и силу тока;
- провести проверку правильности установки режимов на пробной детали;
- кликнуть по кнопке «Вперёд»;
- добавить в воронку флюс;
- сделать установку держателя — наконечник мундштука должен находиться в сварной зоне;
- по окончании настройки сварного аппарата надо открыть заслонку флюсовой воронки, кликнуть на кнопку «пуск» и чиркнуть по сварочному месту.
 В итоге на дуге появиться огонь, и начнётся процесс варки.
В итоге на дуге появиться огонь, и начнётся процесс варки.
Полуавтомат для сварки произведет высококачественные работы с различными марками стали
Азы электродуговой сварки
В различных инструкциях о том, как правильно варить электросваркой, делают акцент на начале сварочного процесса. Первая электросварка для начинающих специалистов в этом деле должна проходить под контролем опытного сварщика, который исправляет недочёты и даёт рекомендации новичку.
Сварка электродом начинается с надёжного закрепления детали. Для того чтобы не возникло пожароопасной ситуации, следует налить в ведро холодную воду и поставить его около сварочного места.
Нельзя заниматься сварочной работой на верстаках из дерева и поверхностно относиться к любым обрезкам применяемых электродных элементов.
Для того чтобы электрическая дуга загорелась, нужно выполнить следующие действия:
- прочно закрепить зажим «заземление»;
- изолировать кабельный провод, после чего осторожно заправить его в держатель;
- выставить на сварном аппарате значение тока — в соответствии с определённым диаметром электродного элемента;
- установить электродный элемент относительно сварочной детали под углом, равным 60 градусам;
- нужно осторожно провести электродом по металлической поверхности – и она заискриться;
- подвести электродный элемент к металлу и приподнять его на высоту, равную 5 мм.

Если вышеперечисленные действия были проведены в правильном порядке, то дуга загорится.
Зазор, равный 5 мм, надо соблюдать во время проведения сварочный работы — от начала до конца.
При правильной сварке металла электросваркой электрод медленно выгорает, в связи с чем его аккуратно приближают к металлу. Нельзя быстро перемещать электродный элемент, потому что он может залипнуть. При возникновении такой ситуации придётся немного отодвинуть его в сторону.
Если сама дуга не зажглась, следует увеличить силу тока.
После того как дуга зажглась, надо медленно передвинуть электродный элемент по горизонтали, делая им небольшие колебания. Металл, который уже расплавился, в такой ситуации будет приближаться к центру дуги.
В итоге образуется шов с маленькими волнами.
Если при сварке деталей произошло полное выгорание электродного элемента, а шов ещё не до конца сделан, сварочную работу приостанавливают.
В такой ситуации надо поменять старый электродный элемент на новый, убрать шлак и возобновить сварочный процесс.
Далее, на расстоянии 12 мм от шва углубления — кратера, следует зажечь дугу. При этом надо подвести электрод к кратеру таким образом, чтобы появился сплав прежнего и нового электродных элементов, после чего нужно возобновить сварку шва.
ПОСМОТРЕТЬ ВИДЕО
Траектория движения дуги при сварке деталей имеет 3 направления:
- поступательное. Дугу перемещают вдоль электродной оси. В таком случае сохраняется длина дуги;
- продольное. В такой ситуации образуется ниточный ролик сварки. Его высота связана со скоростью перемещения и длиной электродного элемента.
В итоге образуется тонкий шов. Чтобы он не исчез, при перемещении электродного элемента вдоль шва надо делать поперечные движения;
- поперечное.
 В этой ситуации в результате колебательных движений устанавливается конкретная ширина шва. Амплитуда таких колебаний устанавливается в зависимости от размера швов, их положения и др.
В этой ситуации в результате колебательных движений устанавливается конкретная ширина шва. Амплитуда таких колебаний устанавливается в зависимости от размера швов, их положения и др.
Опытные сварщики применяют все 3 направления движения дуги.
Особенности сваривания трубопровода
Дуговым электросварочным аппаратом делается сварка вертикальных швов, которые расположены сбоку трубки. В такой ситуации делают горизонтальные сварочные швы – по дуговой окружности.
Трубки из стали соединяют встык. В такой ситуации делают сварку всех кромок — на уровне высоты трубных стенок.
Чтобы снизить объем наплывов внутри трубки, необходимо установить угол наклона электродного элемента по горизонтали, равный 45 градусам.
При сварочных работах внахлёст высота швов составляет 3 мм, а ширина – 8 мм.
Прежде чем варить трубы электросваркой, необходимо провести следующие действия:
- удалить с детали лишние частицы;
- выпрямить торцы трубки, если они деформированы;
- очистить кромку.
 Зачистить 10 мм снаружи и внутри трубки, которые прилегают к кромке — до появления блеска.
Зачистить 10 мм снаружи и внутри трубки, которые прилегают к кромке — до появления блеска.
После выполнения подобных действий можно начать сварку.
Все стыки нужно постоянно очищать от шлака — вплоть до окончания сварочного процесса.
Все участки соединения трубок, ширина стенки которых доходит до 6 мм, делают минимум в 2 слоя.
Если ширина трубной стенки равна 6–12 мм – делают 3 слоя, 19 мм и более – 4.
Особенность сварки трубок заключается в том, что с каждого шва, накладываемого на стык труб, удаляют шлаки, после чего делается следующий шов.
1-й шов расплавляет все кромки.
Если на первом шве видны трещины, их надо выплавить и снова заварить элемент изделия.
2-й и последующие слои делают при вращении трубки.
Начало и конец каждого слоя следует совмещать с предыдущим на 15–30 мм.
Последний слой делают на гладкой поверхности, при этом плавно переходя на основной металл.
На данный момент сварка оцинкованных труб считается самым дешевым способом возведения подземных и надземных конструкций.
Завершающий слой в процессе сварки должен быть макисмально ровным с плавными переходами на основной металл
Цинк хорошо защищает трубки от коррозии и возникновения ржавчины, потому оцинкованные трубы по качеству не уступают нержавейкам.
Кроме того, оцинкованные трубы имеют приятный внешний вид, поэтому их часто используют при создании оригинального дизайна того или иного здания или сооружения.
Таким же образом делается сварка оцинкованного металла, который применяют в строительстве.
Самостоятельная сварка считается сложным занятием. Прежде чем приступить к такой работе, надо изучить правила сварочного процесса и научиться выполнять лёгкие сварочные работы для начинающих специалистов в этом деле.
Пять шагов к совершенствованию техники сварки электродами
Основные элементы для улучшения результатов
Для многих людей, особенно для тех, кто плохо знаком с этим или, возможно, не занимается сваркой каждый день, сварка электродом, также известная как дуговая сварка в среде защитного газа (SMAW), является одним из самых сложных процессов для изучения. Опытные сварщики, которые умеют брать жало, втыкать электрод и раз за разом выполнять великолепные сварные швы, могут внушать благоговейный трепет остальным из нас. Они заставляют это выглядеть легко.
Опытные сварщики, которые умеют брать жало, втыкать электрод и раз за разом выполнять великолепные сварные швы, могут внушать благоговейный трепет остальным из нас. Они заставляют это выглядеть легко.
Хотя у остальных с этим могут возникнуть проблемы.И нам это не нужно, если мы обратим внимание на пять основных элементов нашей техники: установка тока, длина дуги, угол наклона электрода, манипулирование электродом и скорость перемещения — или сокращенно CLAMS. Правильное обращение к этим пяти основным областям может улучшить ваши результаты.
Подготовить
Хотя сварка стержнем может быть самым щадящим процессом для грязного или ржавого металла, не используйте это как оправдание для плохой очистки материала. Используйте проволочную щетку или шлифовальную машину для удаления грязи, сажи или ржавчины с места сварки.Игнорирование этих шагов снизит ваши шансы сделать хороший сварной шов с первого раза. Грязные условия могут привести к растрескиванию, пористости, несплавлению или включениям. Пока вы это делаете, убедитесь, что у вас есть чистое место для рабочего зажима. Хорошее, надежное электрическое соединение важно для поддержания качества дуги.
Пока вы это делаете, убедитесь, что у вас есть чистое место для рабочего зажима. Хорошее, надежное электрическое соединение важно для поддержания качества дуги.
Встаньте так, чтобы хорошо видеть сварочную ванну. Для лучшего обзора держите голову в стороне и подальше от сварочного дыма, чтобы убедиться, что вы выполняете сварку в месте соединения и держите дугу на передней кромке сварочной ванны.Убедитесь, что ваша поза позволяет удобно поддерживать электрод и манипулировать им.
МОЛЛЮСКИ
Объединение всех точек CLAMS (настройка тока, длина дуги, угол электрода, манипулирование электродом и скорость перемещения) может показаться сложным во время сварки, но с практикой это становится второй натурой. Не унывайте! Существует кривая обучения сварке электродом, которая, по мнению многих, получила свое название, потому что при обучении сварке каждый прикрепляет электрод к заготовке.
Текущая настройка : Выбранный вами электрод будет определять, будет ли ваша машина настроена на положительный постоянный ток, отрицательный постоянный ток или переменный ток.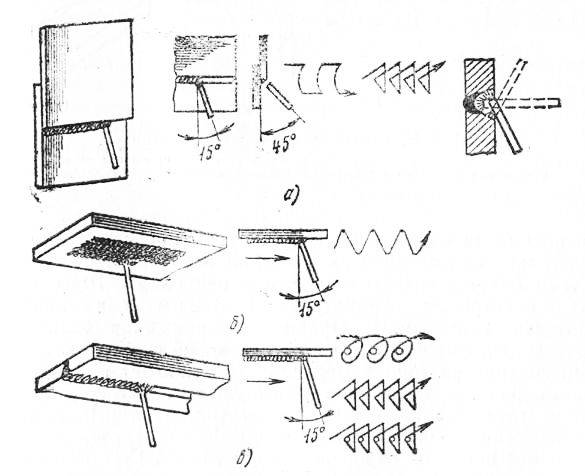 Убедитесь, что он правильно установлен для вашего приложения. (Положительный электрод обеспечивает примерно на 10 процентов больше провара при заданной силе тока, чем переменный, в то время как постоянный ток с прямой полярностью и отрицательный электрод лучше сваривает более тонкие металлы.) Правильная настройка силы тока в первую очередь зависит от диаметра и типа выбранного электрода. Производитель электрода обычно указывает рабочие диапазоны электрода на коробке или прилагаемых материалах.Выберите силу тока в зависимости от электрода (общее эмпирическое правило: 1 ампер на каждые 0,001 дюйма диаметра электрода), положения при сварке (приблизительно на 15 % меньше тепла при работе над головой по сравнению с плоской сваркой) и визуального осмотра сварного шва. готовый сварной шов. Регулируйте сварочный аппарат на 5–10 ампер за раз, пока не будет достигнута идеальная настройка.
Убедитесь, что он правильно установлен для вашего приложения. (Положительный электрод обеспечивает примерно на 10 процентов больше провара при заданной силе тока, чем переменный, в то время как постоянный ток с прямой полярностью и отрицательный электрод лучше сваривает более тонкие металлы.) Правильная настройка силы тока в первую очередь зависит от диаметра и типа выбранного электрода. Производитель электрода обычно указывает рабочие диапазоны электрода на коробке или прилагаемых материалах.Выберите силу тока в зависимости от электрода (общее эмпирическое правило: 1 ампер на каждые 0,001 дюйма диаметра электрода), положения при сварке (приблизительно на 15 % меньше тепла при работе над головой по сравнению с плоской сваркой) и визуального осмотра сварного шва. готовый сварной шов. Регулируйте сварочный аппарат на 5–10 ампер за раз, пока не будет достигнута идеальная настройка.
Если производитель электродов не указывает иное, используйте 1 ампер на каждые 0,001 дюйма диаметра электрода. Здесь 1/8 дюйма. Используется электрод (0,125 дюйма), поэтому оператор начинает с 125 ампер.Затем он будет регулировать с шагом от 5 до 10 ампер, если это необходимо, чтобы найти оптимальную настройку для своей техники и применения.
Здесь 1/8 дюйма. Используется электрод (0,125 дюйма), поэтому оператор начинает с 125 ампер.Затем он будет регулировать с шагом от 5 до 10 ампер, если это необходимо, чтобы найти оптимальную настройку для своей техники и применения.
Если ваша сила тока слишком мала, ваш электрод будет особенно липким при поджигании дуги, ваша дуга будет продолжать гаснуть, сохраняя правильную длину дуги, или дуга будет прерывистой.
Этот сварной шов является результатом слишком малого тока. Если вы выполняете сварку со слишком низкой силой тока, ваш электрод будет особенно липким при поджигании дуги, дуга будет продолжать гаснуть, сохраняя правильную длину дуги, или дуга будет прерывистой.
После того, как вы зажгли дугу, если сварочная ванна слишком жидкая и ее трудно контролировать, ваш электрод обугливается, когда она израсходована только наполовину, или дуга звучит громче, чем обычно, ваша сила тока может быть установлена слишком высокой. Слишком большое количество тепла также может отрицательно сказаться на свойствах флюса электрода.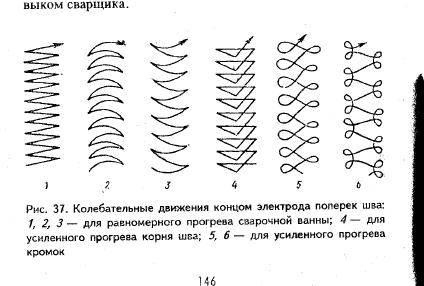
Сварка является результатом слишком большого тока. Когда сила тока установлена слишком высокой, лужа будет чрезмерно жидкой и трудно контролируемой. Это может привести к чрезмерному разбрызгиванию и более высокой вероятности подреза.Кроме того, электрод будет нагреваться — возможно, настолько горячим, что раскалится ближе к концу сварного шва, — что может отрицательно сказаться на защитных свойствах флюса .
Признаком слишком большого тока является то, что электрод становится достаточно горячим, чтобы светиться.
Длина дуги : Правильная длина дуги зависит от электрода и применения. В качестве отправной точки длина дуги не должна превышать диаметр металлической части (сердцевины) электрода.Например, 1/8-дюймовый электрод 6010 удерживается на расстоянии около 1/8 дюйма от основного материала.
Длина дуги: оптимальная длина дуги или расстояние между электродом и ванной соответствует диаметру электрода (фактической металлической части внутри флюсового покрытия).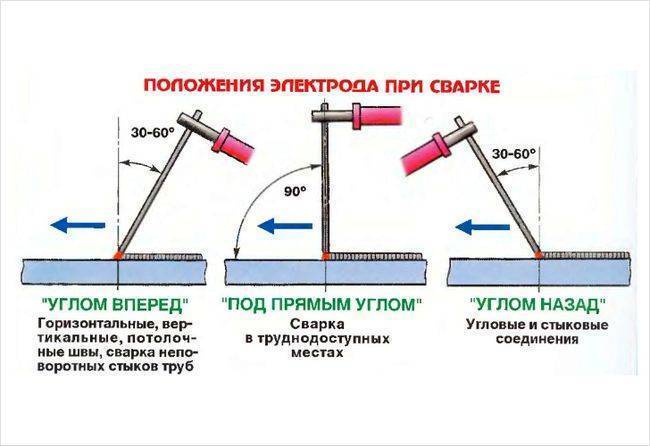 Слишком близкое расположение электрода к сварному шву снижает сварочное напряжение, что создает неравномерную дугу, которая может сама погаснуть или привести к более быстрому замерзанию электрода и формированию сварного шва с высокой вершиной.
Слишком близкое расположение электрода к сварному шву снижает сварочное напряжение, что создает неравномерную дугу, которая может сама погаснуть или привести к более быстрому замерзанию электрода и формированию сварного шва с высокой вершиной.
Слишком короткая длина дуги создаст больший потенциал для прилипания электрода к основному материалу.
Чрезмерно длинные дуги (слишком высокое напряжение) вызывают разбрызгивание, низкую скорость наплавки, подрезы и часто оставляют пористость.
Слишком большая длина дуги приведет к чрезмерному разбрызгиванию в сварном соединении. Существует также высокий потенциал для подрезки.
При первой попытке сварки электродом кажется естественным использовать слишком длинную дугу, возможно, чтобы лучше видеть дугу и сварочную ванну.Если у вас проблемы со зрением, двигайте головой, а не удлиняйте дугу. Начните с поиска хорошего положения тела, которое дает вам адекватный обзор лужи, а также позволяет вам стабилизировать электрод и манипулировать им. Небольшая практика покажет вам, что узкая контролируемая длина дуги улучшает внешний вид валика, создает более узкий валик и сводит к минимуму разбрызгивание.
Небольшая практика покажет вам, что узкая контролируемая длина дуги улучшает внешний вид валика, создает более узкий валик и сводит к минимуму разбрызгивание.
Угол поворота : Сварка стержнем в плоском, горизонтальном и потолочном положениях с использованием техники протяжки или сварки наотмашь.Держите электрод перпендикулярно суставу, а затем наклоните верхнюю часть в направлении движения примерно на 5–15 градусов. Для сварки вертикально вверх используйте технику проталкивания или движения вперед и наклоните верхнюю часть электрода на угол от 0 до 15 градусов в сторону от направления движения.
Угол хода. При сварке слева направо соблюдайте угол наклона от 0 до 15 градусов по направлению движения. Это известно как техника перетаскивания или удара слева.
Манипуляции с электродом : Каждый сварщик манипулирует электродом по-своему.Развивайте свой собственный стиль, наблюдая за другими, практикуясь и отмечая, какие приемы дают наилучшие результаты. Обратите внимание, что на материале толщиной 1/4 дюйма и тоньше плетение электрода обычно не требуется, поскольку валик будет шире, чем необходимо. Во многих случаях прямая бусина — это все, что нужно.
Обратите внимание, что на материале толщиной 1/4 дюйма и тоньше плетение электрода обычно не требуется, поскольку валик будет шире, чем необходимо. Во многих случаях прямая бусина — это все, что нужно.
Чтобы создать более широкий валик на более толстом материале, двигайте электродом из стороны в сторону, создавая непрерывную серию частично перекрывающихся кругов в виде буквы «Z», полукруга или прерывистого шага.Ограничьте движение из стороны в сторону до двух диаметров сердцевины электрода. Чтобы покрыть более широкую область, сделайте несколько проходов или используйте стрингеры.
Здесь сварщик использует полукруговое движение, чтобы создать более широкий валик, напоминающий стопку десятицентовиков. Для более тонких сварных швов может быть достаточно прямого валика.
При сварке вертикально вверх, если вы сосредоточитесь на сварке сторон соединения, середина позаботится о себе сама. Двигайтесь через середину стыка достаточно медленно, чтобы сварочная ванна могла догнать сварочную ванну, и сделайте небольшие паузы по бокам, чтобы обеспечить надежное соединение с боковой стенкой. Если ваш сварной шов выглядит как рыбья чешуя, вы слишком быстро двигались вперед и недостаточно долго держались по бокам.
Если ваш сварной шов выглядит как рыбья чешуя, вы слишком быстро двигались вперед и недостаточно долго держались по бокам.
Скорость перемещения : Скорость перемещения должна позволять удерживать дугу в передней трети сварочной ванны.
Чтобы установить оптимальную скорость движения, сначала установите сварочную ванну нужного диаметра, а затем двигайтесь со скоростью, которая удерживает вас в передней трети сварочной ванны. Если вы будете двигаться слишком медленно, тепло будет направлено в ванну, а не в сварной шов, что приведет к холодному нахлесту или плохому сплавлению.
Слишком медленное перемещение приводит к образованию широкого выпуклого валика с неглубоким проплавлением и возможностью холодного притирания, когда сварной шов кажется просто сидящим на поверхности материала.
Слишком низкая скорость перемещения приведет к образованию валика со слишком большим нагаром, что может привести к холодному притиру. Это может привести к недостаточному проникновению в эти области. Слишком медленное движение также может привести к тому, что тепло будет сосредоточено в луже, а не в основном материале.
Это может привести к недостаточному проникновению в эти области. Слишком медленное движение также может привести к тому, что тепло будет сосредоточено в луже, а не в основном материале.
Чрезмерно высокие скорости перемещения также уменьшают проплавление, создают более узкий и/или сильно утолщенный валик и, возможно, недостаточное заполнение или подрезание, когда область за пределами сварного шва вогнута или утоплена. Обратите внимание, что ближе к концу бусинки на изображении ниже бусинка кажется непоследовательной, как будто лужа пытается не отставать.
Слишком быстрое движение создаст более тонкий/небольшой шарик, который будет иметь больше V-образный эффект ряби в луже, а не красивый U-образный эффект или эффект сложенных десятицентовиков.
Эти советы, а также практика и терпение помогут вам двигаться в правильном направлении, чтобы улучшить технику сварки электродом.
Что такое электросварка? | УТИ
1) UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату.
2) Для получения информации о результатах программы и другой информации посетите сайт www.uti.edu/disclosures.
3) Приблизительно 8000 из 8400 выпускников UTI в 2019 году были готовы к работе.На момент составления отчета около 6700 человек были трудоустроены в течение одного года после выпуска, что в общей сложности составляет 84%. Эта ставка не включает выпускников, недоступных для трудоустройства в связи с продолжающимся образованием, военной службой, состоянием здоровья, лишением свободы, смертью или статусом иностранного студента. В рейтинг входят выпускники, прошедшие программы повышения квалификации для производителей, и лица, занятые на должностях которые были получены до или во время обучения в области ИМП, при этом основные должностные обязанности после его окончания совпадают с образовательными и учебными целями программы.UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
5) Программы UTI готовят выпускников к карьере в отраслях, использующих предоставляемое обучение, в первую очередь в качестве техников для автомобилей, дизельных двигателей, ремонта после столкновений, мотоциклов и морских техников. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от
в качестве техника, например: помощник по запчастям, автор услуг, производитель, покраска и подготовка к покраске, а также владелец / оператор магазина. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от
в качестве техника, например: помощник по запчастям, автор услуг, производитель, покраска и подготовка к покраске, а также владелец / оператор магазина. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
6) Достижения выпускников УТИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату. ИМП это учебное заведение и не может гарантировать трудоустройство или заработную плату.
7) Для прохождения некоторых программ может потребоваться более одного года.
10) Финансовая помощь, стипендии и гранты доступны тем, кто соответствует требованиям.Награды различаются в зависимости от конкретных условий, критериев и штата.
11) См.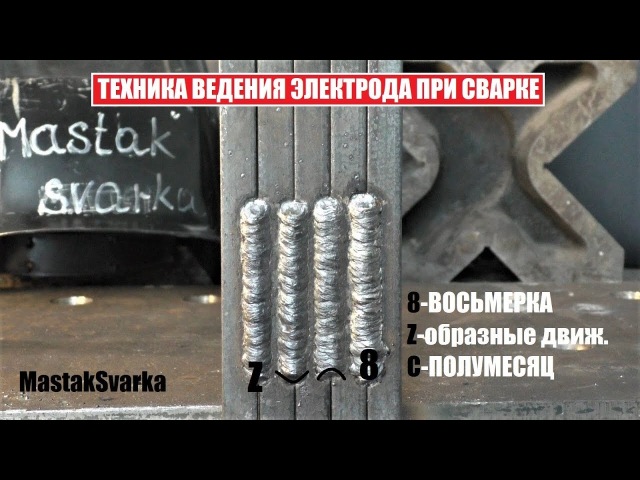 сведения о программе, чтобы узнать о требованиях и условиях, которые могут применяться.
сведения о программе, чтобы узнать о требованиях и условиях, которые могут применяться.
12) На основе данных, составленных Бюро статистики труда США, Прогнозы занятости (2016–2026), www.bls.gov, просмотрено 24 октября 2017 года. вакансии по классификации должностей: Техники и механики по обслуживанию автомобилей, 75 900; Специалисты по механике автобусов и грузовиков и дизельным двигателям, 28 300 человек; Кузовные и смежные ремонтные мастерские, 17 200.Вакансии включают вакансии в связи с ростом и чистые замены.
14) Программы поощрения и права сотрудников определяются работодателем и доступны в определенных местах. Могут действовать особые условия. Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем регионе.
15) Оплачиваемые производителем программы повышения квалификации проводятся UTI от имени производителей, которые определяют критерии и условия приемки. Эти программы не являются частью аккредитации UTI. Программы доступны в некоторых местах.
Программы доступны в некоторых местах.
16) Не все программы аккредитованы ASE Education Foundation.
20) Пособия по программе VA могут быть доступны не во всех кампусах.
21) GI Bill® является зарегистрированным товарным знаком Министерства по делам ветеранов США (VA). Дополнительную информацию о льготах на образование, предлагаемых VA, можно найти на официальном сайте правительства США.
22) Грант Salute to Service предоставляется всем ветеранам, имеющим на это право, во всех кампусах.Программа Yellow Ribbon утверждена в наших кампусах в Эйвондейле, Далласе/Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
24) Технический институт NASCAR готовит выпускников для работы в качестве автомехаников начального уровня. Выпускники, изучающие факультативы, посвященные NASCAR, также могут иметь возможность трудоустройства в отраслях, связанных с гонками. Из выпускников 2019 года, сдавших факультативы,
примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
25) Ориентировочная медианная годовая заработная плата техников и механиков по обслуживанию автомобилей по данным Бюро статистики труда США по занятости и заработной плате, май 2020 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
Достижения выпускников UTI могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату.Зарплата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях, использующих предоставляемое обучение, в первую очередь в качестве автомобильных техников. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от техников,
таких как сервисный писатель, инспектор смога и менеджер по запчастям. Информация о заработной плате для Содружества Массачусетса: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников и механиков по обслуживанию автомобилей в Содружестве.
штата Массачусетс (49-3023) составляет от 30 308 до 53 146 долларов (Развитие труда и рабочей силы штата Массачусетс, данные за май 2019 г., просмотрено 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасовой оплаты средних 50% квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2021 года, составляет 20,59 долларов США. Бюро статистики труда не публикует данные начального уровня.
данные о заработной плате. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 14,55 и 11,27 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г.
Информация о заработной плате для Содружества Массачусетса: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников и механиков по обслуживанию автомобилей в Содружестве.
штата Массачусетс (49-3023) составляет от 30 308 до 53 146 долларов (Развитие труда и рабочей силы штата Массачусетс, данные за май 2019 г., просмотрено 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасовой оплаты средних 50% квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2021 года, составляет 20,59 долларов США. Бюро статистики труда не публикует данные начального уровня.
данные о заработной плате. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 14,55 и 11,27 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г. Техники автомобильного обслуживания
и механики, просмотрено 2 июня 2021 г.)
Техники автомобильного обслуживания
и механики, просмотрено 2 июня 2021 г.)
26) Расчетная медианная годовая заработная плата сварщиков, резчиков, паяльников и сварщиков по данным Бюро статистики труда США по занятости и заработной плате, май 2020 г. UTI является учебным заведением и не может гарантировать занятость или заработную плату. ИМП
достижения выпускников могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату.Начальный уровень
зарплата может быть ниже. Программы UTI готовят выпускников к карьере в отраслях, использующих предоставленное обучение, в первую очередь в качестве техников-сварщиков. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от техников, например,
сертифицированный инспектор и контроль качества. Информация о заработной плате для Содружества Массачусетса: средний годовой диапазон заработной платы начального уровня для лиц, работающих сварщиками, резчиками, паяльщиками и сварщиками в Содружестве Массачусетса (51-4121)
составляет от 34 399 до 48 009 долларов США (Развитие труда и рабочей силы штата Массачусетс, данные за май 2019 г. , просмотрено 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасового заработка средних 50% квалифицированных сварщиков в Северной Каролине, опубликованная в мае 2021 года, составляет 20,28 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня.
данные. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 16,97 и 14,24 доллара соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г.Сварщики, резчики, паяльщики,
и Brazers, просмотрено 2 июня 2021 г.)
, просмотрено 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасового заработка средних 50% квалифицированных сварщиков в Северной Каролине, опубликованная в мае 2021 года, составляет 20,28 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня.
данные. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 16,97 и 14,24 доллара соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г.Сварщики, резчики, паяльщики,
и Brazers, просмотрено 2 июня 2021 г.)
27) Не включает время, необходимое для прохождения квалификационной предварительной программы продолжительностью 18 недель, а также дополнительные 12 или 24 недели обучения, проводимого производителем, в зависимости от производителя.
28) Ориентировочная средняя годовая заработная плата специалистов по ремонту автомобильных кузовов и связанных с ними ремонтных мастерских согласно данным Бюро статистики труда США о занятости и заработной плате, май 2020 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.выпускников УТИ
достижения могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату. Заработная плата начального уровня
может быть ниже. Программы UTI готовят выпускников к карьере в отраслях с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от техников, например,
оценщик, сметчик и инспектор.Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве ремонтников автомобильных кузовов и связанных с ними автомобилей (49-3021) в Содружестве Массачусетс.
UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.выпускников УТИ
достижения могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату. Заработная плата начального уровня
может быть ниже. Программы UTI готовят выпускников к карьере в отраслях с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от техников, например,
оценщик, сметчик и инспектор.Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве ремонтников автомобильных кузовов и связанных с ними автомобилей (49-3021) в Содружестве Массачусетс. составляет от 30 765 до 34 075 долларов США (Развитие труда и рабочей силы штата Массачусетс, данные за май 2019 г., просмотрено 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасового заработка средних 50% квалифицированных техников по ДТП в Северной Каролине, опубликованная в мае 2021 года, составляет 23 доллара.40. Бюро статистики труда не публикует данные начального уровня.
данные о заработной плате. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 17,94 и 13,99 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г.
Ремонтники, просмотрено 2 июня 2021 г.)
составляет от 30 765 до 34 075 долларов США (Развитие труда и рабочей силы штата Массачусетс, данные за май 2019 г., просмотрено 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасового заработка средних 50% квалифицированных техников по ДТП в Северной Каролине, опубликованная в мае 2021 года, составляет 23 доллара.40. Бюро статистики труда не публикует данные начального уровня.
данные о заработной плате. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 17,94 и 13,99 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г.
Ремонтники, просмотрено 2 июня 2021 г.)
29) Ориентировочная средняя годовая заработная плата механиков автобусов и грузовых автомобилей и специалистов по дизельным двигателям в Бюро статистики труда США, профессиональная занятость и заработная плата, май 2020 г. UTI является учебным заведением и не может гарантировать трудоустройство или
оплата труда. Достижения выпускников UTI могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на
заработная плата. Зарплата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях, использующих предоставляемое обучение, в первую очередь в качестве техников-дизелистов. Некоторые выпускники UTI устраиваются на работу по своей специальности на должности, отличные от дизельных.
техник по грузовым автомобилям, например, техник по обслуживанию, техник по локомотивам и техник по морским дизелям.Информация о заработной плате для Содружества Массачусетса: средний годовой диапазон заработной платы начального уровня для лиц, работающих механиками автобусов и грузовиков.
и специалистов по дизельным двигателям (49-3031) в Содружестве Массачусетса — от 34 323 до 70 713 долларов США (Развитие труда и рабочей силы штата Массачусетс, данные за май 2019 г.
UTI является учебным заведением и не может гарантировать трудоустройство или
оплата труда. Достижения выпускников UTI могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на
заработная плата. Зарплата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях, использующих предоставляемое обучение, в первую очередь в качестве техников-дизелистов. Некоторые выпускники UTI устраиваются на работу по своей специальности на должности, отличные от дизельных.
техник по грузовым автомобилям, например, техник по обслуживанию, техник по локомотивам и техник по морским дизелям.Информация о заработной плате для Содружества Массачусетса: средний годовой диапазон заработной платы начального уровня для лиц, работающих механиками автобусов и грузовиков.
и специалистов по дизельным двигателям (49-3031) в Содружестве Массачусетса — от 34 323 до 70 713 долларов США (Развитие труда и рабочей силы штата Массачусетс, данные за май 2019 г.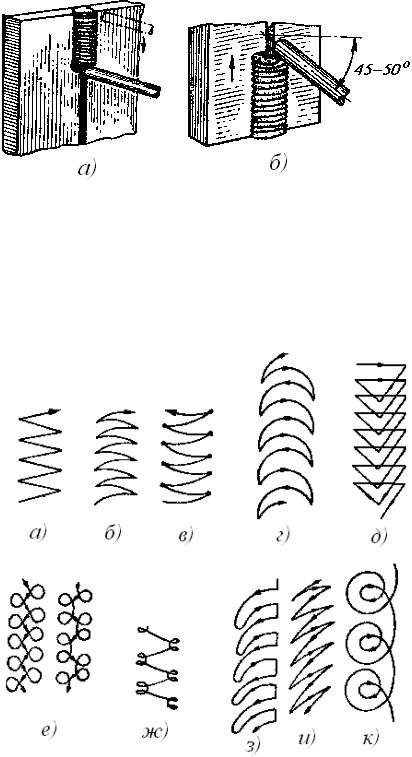 , просмотрено 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi). /OccupationalEmploymentAndWageSpecificOccupations#). Информация о заработной плате в Северной Каролине: Министерство труда США оценивает почасовой заработок в среднем 50% для квалифицированных дизельных техников.
в Северной Каролине, опубликованной в мае 2021 года, стоит 23 доллара.20. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 19,41 и 16,18 долларов соответственно. (Бюро труда
Статистика, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г. Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотрено 2 июня 2021 г.)
, просмотрено 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi). /OccupationalEmploymentAndWageSpecificOccupations#). Информация о заработной плате в Северной Каролине: Министерство труда США оценивает почасовой заработок в среднем 50% для квалифицированных дизельных техников.
в Северной Каролине, опубликованной в мае 2021 года, стоит 23 доллара.20. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 19,41 и 16,18 долларов соответственно. (Бюро труда
Статистика, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г. Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотрено 2 июня 2021 г.)
Профессиональная занятость и заработная плата, май 2020 г.MMI является учебным заведением и не может гарантировать трудоустройство или заработную плату. Достижения выпускников ММИ
может различаться. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату. Зарплата начального уровня может быть ниже.
Программы MMI готовят выпускников к карьере в отраслях с использованием предоставляемого обучения, в первую очередь в качестве техников по мотоциклам. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от техников, например, специалист по сервисному обслуживанию, специалист по оборудованию.
техническое обслуживание и запчасти.Информация о заработной плате для Содружества Массачусетс: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков по мотоциклам (49-3052) в Содружестве Массачусетса, составляет 30 157 долларов США (Массачусетс).
Развитие труда и рабочей силы, данные за май 2019 г., просмотрено 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасового заработка средних 50% квалифицированных специалистов по ремонту мотоциклов в Северной Каролине, опубликованная в мае 2021 года, составляет 15 долларов.
Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату. Зарплата начального уровня может быть ниже.
Программы MMI готовят выпускников к карьере в отраслях с использованием предоставляемого обучения, в первую очередь в качестве техников по мотоциклам. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от техников, например, специалист по сервисному обслуживанию, специалист по оборудованию.
техническое обслуживание и запчасти.Информация о заработной плате для Содружества Массачусетс: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков по мотоциклам (49-3052) в Содружестве Массачусетса, составляет 30 157 долларов США (Массачусетс).
Развитие труда и рабочей силы, данные за май 2019 г., просмотрено 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасового заработка средних 50% квалифицированных специалистов по ремонту мотоциклов в Северной Каролине, опубликованная в мае 2021 года, составляет 15 долларов. 94. Бюро статистики труда не публикует
данные о заработной плате. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 12,31 и 10,56 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г. Мотоциклетная механика,
просмотрено 2 июня 2021 г.)
94. Бюро статистики труда не публикует
данные о заработной плате. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 12,31 и 10,56 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г. Мотоциклетная механика,
просмотрено 2 июня 2021 г.)
31) Расчетная медианная годовая заработная плата механиков моторных лодок и техников по обслуживанию в Бюро статистики труда США, профессиональная занятость и заработная плата, май 2020 г.MMI является учебным заведением и не может гарантировать трудоустройство или заработную плату.
Достижения выпускников ММИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату.
Зарплата начального уровня может быть ниже. Программы MMI готовят выпускников к карьере в отраслях с использованием предоставляемого обучения, в первую очередь в качестве морских техников. Некоторые выпускники MMI устраиваются на работу в своей области обучения на должности, отличные от техников,
такие как техническое обслуживание оборудования, инспектор и помощник по запчастям.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков моторных лодок и техников по обслуживанию (49-3051) в
Содружество штата Массачусетс составляет от 30 740 до 41 331 долл. США (Развитие труда и рабочей силы штата Массачусетс, данные за май 2019 г., просмотрено 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасовой оплаты средних 50% квалифицированного морского техника в Северной Каролине, опубликованная в мае 2021 года, составляет 18 долларов.61. Бюро статистики труда не публикует данные начального уровня.
данные о заработной плате. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 15,18 и 12,87 долларов соответственно.
Некоторые выпускники MMI устраиваются на работу в своей области обучения на должности, отличные от техников,
такие как техническое обслуживание оборудования, инспектор и помощник по запчастям.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков моторных лодок и техников по обслуживанию (49-3051) в
Содружество штата Массачусетс составляет от 30 740 до 41 331 долл. США (Развитие труда и рабочей силы штата Массачусетс, данные за май 2019 г., просмотрено 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасовой оплаты средних 50% квалифицированного морского техника в Северной Каролине, опубликованная в мае 2021 года, составляет 18 долларов.61. Бюро статистики труда не публикует данные начального уровня.
данные о заработной плате. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 15,18 и 12,87 долларов соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2020 г.
Специалисты по обслуживанию, просмотрено 2 июня 2021 г.)
(Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2020 г.
Специалисты по обслуживанию, просмотрено 2 июня 2021 г.)
33) Курсы различаются в зависимости от кампуса. Для получения подробной информации свяжитесь с представителем программы в кампусе, в котором вы заинтересованы.
34) Ориентировочная средняя годовая заработная плата операторов станков с числовым программным управлением в США.S. Профессиональная занятость и заработная плата Бюро статистики труда, май 2020 г. UTI является образовательным учреждением и не может гарантировать занятость или заработную плату.
Достижения выпускников UTI могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату.
Зарплата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях с использованием предоставляемого обучения, в первую очередь в качестве техников по обработке с ЧПУ. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от техников,
таких как оператор ЧПУ, подмастерье машиниста и инспектор обработанных деталей. Информация о заработной плате для Содружества Массачусетса: средняя годовая заработная плата начального уровня для лиц, занятых в качестве операторов станков с компьютерным управлением, слесарных и
Стоимость пластика (51-4011) в штате Массачусетс составляет 37 638 долларов США (Развитие труда и рабочей силы штата Массачусетс, данные за май 2019 г., просмотрено 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасовой оплаты средних 50% квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2021 года, составляет 20,24 доллара США. Бюро статистики труда не публикует данные начального уровня.
данные о заработной плате. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 16,56 и 13,97 долларов соответственно.
Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от техников,
таких как оператор ЧПУ, подмастерье машиниста и инспектор обработанных деталей. Информация о заработной плате для Содружества Массачусетса: средняя годовая заработная плата начального уровня для лиц, занятых в качестве операторов станков с компьютерным управлением, слесарных и
Стоимость пластика (51-4011) в штате Массачусетс составляет 37 638 долларов США (Развитие труда и рабочей силы штата Массачусетс, данные за май 2019 г., просмотрено 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасовой оплаты средних 50% квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2021 года, составляет 20,24 доллара США. Бюро статистики труда не публикует данные начального уровня.
данные о заработной плате. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 16,56 и 13,97 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г.Компьютер с числовым программным управлением
Операторы инструментов, просмотрено 2 июня 2021 г.)
(Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г.Компьютер с числовым программным управлением
Операторы инструментов, просмотрено 2 июня 2021 г.)
37) Курсы Power & Performance не предлагаются в Техническом институте NASCAR. UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату. Для получения информации о результатах программы и другой раскрытой информации посетите сайт www.uti.edu/disclosures.
38) Бюро статистики труда США прогнозирует, что общая занятость в стране по каждой из следующих профессий к 2030 году составит: Техники и механики автомобильного обслуживания, 705 900; Сварщики, резчики, паяльщики и паяльщики — 452 400 человек; Автобус и грузовик
Специалисты по механике и дизельным двигателям — 296 800 человек; Кузовные и связанные с ними ремонтные мастерские — 161 800; и операторы станков с числовым программным управлением, 154 500 человек.См. Таблицу 1.2. Занятость по профессиям, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 г.
и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 г.
39) Повышение квалификации доступно для выпускников только при наличии курса и свободных мест. Студенты несут ответственность за любые другие расходы, такие как плата за лабораторные работы, связанные с курсом.
41) Для техников и механиков автомобильной службы U.S. Бюро статистики труда прогнозирует в среднем 69 000 вакансий в год в период с 2020 по 2030 год. Вакансии включают вакансии в связи с чистыми изменениями занятости и чистыми заменами. См. таблицу 1.10 Профессиональные увольнения и вакансии, прогноз на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI — это образовательное учреждение. и не может гарантировать занятость или заработную плату. Обновлено 18 ноября 2021 г.
42) Для сварщиков, резчиков, паяльщиков и сварщиков пайки U. S. Бюро статистики труда прогнозирует в среднем 49 200 вакансий в год в период с 2020 по 2030 год. Вакансии включают вакансии в связи с чистыми изменениями занятости и чистыми заменами. См. таблицу
1.10 Профессиональные увольнения и вакансии, прогноз на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI — это образовательное учреждение.
и не может гарантировать занятость или заработную плату. Обновлено 18 ноября 2021 г.
S. Бюро статистики труда прогнозирует в среднем 49 200 вакансий в год в период с 2020 по 2030 год. Вакансии включают вакансии в связи с чистыми изменениями занятости и чистыми заменами. См. таблицу
1.10 Профессиональные увольнения и вакансии, прогноз на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI — это образовательное учреждение.
и не может гарантировать занятость или заработную плату. Обновлено 18 ноября 2021 г.
43) Для механиков автобусов и грузовиков и специалистов по дизельным двигателям: U.S. Бюро статистики труда прогнозирует в среднем 28 100 вакансий в год в период с 2020 по 2030 год. Вакансии включают вакансии в связи с чистыми изменениями занятости и чистыми заменами.
См. Таблицу 1.10. Увольнения по профессиям и вакансии, прогноз на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
учреждения и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 г.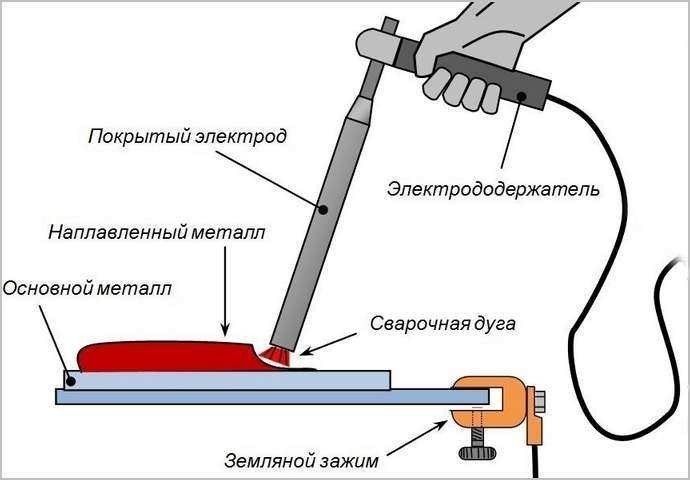
44) Для кузовных мастерских и связанных с ними ремонтных мастерских U.S. Бюро статистики труда прогнозирует в среднем 15 200 вакансий в год в период с 2020 по 2030 год. Вакансии включают вакансии в связи с чистыми изменениями занятости и чистыми заменами. См. Таблицу 1.10. Профессиональные увольнения и вакансии, прогноз на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI — это образовательное учреждение. и не может гарантировать занятость или заработную плату. Обновлено 18 ноября 2021 г.
45) Для операторов станков с числовым программным управлением код U.S. Бюро статистики труда прогнозирует в среднем 16 500 вакансий в год в период с 2020 по 2030 год. Вакансии включают вакансии в связи с чистыми изменениями занятости и чистыми заменами. Видеть
Таблица 1.10. Увольнения по профессиям и вакансии, прогноз на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
учреждения и не может гарантировать трудоустройство или заработную плату.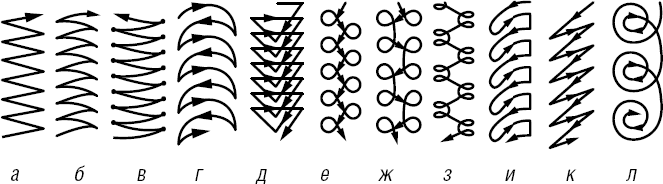 Обновлено 18 ноября 2021 г.
Обновлено 18 ноября 2021 г.
46) Учащиеся должны поддерживать минимальный средний балл 3,5 и посещаемость 95%.
47) Бюро статистики труда США прогнозирует, что к 2030 году общая занятость в стране техников и механиков автомобильного обслуживания составит 705 900 человек. gov, просмотрено 18 ноября 2021 г. UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 г.
48) Бюро статистики труда США прогнозирует, что к 2030 году общая занятость в стране для механиков автобусов и грузовиков и специалистов по дизельным двигателям составит 296 800 человек.См. Таблицу 1.2. Занятость по профессиям, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 г.
49) Бюро статистики труда США прогнозирует, что к 2030 г. общая занятость в автомобильных кузовных и смежных ремонтных мастерских составит 161 800 человек.
Бюро трудовой статистики США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Обновлено в ноябре
18, 2021.
50) Бюро статистики труда США прогнозирует, что к 2030 году общая занятость сварщиков, резчиков, паяльщиков и сварщиков в стране составит 452 400 человек. Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.Обновлено в ноябре 18, 2021.
51) Бюро статистики труда США прогнозирует, что к 2030 году общая занятость операторов станков с числовым программным управлением в стране составит 154 500 человек. www.bls.gov, просмотрено 18 ноября 2021 г. UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 г.
52) Бюро статистики труда США прогнозирует среднегодовое количество вакансий по стране в каждой из следующих профессий в период с 2020 по 2030 год: техников и механиков по обслуживанию автомобилей, 69 000; Механика автобусов и грузовиков и дизельный двигатель
Специалисты — 28 100 человек; и сварщики, резчики, паяльщики и паяльщики — 49 200 человек. Вакансии включают вакансии в связи с чистыми изменениями занятости и чистыми заменами. См. Таблицу 1.10 Увольнения и вакансии, прогнозируемые на 2020–2030 годы, Бюро США.
of Labor Statistics, www.bls.gov, просмотрено 18 ноября 2021 года. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Утверждено 18 ноября 2021 г.
Вакансии включают вакансии в связи с чистыми изменениями занятости и чистыми заменами. См. Таблицу 1.10 Увольнения и вакансии, прогнозируемые на 2020–2030 годы, Бюро США.
of Labor Statistics, www.bls.gov, просмотрено 18 ноября 2021 года. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Утверждено 18 ноября 2021 г.
53) Бюро статистики труда США прогнозирует, что общая занятость в стране по каждой из следующих профессий к 2030 г. составит: Техники и механики по обслуживанию автомобилей — 705 900 человек; Сварщики, резчики, паяльщики и паяльщики — 452 400 человек; Автобус и грузовик Специалисты по механике и дизельным двигателям, 296 800 человек.См. Таблицу 1.2. Занятость по профессиям, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 г.
Универсальный технический институт штата Иллинойс, Inc. одобрен Отделом частного бизнеса и профессиональных школ Совета высшего образования штата Иллинойс.
одобрен Отделом частного бизнеса и профессиональных школ Совета высшего образования штата Иллинойс.
сварочных программ в PA | Rosedale Technical College
Почему выбирают сварку?
Сварщики могут работать в различных отраслях промышленности.По данным Бюро статистики труда, «базовые навыки сварки одинаковы в разных отраслях, поэтому сварщики могут легко переходить из одной отрасли в другую».
По мере старения инфраструктуры нашей страны растет потребность в сварщиках для ремонта и обслуживания мостов, автомагистралей, зданий и многого другого. Получите набор навыков, который позволит вам работать в различных условиях, и начните работу в Техническом колледже Роуздейл в Пенсильвании.
Почему стоит выбрать Rosedale Technical College?
С 1949 года Технический колледж Роуздейла готовит студентов к работе в автомобильной, производственной и технической отраслях.Сочетая комплексное практическое обучение и оборудование отраслевого уровня, мы стремимся подготовить наших студентов к трудоустройству сразу после окончания учебы. Мы проводим диагностические семинары, мероприятия «Женщины в ремеслах» и дни открытых дверей, чтобы помочь студентам решить, подходит ли им Технический колледж Роуздейла.
Мы проводим диагностические семинары, мероприятия «Женщины в ремеслах» и дни открытых дверей, чтобы помочь студентам решить, подходит ли им Технический колледж Роуздейла.
Всего за восемь месяцев студенты могут пройти обширное практическое обучение, которое дает им уверенность и навыки, необходимые для работы в сварочной отрасли.Наша учебная программа сосредоточена на широком спектре предметов, таких как:
- Дуговая сварка (SMAW), сварка MIG (GMAW) и сварка TIG (GTMA)
- Процессы термической резки
- Сварочное чтение печати
- Сварочное производство
- Металлургия
- Сварка цветных металлов
- Сварка труб
- Проверка и контроль сварки
По окончании обучения выдается диплом техника-сварщика. Студенты будут проходить обучение в этих областях и иметь возможность получить квалификацию AWS (Американское общество сварщиков) и квалификацию API (Американский институт нефти), чтобы еще больше подготовить их к успешной карьере.
Работа с промышленным оборудованием
В Техническом колледже Роуздейла мы хотим подготовить вас к работе со знаниями и уверенностью в работе с промышленным оборудованием, используемым профессионалами в этой области. Некоторое оборудование, которое вы пройдете, включает:
- Электродуговые сварщики
- Дуговые сварочные аппараты с флюсовой сердцевиной
- Газовые вольфрамовые сварочные аппараты
- Газовые дуговые сварочные аппараты
- Газокислородная резка, портативное и полуавтоматическое оборудование для сжигания
- Гидравлические ножницы
- Ручные шлифовальные станки и станки для снятия фаски
- Ленточные пилы по металлу
Начать работу с Rosedale Career College
Если вы ищете образование, которое может дать вам навыки и знания для достижения успеха в карьере, которая всегда будет пользуются спросом, посмотрите, что может предложить Rosedale Tech.Наша гибкая программа позволяет вам выбирать дневное или вечернее расписание для нашей программы сварки. Мы также предлагаем различные варианты финансовой помощи, если вам нужна помощь в оплате учебы.
Мы также предлагаем различные варианты финансовой помощи, если вам нужна помощь в оплате учебы.
Свяжитесь с нами, чтобы начать или получить ответы на любые вопросы о наших программах, финансовой помощи* или процессе регистрации. Обязательно ознакомьтесь с нашими институциональными грантами, чтобы узнать, имеете ли вы право на дополнительное финансирование школы.
*Финансовая помощь предоставляется тем, кто соответствует требованиям.
Дуговая сварка в защитном металле (SMAW)
1) UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату.
2) Для получения информации о результатах программы и другой информации посетите сайт www.uti.edu/disclosures.
3) Приблизительно 8000 из 8400 выпускников UTI в 2019 году были готовы к работе. На момент составления отчета около 6700 человек были трудоустроены в течение одного года после выпуска, что в общей сложности составляет 84%. Эта ставка не включает выпускников, недоступных
для трудоустройства в связи с продолжающимся образованием, военной службой, состоянием здоровья, лишением свободы, смертью или статусом иностранного студента. В рейтинг входят выпускники, прошедшие программы повышения квалификации для производителей, и лица, занятые на должностях
которые были получены до или во время обучения в области ИМП, при этом основные должностные обязанности после его окончания совпадают с образовательными и учебными целями программы. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
В рейтинг входят выпускники, прошедшие программы повышения квалификации для производителей, и лица, занятые на должностях
которые были получены до или во время обучения в области ИМП, при этом основные должностные обязанности после его окончания совпадают с образовательными и учебными целями программы. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
5) Программы UTI готовят выпускников к карьере в отраслях, использующих предоставляемое обучение, в первую очередь в качестве техников для автомобилей, дизельных двигателей, ремонта после столкновений, мотоциклов и морских техников.Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от
в качестве техника, например: помощник по запчастям, автор услуг, производитель, покраска и подготовка к покраске, а также владелец / оператор магазина. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
6) Достижения выпускников УТИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату.ИМП это учебное заведение и не может гарантировать трудоустройство или заработную плату.
7) Для прохождения некоторых программ может потребоваться более одного года.
10) Финансовая помощь, стипендии и гранты доступны тем, кто соответствует требованиям. Награды различаются в зависимости от конкретных условий, критериев и штата.
11) См. сведения о программе, чтобы узнать о требованиях и условиях, которые могут применяться.
12) На основе данных, собранных Бюро статистики труда США, прогнозы занятости (2016–2026 гг.), www.bls.gov, просмотрено 24 октября 2017 г. Прогнозируемое количество
вакансии по классификации должностей: Техники и механики по обслуживанию автомобилей, 75 900; Специалисты по механике автобусов и грузовиков и дизельным двигателям, 28 300 человек; Кузовные и смежные ремонтные мастерские, 17 200.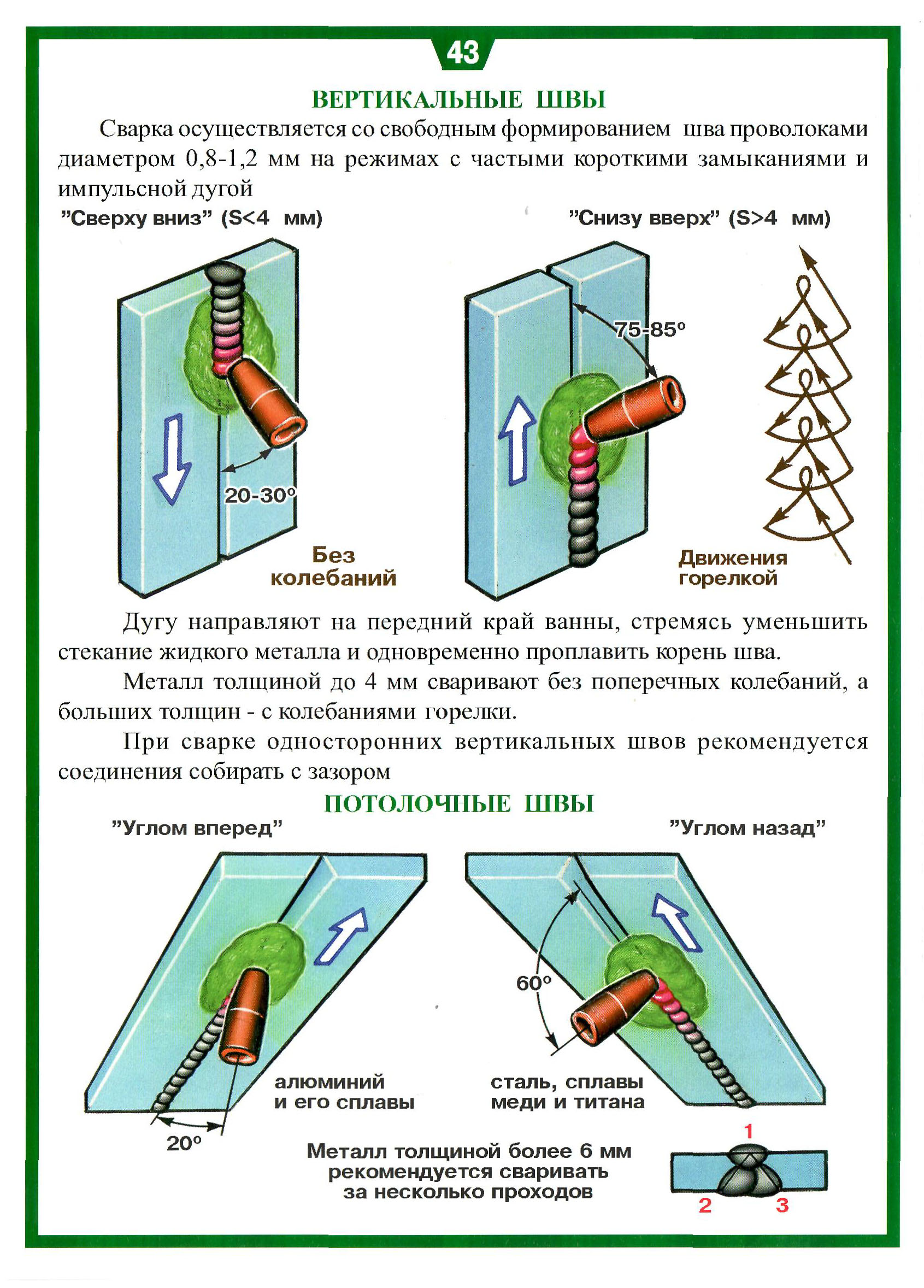 Вакансии включают вакансии в связи с ростом
и чистые замены.
Вакансии включают вакансии в связи с ростом
и чистые замены.
14) Программы поощрения и права сотрудников определяются работодателем и доступны в определенных местах. Могут действовать особые условия.Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем регионе.
15) Оплачиваемые производителем программы повышения квалификации проводятся UTI от имени производителей, которые определяют критерии и условия приемки. Эти программы не являются частью аккредитации UTI. Программы доступны в некоторых местах.
16) Не все программы аккредитованы ASE Education Foundation.
20) Пособия по программе VA могут быть доступны не во всех кампусах.
21) GI Bill® является зарегистрированным товарным знаком США.С. Департамент по делам ветеранов (ВА). Дополнительную информацию о льготах на образование, предлагаемых VA, можно найти на официальном сайте правительства США.
22) Грант Salute to Service предоставляется всем ветеранам, имеющим на это право, во всех кампусах. Программа Yellow Ribbon утверждена в наших кампусах в Эйвондейле, Далласе/Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
Программа Yellow Ribbon утверждена в наших кампусах в Эйвондейле, Далласе/Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
24) Технический институт NASCAR готовит выпускников для работы в качестве автомехаников начального уровня.Выпускники, изучающие факультативы, посвященные NASCAR, также могут иметь возможность трудоустройства в отраслях, связанных с гонками. Из выпускников 2019 года, сдавших факультативы, примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
25) Ориентировочная медианная годовая заработная плата техников и механиков по обслуживанию автомобилей по данным Бюро статистики труда США по занятости и заработной плате, май 2020 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.Достижения выпускников UTI могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату. Зарплата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях, использующих предоставляемое обучение, в первую очередь в качестве автомобильных техников. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от техников,
таких как сервисный писатель, инспектор смога и менеджер по запчастям.Информация о заработной плате для Содружества Массачусетса: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников и механиков по обслуживанию автомобилей в Содружестве.
штата Массачусетс (49-3023) составляет от 30 308 до 53 146 долларов США (Развитие труда и рабочей силы штата Массачусетс, данные за май 2019 г., просмотрено 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасовой оплаты средних 50% квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2021 года, составляет 20 долларов.
Зарплата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях, использующих предоставляемое обучение, в первую очередь в качестве автомобильных техников. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от техников,
таких как сервисный писатель, инспектор смога и менеджер по запчастям.Информация о заработной плате для Содружества Массачусетса: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников и механиков по обслуживанию автомобилей в Содружестве.
штата Массачусетс (49-3023) составляет от 30 308 до 53 146 долларов США (Развитие труда и рабочей силы штата Массачусетс, данные за май 2019 г., просмотрено 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасовой оплаты средних 50% квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2021 года, составляет 20 долларов. 59. Бюро статистики труда не публикует данные начального уровня.
данные о заработной плате. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 14,55 и 11,27 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г. Специалисты автомобильной службы
и механики, просмотрено 2 июня 2021 г.)
59. Бюро статистики труда не публикует данные начального уровня.
данные о заработной плате. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 14,55 и 11,27 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г. Специалисты автомобильной службы
и механики, просмотрено 2 июня 2021 г.)
26) Ориентировочная средняя годовая заработная плата сварщиков, резчиков, паяльников и сварщиков по данным Бюро трудовой статистики США по занятости и заработной плате, май 2020 г.UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату. ИМП
достижения выпускников могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату. Начальный уровень
зарплата может быть ниже. Программы UTI готовят выпускников к карьере в отраслях, использующих предоставленное обучение, в первую очередь в качестве техников-сварщиков. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от техников, например,
сертифицированный инспектор и контроль качества.Информация о заработной плате для Содружества Массачусетса: средний годовой диапазон заработной платы начального уровня для лиц, работающих сварщиками, резчиками, паяльщиками и сварщиками в Содружестве Массачусетса (51-4121)
составляет от 34 399 до 48 009 долларов США (Развитие труда и рабочей силы штата Массачусетс, данные за май 2019 г., просмотрено 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасового заработка средних 50% квалифицированных сварщиков в Северной Каролине, опубликованная в мае 2021 года, составляет 20 долларов.28. Бюро статистики труда не публикует данные о заработной плате начального уровня.
Программы UTI готовят выпускников к карьере в отраслях, использующих предоставленное обучение, в первую очередь в качестве техников-сварщиков. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от техников, например,
сертифицированный инспектор и контроль качества.Информация о заработной плате для Содружества Массачусетса: средний годовой диапазон заработной платы начального уровня для лиц, работающих сварщиками, резчиками, паяльщиками и сварщиками в Содружестве Массачусетса (51-4121)
составляет от 34 399 до 48 009 долларов США (Развитие труда и рабочей силы штата Массачусетс, данные за май 2019 г., просмотрено 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасового заработка средних 50% квалифицированных сварщиков в Северной Каролине, опубликованная в мае 2021 года, составляет 20 долларов.28. Бюро статистики труда не публикует данные о заработной плате начального уровня. данные. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 16,97 и 14,24 доллара соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г. Сварщики, резчики, паяльщики,
и Brazers, просмотрено 2 июня 2021 г.)
данные. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 16,97 и 14,24 доллара соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г. Сварщики, резчики, паяльщики,
и Brazers, просмотрено 2 июня 2021 г.)
27) Не включает время, необходимое для прохождения квалификационной предварительной программы продолжительностью 18 недель, а также дополнительные 12 или 24 недели обучения, проводимого производителем, в зависимости от производителя.
28) Ориентировочная средняя годовая заработная плата специалистов по ремонту автомобильных кузовов и связанных с ними ремонтных мастерских согласно данным Бюро статистики труда США о занятости и заработной плате, май 2020 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. выпускников УТИ
достижения могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату. Заработная плата начального уровня
может быть ниже.Программы UTI готовят выпускников к карьере в отраслях с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от техников, например,
оценщик, сметчик и инспектор. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве ремонтников автомобильных кузовов и связанных с ними автомобилей (49-3021) в Содружестве Массачусетс.
составляет от 30 765 до 34 075 долларов США (Развитие труда и рабочей силы штата Массачусетс, данные за май 2019 года, просмотрено 2 июня 2021 года, https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасового заработка средних 50% квалифицированных техников по ДТП в Северной Каролине, опубликованная в мае 2021 года, составляет 23,40 доллара США.
Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату. Заработная плата начального уровня
может быть ниже.Программы UTI готовят выпускников к карьере в отраслях с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от техников, например,
оценщик, сметчик и инспектор. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве ремонтников автомобильных кузовов и связанных с ними автомобилей (49-3021) в Содружестве Массачусетс.
составляет от 30 765 до 34 075 долларов США (Развитие труда и рабочей силы штата Массачусетс, данные за май 2019 года, просмотрено 2 июня 2021 года, https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасового заработка средних 50% квалифицированных техников по ДТП в Северной Каролине, опубликованная в мае 2021 года, составляет 23,40 доллара США. Бюро статистики труда не публикует данные начального уровня.
данные о заработной плате. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 17,94 и 13,99 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г.Автомобильный кузов и все, что с ним связано
Ремонтники, просмотрено 2 июня 2021 г.)
Бюро статистики труда не публикует данные начального уровня.
данные о заработной плате. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 17,94 и 13,99 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г.Автомобильный кузов и все, что с ним связано
Ремонтники, просмотрено 2 июня 2021 г.)
29) Ориентировочная средняя годовая заработная плата механиков автобусов и грузовиков и специалистов по дизельным двигателям в отчете Бюро статистики труда США о занятости и заработной плате, май 2020 г. UTI является учебным заведением и не может гарантировать занятость или
оплата труда. Достижения выпускников UTI могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на
заработная плата.Зарплата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях, использующих предоставляемое обучение, в первую очередь в качестве техников-дизелистов. Некоторые выпускники UTI устраиваются на работу по своей специальности на должности, отличные от дизельных.
техник по грузовым автомобилям, например, техник по обслуживанию, техник по локомотивам и техник по морским дизелям. Информация о заработной плате для Содружества Массачусетса: средний годовой диапазон заработной платы начального уровня для лиц, работающих механиками автобусов и грузовиков.
и специалистов по дизельным двигателям (49-3031) в штате Массачусетс — от 34 323 до 70 713 долларов (Развитие труда и рабочей силы штата Массачусетс, данные за май 2019 г., просмотрено 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о заработной плате в Северной Каролине: Министерство труда США оценивает почасовой заработок в среднем 50% для квалифицированных дизельных техников.
в Северной Каролине, опубликованной в мае 2021 года, стоит 23,20 доллара.
 Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 19,41 и 16,18 долларов соответственно. (Бюро труда
Статистика, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г.Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотрено 2 июня 2021 г.)
Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 19,41 и 16,18 долларов соответственно. (Бюро труда
Статистика, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г.Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотрено 2 июня 2021 г.)
30) Ориентировочная медианная годовая заработная плата механиков мотоциклов в отчете Бюро статистики труда США о занятости и заработной плате, май 2020 г. MMI является образовательным учреждением и не может гарантировать занятость или заработную плату. Достижения выпускников ММИ
может различаться. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату.Зарплата начального уровня может быть ниже.
Программы MMI готовят выпускников к карьере в отраслях с использованием предоставляемого обучения, в первую очередь в качестве техников по мотоциклам. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от техников, например, специалист по сервисному обслуживанию, специалист по оборудованию.
техническое обслуживание и запчасти. Информация о заработной плате для Содружества Массачусетс: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков по мотоциклам (49-3052) в Содружестве Массачусетса, составляет 30 157 долларов США (Массачусетс).
Labour and Workforce Development, данные за май 2019 г., просмотрено 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасовой оплаты средних 50% квалифицированных специалистов по ремонту мотоциклов в Северной Каролине, опубликованная в мае 2021 года, составляет 15,94 доллара США. Бюро статистики труда не публикует данные начального уровня.
данные о заработной плате. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 12,31 и 10,56 долларов соответственно.
Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от техников, например, специалист по сервисному обслуживанию, специалист по оборудованию.
техническое обслуживание и запчасти. Информация о заработной плате для Содружества Массачусетс: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков по мотоциклам (49-3052) в Содружестве Массачусетса, составляет 30 157 долларов США (Массачусетс).
Labour and Workforce Development, данные за май 2019 г., просмотрено 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасовой оплаты средних 50% квалифицированных специалистов по ремонту мотоциклов в Северной Каролине, опубликованная в мае 2021 года, составляет 15,94 доллара США. Бюро статистики труда не публикует данные начального уровня.
данные о заработной плате. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 12,31 и 10,56 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г.Механика мотоциклов,
просмотрено 2 июня 2021 г.)
(Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г.Механика мотоциклов,
просмотрено 2 июня 2021 г.)
31) Ориентировочная средняя годовая заработная плата механиков моторных лодок и техников по обслуживанию в Бюро статистики труда США, профессиональная занятость и заработная плата, май 2020 г. MMI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
Достижения выпускников ММИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату.Зарплата начального уровня может быть ниже. Программы MMI готовят выпускников к карьере в отраслях с использованием предоставляемого обучения, в первую очередь в качестве морских техников. Некоторые выпускники MMI устраиваются на работу в своей области обучения на должности, отличные от техников,
такие как техническое обслуживание оборудования, инспектор и помощник по запчастям. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков моторных лодок и техников по обслуживанию (49-3051) в
Содружество Массачусетса составляет от 30 740 до 41 331 долл. США (Развитие труда и рабочей силы штата Массачусетс, данные за май 2019 г., просмотрено 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасовой оплаты средних 50% квалифицированного морского техника в Северной Каролине, опубликованная в мае 2021 года, составляет 18,61 доллара США. Бюро статистики труда не публикует данные начального уровня.
данные о заработной плате. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 15,18 и 12,87 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г.
Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков моторных лодок и техников по обслуживанию (49-3051) в
Содружество Массачусетса составляет от 30 740 до 41 331 долл. США (Развитие труда и рабочей силы штата Массачусетс, данные за май 2019 г., просмотрено 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасовой оплаты средних 50% квалифицированного морского техника в Северной Каролине, опубликованная в мае 2021 года, составляет 18,61 доллара США. Бюро статистики труда не публикует данные начального уровня.
данные о заработной плате. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 15,18 и 12,87 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г. Механика моторных лодок и
Специалисты по обслуживанию, просмотрено 2 июня 2021 г.)
Механика моторных лодок и
Специалисты по обслуживанию, просмотрено 2 июня 2021 г.)
33) Курсы различаются в зависимости от кампуса. Для получения подробной информации свяжитесь с представителем программы в кампусе, в котором вы заинтересованы.
34) Ориентировочная средняя годовая заработная плата операторов станков с числовым программным управлением в отчете Бюро статистики труда США о занятости и заработной плате, май 2020 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
Достижения выпускников UTI могут различаться.Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату.
Зарплата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях с использованием предоставляемого обучения, в первую очередь в качестве техников по обработке с ЧПУ. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от техников,
таких как оператор ЧПУ, подмастерье машиниста и инспектор обработанных деталей.Информация о заработной плате для Содружества Массачусетса: средняя годовая заработная плата начального уровня для лиц, занятых в качестве операторов станков с компьютерным управлением, слесарных и
Пластик (51-4011) в Содружестве Массачусетса стоит 37 638 долларов США (Массачусетское развитие труда и рабочей силы, данные за май 2019 г., просмотрено 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасовой оплаты средних 50% квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2021 года, составляет 20 долларов.24. Бюро статистики труда не публикует данные начального уровня.
данные о заработной плате. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 16,56 и 13,97 долларов соответственно.
Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от техников,
таких как оператор ЧПУ, подмастерье машиниста и инспектор обработанных деталей.Информация о заработной плате для Содружества Массачусетса: средняя годовая заработная плата начального уровня для лиц, занятых в качестве операторов станков с компьютерным управлением, слесарных и
Пластик (51-4011) в Содружестве Массачусетса стоит 37 638 долларов США (Массачусетское развитие труда и рабочей силы, данные за май 2019 г., просмотрено 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасовой оплаты средних 50% квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2021 года, составляет 20 долларов.24. Бюро статистики труда не публикует данные начального уровня.
данные о заработной плате. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 16,56 и 13,97 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г. Компьютерное числовое управление
Операторы инструментов, просмотрено 2 июня 2021 г.)
(Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г. Компьютерное числовое управление
Операторы инструментов, просмотрено 2 июня 2021 г.)
37) Курсы Power & Performance не предлагаются в Техническом институте NASCAR. UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату.Для получения информации о результатах программы и другой раскрытой информации посетите сайт www.uti.edu/disclosures.
38) Бюро статистики труда США прогнозирует, что общая занятость в стране по каждой из следующих профессий к 2030 году составит: Техники и механики автомобильного обслуживания, 705 900; Сварщики, резчики, паяльщики и паяльщики — 452 400 человек; Автобус и грузовик
Специалисты по механике и дизельным двигателям — 296 800 человек; Кузовные и связанные с ними ремонтные мастерские — 161 800; и операторы станков с числовым программным управлением, 154 500 человек.См. Таблицу 1.2. Занятость по профессиям, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 г.
и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 г.
39) Повышение квалификации доступно для выпускников только при наличии курса и свободных мест. Студенты несут ответственность за любые другие расходы, такие как плата за лабораторные работы, связанные с курсом.
41) Для техников и механиков автомобильной службы U.S. Бюро статистики труда прогнозирует в среднем 69 000 вакансий в год в период с 2020 по 2030 год. Вакансии включают вакансии в связи с чистыми изменениями занятости и чистыми заменами. См. таблицу 1.10 Профессиональные увольнения и вакансии, прогноз на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI — это образовательное учреждение. и не может гарантировать занятость или заработную плату. Обновлено 18 ноября 2021 г.
42) Для сварщиков, резчиков, паяльщиков и сварщиков пайки U. S. Бюро статистики труда прогнозирует в среднем 49 200 вакансий в год в период с 2020 по 2030 год. Вакансии включают вакансии в связи с чистыми изменениями занятости и чистыми заменами. См. таблицу
1.10 Профессиональные увольнения и вакансии, прогноз на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI — это образовательное учреждение.
и не может гарантировать занятость или заработную плату. Обновлено 18 ноября 2021 г.
S. Бюро статистики труда прогнозирует в среднем 49 200 вакансий в год в период с 2020 по 2030 год. Вакансии включают вакансии в связи с чистыми изменениями занятости и чистыми заменами. См. таблицу
1.10 Профессиональные увольнения и вакансии, прогноз на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI — это образовательное учреждение.
и не может гарантировать занятость или заработную плату. Обновлено 18 ноября 2021 г.
43) Для механиков автобусов и грузовиков и специалистов по дизельным двигателям: U.S. Бюро статистики труда прогнозирует в среднем 28 100 вакансий в год в период с 2020 по 2030 год. Вакансии включают вакансии в связи с чистыми изменениями занятости и чистыми заменами.
См. Таблицу 1.10. Увольнения по профессиям и вакансии, прогноз на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
учреждения и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 г.
44) Для кузовных мастерских и связанных с ними ремонтных мастерских U.S. Бюро статистики труда прогнозирует в среднем 15 200 вакансий в год в период с 2020 по 2030 год. Вакансии включают вакансии в связи с чистыми изменениями занятости и чистыми заменами. См. Таблицу 1.10. Профессиональные увольнения и вакансии, прогноз на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI — это образовательное учреждение. и не может гарантировать занятость или заработную плату. Обновлено 18 ноября 2021 г.
45) Для операторов станков с числовым программным управлением код U.S. Бюро статистики труда прогнозирует в среднем 16 500 вакансий в год в период с 2020 по 2030 год. Вакансии включают вакансии в связи с чистыми изменениями занятости и чистыми заменами. Видеть
Таблица 1.10. Увольнения по профессиям и вакансии, прогноз на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
учреждения и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 г.
Обновлено 18 ноября 2021 г.
46) Учащиеся должны поддерживать минимальный средний балл 3,5 и посещаемость 95%.
47) Бюро статистики труда США прогнозирует, что к 2030 году общая занятость в стране техников и механиков автомобильного обслуживания составит 705 900 человек. gov, просмотрено 18 ноября 2021 г. UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 г.
48) Бюро статистики труда США прогнозирует, что к 2030 году общая занятость в стране для механиков автобусов и грузовиков и специалистов по дизельным двигателям составит 296 800 человек.См. Таблицу 1.2. Занятость по профессиям, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 г.
49) Бюро статистики труда США прогнозирует, что к 2030 г. общая занятость в автомобильных кузовных и смежных ремонтных мастерских составит 161 800 человек. Бюро трудовой статистики США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Обновлено в ноябре
18, 2021.
Бюро трудовой статистики США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Обновлено в ноябре
18, 2021.
50) Бюро статистики труда США прогнозирует, что к 2030 году общая занятость сварщиков, резчиков, паяльщиков и сварщиков в стране составит 452 400 человек. Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.Обновлено в ноябре 18, 2021.
51) Бюро статистики труда США прогнозирует, что к 2030 году общая занятость операторов станков с числовым программным управлением в стране составит 154 500 человек. www.bls.gov, просмотрено 18 ноября 2021 г. UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 г.
52) Бюро статистики труда США прогнозирует среднегодовое количество вакансий по стране в каждой из следующих профессий в период с 2020 по 2030 год: техников и механиков по обслуживанию автомобилей, 69 000; Механика автобусов и грузовиков и дизельный двигатель
Специалисты — 28 100 человек; и сварщики, резчики, паяльщики и паяльщики — 49 200 человек. Вакансии включают вакансии в связи с чистыми изменениями занятости и чистыми заменами. См. Таблицу 1.10 Увольнения и вакансии, прогнозируемые на 2020–2030 годы, Бюро США.
of Labor Statistics, www.bls.gov, просмотрено 18 ноября 2021 года. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Утверждено 18 ноября 2021 г.
Вакансии включают вакансии в связи с чистыми изменениями занятости и чистыми заменами. См. Таблицу 1.10 Увольнения и вакансии, прогнозируемые на 2020–2030 годы, Бюро США.
of Labor Statistics, www.bls.gov, просмотрено 18 ноября 2021 года. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Утверждено 18 ноября 2021 г.
53) Бюро статистики труда США прогнозирует, что общая занятость в стране по каждой из следующих профессий к 2030 г. составит: Техники и механики по обслуживанию автомобилей — 705 900 человек; Сварщики, резчики, паяльщики и паяльщики — 452 400 человек; Автобус и грузовик Специалисты по механике и дизельным двигателям, 296 800 человек.См. Таблицу 1.2. Занятость по профессиям, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 г.
Универсальный технический институт штата Иллинойс, Inc. одобрен Отделом частного бизнеса и профессиональных школ Совета высшего образования штата Иллинойс.
одобрен Отделом частного бизнеса и профессиональных школ Совета высшего образования штата Иллинойс.
Сварка труб | Линкольн Электрик
Описание курса
Предназначен для обучения сварщиков технике безопасности дуговой сварки и процессу дуговой сварки защищенным металлом (SMAW-Stick) сварки труб в соответствии со стандартами сварки ASME (вертикально вверх) или API (вертикально вниз).Курс длится четыре недели и включает примерно 120 часов инструктажа, лекций и практики.
Капюшоны или каски в форме блина не допускаются в школе сварщиков.
Предпосылки
Учащиеся, не прошедшие базовый курс сварки листового и листового металла Школы сварки Lincoln Electric, должны будут сварить образец тестовой плиты, состоящий из вертикальных и потолочных швов, электродами E6010 и E7018, который будет оцениваться инструктором перед тем, как будет разрешено начать курс.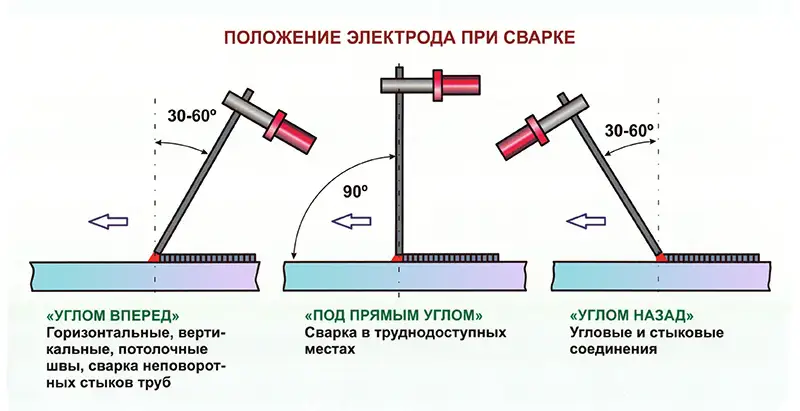 Студенты также должны указать ASME или API до начала курса Pipe. Должен иметь базовые знания о сварочных электродах 6010/7018 для сварки труб.
Студенты также должны указать ASME или API до начала курса Pipe. Должен иметь базовые знания о сварочных электродах 6010/7018 для сварки труб.
Капюшоны или каски в форме блина не допускаются в школе сварщиков.
Содержание курса
ASME, неделя 1
Изучите основы сварки труб ASME, включая 2G, правильную подгонку, подготовку соединения, прихватку и выбор электрода при вертикальной сварке вверх.Кроме того, обсуждаются сравнительные методы, такие как корневой проход с хлыстом и перетаскиванием, а также процедуры тестирования и оценки.
30 Часы работы: Лаборатория: 28, Класс: 2
ASME, неделя 2
Обзор 5G, правильная сборка, подготовка соединения, прихватка и выбор электрода при сварке в вертикальном положении вверх. Повторите приемы, используемые в вертикальном положении вверх. Изучите процедуры тестирования. Подготовьте финальный тест.
Неделя 2 Сварочные испытания
30 Часы работы: Лаборатория: 28, Класс: 2
ASME Неделя 3
Обзор 5G, правильная подгонка, подготовка соединения, прихватка и выбор электрода при вертикальной сварке вверх. Работа с электродами 6010 и 7018 в положении 5G. Заключительный тест в конце недели.
Работа с электродами 6010 и 7018 в положении 5G. Заключительный тест в конце недели.
30 Часы работы: Лаборатория: 28, Класс: 2
ASME, неделя 4
Обсудите 6G и поиск и устранение неисправностей при сварке, в том числе DC- для меньшего прожога и площадку по сравнению с зазором. Кроме того, объясняется код AWS, ASME и API.
30 Часы работы: Лаборатория: 29, Класс: 1
Обратите внимание: чтобы получить диплом, студенты должны сдать экзамен по сварке.
API, неделя 1
Изучите основы сварки труб API, включая 2G, правильную подгонку, подготовку соединения, прихватку и выбор электрода для вертикальной сварки вниз.
30 Часы работы: Лаборатория: 28, Класс: 2
API, неделя 2
Обзор 5G, правильная подгонка, подготовка шва, прихватка и выбор электрода для сварки в вертикальном положении вниз. Изучите процедуры тестирования. Подготовьте финальный тест.
Подготовьте финальный тест.
30 Часы работы: Лаборатория: 28, Класс: 2
API, неделя 3
Обзор 5G, правильная подгонка, подготовка шва, прихватка и выбор электрода при сварке в вертикальном положении вниз с использованием целлюлозного электрода в качестве корня. Вертикально вверх, заполните и закройте электродами с низким содержанием водорода.
30 Часы работы: Лаборатория: 28, Класс: 2
API, неделя 4
Обсудите 6G и устранение неполадок, в том числе DC- для меньшего прогорания, а также землю или разрыв. Кроме того, поясняются коды AWS, ASME и API, а также сварные соединения труб, расположенные под углом 45° с использованием техники вертикального спуска.
30 Часы Часы: Лаборатория: 29, Класс: 1
Коллекция:
$ 2100
Регистрационный сбор:
Зарегистрироваться 15 – 11 марта
28 марта – 22 апреля
9 мая – 3 июня
20 июня – 15 июля
12 сентября – 30 сентября
24 октября – 18 ноября
Изучение тонкостей сварочного производства
Если вы хотите стать частью постоянно развивающейся отрасли, подумайте о карьере сварщика! Квалифицированные сварщики востребованы в широком спектре отраслей, включая производство и строительство.
От автомобилей, на которых мы ездим, до домов, в которых мы живем, сварка способствует производству множества вещей, которые являются неотъемлемой частью жизни многих людей. Сварочное производство используется в производстве более 50% всей выпускаемой продукции, принося миру удобство и инновации и делая этот навык востребованным в целом ряде отраслей.
PMI предлагает программу электродуговой сварки, которая поможет вам получить квалификацию в области сварки и на пути к достижению ваших целей в качестве сварщика.
Чем занимается сварщик?
Сварка — это процесс сплавления металла с другим металлом с помощью ручных инструментов. Сварщик-изготовитель занимается всем, от макета и дизайна до формирования и отделки для создания металлических изделий. Сварка может быть отдельной операцией, которая завершается при изготовлении, тогда как изготовление называется процессом создания металлического изделия.
Изготовители также выполняют такие обязанности, как резка, позиционирование, придание формы и выравнивание различных типов металла. Поскольку сварочная отрасль продолжает меняться, обычно многие сварщики могут производить, и многие производители могут сваривать.
Инвестируйте в формальное обучение сварщиков для увлекательной карьеры
Сварщики могут работать в самых разных отраслях, включая, но не ограничиваясь:
- Производство
- Автомобилестроение
- Нефть и газ
- Транспорт
Если вы заинтересованы в том, чтобы стать производителем сварки, важно инвестировать в официальное обучение сварке в аккредитованной школе.Пройдя всестороннее обучение в PMI, вы получите возможность изучить ряд методов сварки, а также отраслевые стандарты безопасности, чтобы подготовиться к работе.
Программа электродуговой сварки PMI также включает обучение математике и механическим навыкам, необходимым для работы в производстве, строительстве и других отраслях, где востребованы сварщики. Эта программа также предлагает практическое обучение с использованием ряда соответствующего отраслевого оборудования и предлагает курсы, на которых вы изучите такие навыки, как составление резюме и методы собеседования, которые помогут вам подготовиться к поиску работы после окончания учебы.
Пройдите обучение по нашей программе электродуговой сварки, чтобы начать строить солидную карьеру в постоянно развивающейся отрасли. Свяжитесь с PMI сегодня, чтобы узнать больше!
Сварщик – GMAW
Сварщик – GMAW («MIG»)
У тебя хорошие руки? Вы склонны к механике? Тогда послушайте это! 60% всего производимого состоит из сварных деталей. Если вы заинтересованы в том, чтобы стать сварщиком, у нас есть обучение для вас.Программа Quick Careers Welder состоит из серии курсов* , предназначенных не только для подготовки учащихся к карьере сварщика (MIG), но и для подготовки их к получению сертификата AWS Level I — Entry Welder.
*Награды за завершение присуждаются за успешное завершение всех курсов программы. Введение в сварку является обязательным условием для прохождения курса MIG Welding.
Информация о классе
Введение в сварку (1 из 2)
Этот курс является обязательным условием для прохождения курса «Сварка – MIG». Это введение в основные процессы сварки.
Это введение в основные процессы сварки.
Это 64-часовое обучение включает:
- 10 часов Безопасность
- 20 часов Измерение, основные ручные инструменты, шлифование фасок на листе, зажим и подгонка
- 34 часа Процесс и теория GMAW, эксплуатация машин и сварка
| Курс | Имя | Финики | дней | часов | Кампус | Комната | Регистр |
|---|---|---|---|---|---|---|---|
| WLD-3106-Q29 | Введение в сварку |
24.01.22-28.02.22 |
М, Вт, Чт | 17:30.м.-9:30 вечера | Джеймстаун | CADM 1537 | Зарегистрируйтесь сейчас |
Сварка – GMAW («MIG») (2 из 2)
Этот курс знакомит с дуговой сваркой металлическим электродом в среде защитного газа (GMAW). Темы включают настройку оборудования и сварку угловых и разделочных швов с акцентом на нанесение электродов GMAW на пластину из углеродистой стали. По завершении студенты должны быть в состоянии выполнять угловые сварные швы на углеродистой стали с предписанными электродами в плоском, горизонтальном и потолочном положениях.
По завершении студенты должны быть в состоянии выполнять угловые сварные швы на углеродистой стали с предписанными электродами в плоском, горизонтальном и потолочном положениях.
Это 128-часовое обучение включает:
- Безопасность и здоровье сварщиков
- Интерпретация символов сварки
- Идентификация различных классификаций электродов
- Выбор и настройка оборудования для дуговой сварки металлическим газом
- Идентификация различных дефектов сварки и несплошностей
- Идентификация, подготовка и установка различных конфигураций соединений
- Идентификация деталей сварочного оборудования GMA
- Использование основных ручных и электроинструментов
- Выполнение различных сварочных упражнений на оборудовании GMAW
Учащиеся могут получить сертификат AWS (American Welding Society) Level I — Entry Welder Certification во время 2-го класса.https://www.senseonline.org/.
| Курс | Имя | Финики | дней | часов | Кампус | Комната | Регистр |
|---|---|---|---|---|---|---|---|
| ВЛД-3106-Q54 | Сварка МИГ | 1/3/22-5/12/22 | М, Вт, Чт | 17:30-21:30 | Джеймстаун | CADM 1300B | Зарегистрируйтесь сейчас |
Оба курса проводятся в Центре перспективного производства, 6012 W. Бульвар Гейт-Сити, Гринсборо, кампус Джеймстауна.
Часто задаваемые вопросы
Сколько стоит обучение (Общая стоимость)?
Регистрационный взнос на курс 1 составляет 188 долларов США
Стоимость книги составляет приблизительно 115 долларов США
Стоимость набора инструментов составляет приблизительно 313 долларов США
Стоимость средств индивидуальной защиты составляет приблизительно 97 долларов США
Регистрационный взнос на курс 2 составляет 208 долларов США (включая плату за сертификацию)
Общая стоимость составляет 921 доллар США
Оплата за занятие производится во время регистрации.
Потребуются ли мне хорошие навыки работы с компьютером и доступ к компьютеру для занятий (технические требования)?
Да . Чтобы добиться успеха в программе Quick Careers, студенты должны иметь хорошие навыки работы с компьютером.Если вы новичок в работе с компьютером, вам следует пройти курс СНАЧАЛА, чтобы укрепить свои навыки работы с компьютером, прежде чем регистрироваться на курс Quick Careers. (с вопросами обращайтесь в офис Quick Careers по телефону 336-334-4822, добавочный номер 53108).
Чтобы добиться успеха в программе Quick Careers, студенты должны иметь хорошие навыки работы с компьютером.Если вы новичок в работе с компьютером, вам следует пройти курс СНАЧАЛА, чтобы укрепить свои навыки работы с компьютером, прежде чем регистрироваться на курс Quick Careers. (с вопросами обращайтесь в офис Quick Careers по телефону 336-334-4822, добавочный номер 53108).
Отдельные лица также должны знать, что, будучи студентом программы Quick Careers, вам потребуется доступ к компьютеру за пределами класса, чтобы выполнить необходимую курсовую работу. Компьютеры, используемые за пределами класса, должны быть подключены к Интернету, а также должны иметь программное обеспечение, совместимое с тем, что используется в классе (т.г. Microsoft ® Word, Excel и Power Point 2010 и т. д.) Если у вас нет домашнего компьютера, вам следует запланировать посещение «Открытой лаборатории» GTCC для выполнения необходимой курсовой работы.
Приведенный ниже контрольный список содержит информацию о минимальных навыках работы с компьютером, необходимых для регистрации на курс Quick Careers. Потенциальные студенты должны тщательно оценить свои навыки работы с компьютером, используя этот контрольный список.
Потенциальные студенты должны тщательно оценить свои навыки работы с компьютером, используя этот контрольный список.
Самооценка хороших навыков работы с компьютером
- Вы должны уметь включать и выключать компьютер
- Знаете ли вы разницу между операционной системой и прикладным программным обеспечением?
(т.е. Windows ® 10 по сравнению с Microsoft ® Office 2019)
- Знаете ли вы разницу между операционной системой и прикладным программным обеспечением?
- Вы умеете пользоваться рабочим столом компьютера?
- Вы знаете, как сделать папку на рабочем столе?
- Вы умеете сохранять информацию на рабочий стол?
- Вы знаете, как получить информацию с рабочего стола?
- Вы умеете пользоваться интернетом?
- Можно ли добавить веб-сайт в закладки?
- Можете ли вы использовать Google для поиска/исследования информации в Интернете?
- У вас есть личная учетная запись электронной почты или учетная запись электронной почты, выданная GTCC/учебным заведением?
- Можете ли вы получить доступ к своей личной электронной почте с компьютера, отличного от вашего домашнего компьютера?
- Можно ли отправлять интернет-ссылки по электронной почте?
- Можно ли отправить вложение по электронной почте?
- Знаете ли вы, как создавать, сохранять и использовать простой документ Microsoft ® Word?
- Можете ли вы использовать программное обеспечение для обработки текстов
- Можете ли вы печатать хотя бы 25-30 слов в минуту?
- Знакомы ли вы с Microsoft ® Excel?
- Можете ли вы использовать программное обеспечение для работы с электронными таблицами
- Знакомы ли вы с Microsoft ® PowerPoint?
- Можете ли вы использовать программное обеспечение для презентаций
Есть ли финансовая помощь для оплаты этого обучения?
Вы можете иметь право на получение стипендии. Нажмите на ссылку ниже, чтобы узнать, соответствуете ли вы требованиям кандидата. Сроки подачи заявок на получение стипендии чувствительны ко времени.
Нажмите на ссылку ниже, чтобы узнать, соответствуете ли вы требованиям кандидата. Сроки подачи заявок на получение стипендии чувствительны ко времени.
СТИПЕНДИИ ОБУЧЕНИЯ РАБОЧЕЙ СИЛЫ
Кроме того, Центр карьеры NCWorks может оказать помощь в рамках программы Закона об инновациях и возможностях рабочей силы (WIOA). Для получения дополнительной информации позвоните в NCWorks Greensboro: (336) 297-9444 или в NCWorks High Point: (336) 882-4141.
Какие книги и расходные материалы/инструменты мне нужны? И где я могу купить книги и расходные материалы/инструменты?
Книга и инструменты/принадлежности:
ISBN 9780357377659 Принципы и применение сварки , 9 th Ed.Из Сенгажа. Приблизительно 115 долларов в книжном магазине Jamestown GTCC. Рекомендовать покупку до первого ночного занятия .
ID 958873560124 Набор инструментов для сварки MIG . Приблизительно 313 долларов США в книжном магазине Jamestown GTCC
Необходимо приобрести до 3-й ночи занятий.
СИЗ (средства индивидуальной защиты):
Необходимо приобрести до 3-й ночи занятий.