Как научиться варить электросваркой Урок 1 kak pravilno pet. — 5 Декабря 2013 — Blog
Смотреть бесплатно Как научиться варить электросваркой — Урок 1.
Как научиться варить электросваркой Урок 1 kak pravilno pet.
Как научиться варить электросваркой.
Поиск: Почта как варить дуговой как научиться варить электросваркой
Как научиться варить электросваркой — Урок 1.
Первый урок из бесплатного видеокурса Михаила Щербакова о том, как
Популярные изображения по запросу Как научиться варить электросваркой
Онлайн просмотр: Как научиться варить электросваркой — Урок 1.
Как научиться варить электросваркой — Урок 1.
Как научиться варить электросваркой.
none
none
none
Образование. Видео. Как научится правильно варить сваркой автора
Супер видео 5уроков,которые люди могут научиться в гусей у дикого гуся
Как научиться варить электросваркой.
Как научиться варить электросваркой — Урок 1 — YouTube.
none
Главное, чтобы у вас было желание. Как самостоятельно научиться
Ручная дуговая сварка для начинающих. как научиться работать
В процессе проведения сварочных работ в одном из боксов произошел
Видео Как научиться варить электросваркой — Урок 1 Как научиться
Как научиться варить электросваркой — Урок 1.
Топ Как научиться варить электросваркой — Урок 1.
Компетентные сварщики выполнят сварочные работы,замену трубопроводов
Чтобы научиться правильно паять, необходимо иметь некоторые
Как научиться играть в кс 1.6 (урок 3) usp glock.
none
Внимание! как научиться варить электросваркой — урок 3 — TopDownloads
29.02.2012. Как научиться варить электросваркой. Published.
Как правильно варить электродуговой сваркой, что необходимо для безопасности.
Научиться варить электродуговой сваркой просто необходимо домашнему мастеру.
Что необходимо помнить, кроме основных правил и рекомендаций начинающему электросварщику? Надеемся, что простые и доступные уроки помогут осуществить задуманное.
С чего начинается сварка
Технику сварных работ можно назвать ежедневной практикой. С чего начинается процесс сварки электродуговой? Конечно же, с получения минимума теоретических знаний по теме: «Как варить электросваркой» и комплектации сварщика, а также желания овладеть навыками электросварки для начинающих.
Уроки электросварки или как научиться варить
урок 1. Сварочный аппарат
Задачей сварочного аппарата является обеспечение регулируемым током электрод. Поэтому сварочный аппарат может обеспечить электрод постоянным или переменным током. Напомним, что сварка электродуговая с использованием постоянного тока создает однонаправленный поток электронов. Таким образом, выбор полярности при сварочных работах и будет определять «главное направление».
Сварочный инвертор позволяет выбрать полярность. Поэтому необходимо помнить о подключении провода к соответствующей клемме. Различают полярность прямую и обратную.
Прямая полярность будет означать:
• «минус» находится на электроде, а «плюс» на клемме «земля».
Обратная полярность на практике означает, что:
• «плюс» находится на электроде, а «минус» — клемма «земля».
Как в мире нет одинаковых людей, так и не существует одинаковых сварочных аппаратов, потому что любой аппарат будут варить с вашим участием по-своему. Поэтому, разобравшись с полярностью, необходимо разобраться с проводами и зажимами.
урок 2. Провода и быстросъемные зажимы
Процесс обеспечения сварочного аппарата электрическим током осуществляется с помощью проводов, оснащенных быстросъемными зажимами. Для сварных работ рекомендуется использовать изолированные медные проводники.
Проводники, предназначенные для соединения электродержателей при сварке электродуговой, используют источник переменного напряжения 220 В, а также номинальной частоты 50 Гц.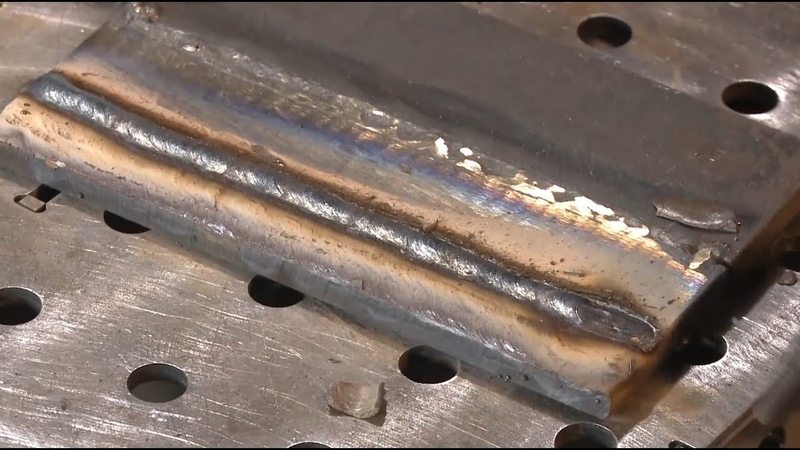 Обозначение проводов КОГ 1 (сечение жил 16 — 35 мм 2) и КОГ 2 (сечение жил 25 – 35 мм2). Токопроводящими жилами являются медные многопроволочные жилы, в качестве сепаратора выступает синтетическая пленка. Обозначение на кабеле будет выглядеть примерно так:
Обозначение проводов КОГ 1 (сечение жил 16 — 35 мм 2) и КОГ 2 (сечение жил 25 – 35 мм2). Токопроводящими жилами являются медные многопроволочные жилы, в качестве сепаратора выступает синтетическая пленка. Обозначение на кабеле будет выглядеть примерно так:
КОГ2 1х35+2х0,75 ТУ16.К73.03-97.
Конец рабочего провода оснащен быстросъемным зажимом, к которому присоединен 3-х метровый проводник и электрододержатель.
Осознав необходимость использования проводов в конструкции сварного аппарата, обратим взор на приспособление, которое называется электрододержатель
урок 3. Электрододержатель
Электрододержатель является главным «контактером», потому что без его участия невозможно удерживать электрод в заданном рабочем состоянии и осуществлять контакт между проводом. В зависимости от применения разных типов электродов, электрододержатель рассчитан на токи:
200А, 300А или 500А. Нагрузка ПВ 60% — ПВ 35%.
Электрододержатели оборудуют овальной высокопрочной теплоизолирующей рукояткой. Фиксация электрода жесткая, в нескольких рабочих положениях.
Фиксация электрода жесткая, в нескольких рабочих положениях.
Вид электрододержателя внешне напоминает плойку, только в качестве завивающегося локона будет торчать сердитый электрод.
Электрододержатель обозначает примерно так: DE 2200 Электрододержатель (200-250A).
урок 4. Электроды
Невозможно произвести качественный шов своими руками с использованием низкопробных электродов. Штучные электроды представляют собой металлические стержни, длиной до 30 см, покрытые определенным составом (рутилово — основным покрытием). Различают электроды общего назначения (марки МР-3 и АНО-4) и для сварки ответственных конструкций (марка УОНИ 13/55) из низколегированных сталей.
Электроды должны обладать высокими технологическими свойствами и характеризоваться следующими параметрами:
• легким зажиганием и стабильность горения сварочной дуги
• хорошей отделимостью шлака и формированием сварного шва
• незначительным разбрызгиванием металла в расплавленном состоянии
• стойкость сварного шва без образования горячих трещин и пор
• получение бездефектного сварного шва в усиленном режиме
• легкость ведения сварного шва при повторном зажигании дуги.
Таким образом, техника электросварки будет зависеть от типа выбранного электрода.
Техника ведения сварных работ предусматривает полную безопасность сварщика. Для этого необходимо осуществлять работу в перчатках, специальном костюме и использовать средства индивидуальной защиты, а именно щиток электросварщика.
урок 5. Светофильтры и щиток электросварщика
При проведении сварочных работ глаза электросварщика должны быть надежно защищены от яркости дуги специальным щитком со светофильтрами. Это позволит защитить глаза от возможности ожога и видеть процесс расплавления металла. Для защиты от искр и царапин, а также яркого свечения дуги используют пластиковые стекла и щиток, которые необходимо подбирать индивидуально.
После подбора и установки фильтра необходимо проверить отсутствие зазора, а лишь после проверки начинать сварочный процесс.
Более детальная информация о дуговой сварке и технике безопасности показана в видео.
Как правильно варить инверторной сваркой: как научиться
Содержание статьи:
Рекомендации начинающим + (Видео)
 Помните, что научиться сваривать металл может каждый.
Помните, что научиться сваривать металл может каждый.
Как работает сварочный инвертор
Сварочный инвертор – инструмент для сваривания металла. Своё название он получил из-за того, что преобразует переменный ток в постоянный. И хотя КПД инвертора около 90%, энергопотребление у него низкое, поэтому о больших счетах за электричество можно не беспокоиться.
Чаше всего, сварочный инвертор работает от сети 220 вольт, некоторые виды – от 380. При этом есть возможность работать при пониженном напряжении: электрод 3 мм, например, можно использовать при 170 в.
Производить сварку инвертором, по сравнению с трансформатором или выпрямителем, намного проще. К тому же, удержать дугу сможет даже новичок. Именно поэтому на нём большинство людей обучаются искусству сварки.
Подготовка к работе
Какие электроды использовать
Электрод представляет собой стрежень из металла, который покрыт специальной обмазкой – шлаковой смесью.
Стержень выбирается в зависимости от вида металла, который предстоит сваривать. Например, чтобы работать с углеродистой или коррозионностойкой сталью, потребуется марка электрода УОНИИ. Существуют также универсальные электроды. К таким относится марка АНО. Их используют при обратном и прямом токе любой полярности.
Электроды разделяют и по диаметру, который варьируется от 1,6 мм до 5 мм. Размер подбирается в зависимости от толщины свариваемого металла: чем она больше, тем больше диаметр. В работе со сварочным аппаратом может пригодиться таблица.
Чем толще стержень, тем большей мощностью должен обладать инверторный сварочный аппарат. Поэтому для начинающих подойдёт диаметр не более 4 мм; тонкий металл может свариться электродом и в 2 мм.
Полярность и значение сварочного тока
Толщина, на которую может проплавиться металл, напрямую зависит от выставленной силы тока. Мощность дуги также определяется этим показателем. Размер электрода задаёт необходимую силу тока.
Мощность дуги также определяется этим показателем. Размер электрода задаёт необходимую силу тока.
В зависимости от поверхности, выбирается значение сварочного тока. На горизонтальных поверхностях оно максимальное, на вертикальных – меньше примерно на 15%, на нависающих – на 20%.
Сварочный аппарат бытового типа может выдавать до 200 ампер. На профессиональном инструменте значения доходят до 250 и выше. То, в каком направлении будет двигаться ток, определит полярность. На инверторе существует возможность изменять полярность.
Как известно, ток движется от минуса к плюсу. Поэтому клемма «+» сильнее нагревается. Эта особенность и позволяет осуществлять качественную сварку металла. В том случае, если свариваемые части имеют большую толщину, то положительную клемму подключают к одной из деталей. Этот способ называется прямая полярность.
К тонким изделиям крепят отрицательную клемму. Данный метод подключения имеет название обратная полярность.
Инструкция по сварке
Основы сварки
Прежде, чем приступить непосредственно к свариванию металлических изделий, нужно изучить основные конструкционные особенности инверторного сварочного аппарата. Они представлены на схеме.
Они представлены на схеме.
Сам инвертор имеет средний вес: до 7-8 кг. У качественного инструмента сбоку на металлическом корпусе есть вентиляционная решётка, которая не даёт трансформатору перегреваться.
На тыльной панели есть кнопка включения/выключения. На лицевой части имеются два разъёма: «+» и «-». К ним подключают кабель, на одном конце которого электрод, а на другом – зажим. Сами кабели должны иметь достаточную длину и быть гибкими.
Пошаговая инструкция, рассказывающая как правильно варить инвертором.
- Инверторная сварка начинается с подготовления защитной экипировки. В вашем распоряжении маска для сварки, плотная куртка, грубые, но не резиновые перчатки.
- Выберите электрод. Если вы новичок, то не используйте стержень толще 4 мм. На передней панели отрегулируйте нужную силу тока. Немного подождите; если поднести электрод сразу к металлу, то произойдёт залипание.
- Крепим зажим (его также называют клеммой массы) к металлической поверхности.

- Поджигается дуга. Затем подносим электрод к металлу и пару раз прикасаемся к нему. Таким образом, стержень как бы «активируется». Расстояние, на котором держится электрод, обычно равно его диаметру.
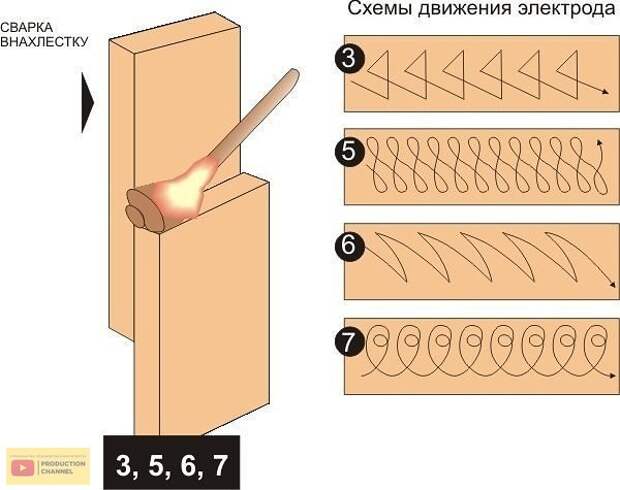
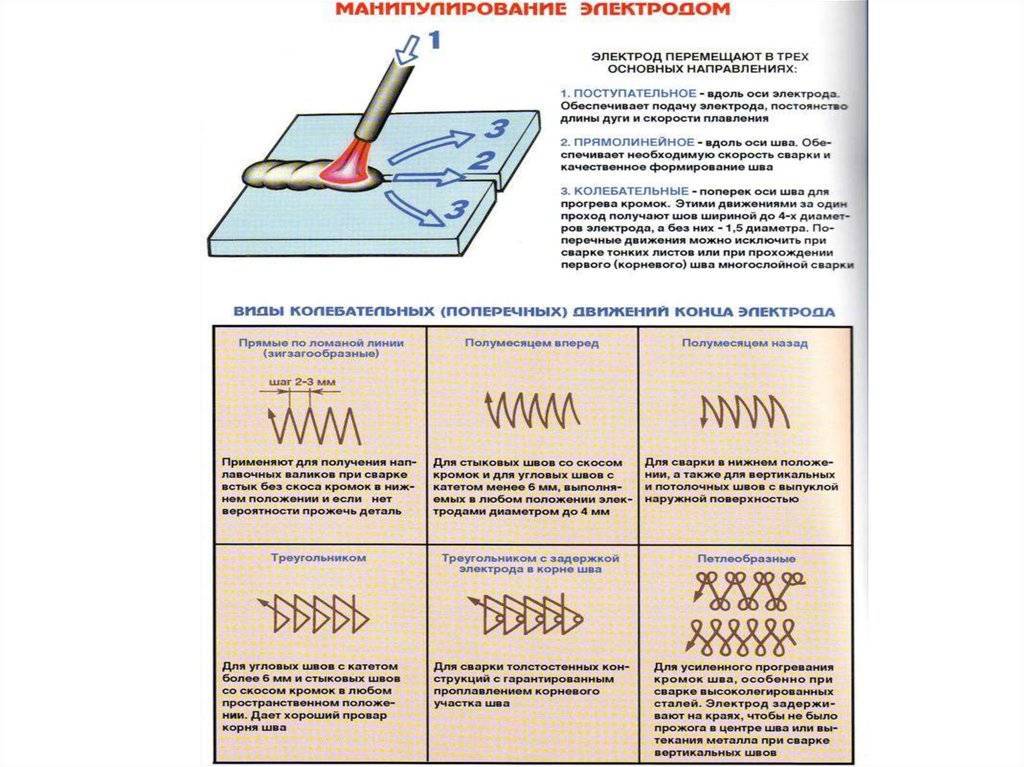
- Стрежень при сварке может двигаться по таким схемам.
Розжиг дуги в начале сварки + (Видео)
Розжиг дуги – первый этап, и с ним у новичков случаются проблемы. Сначала стержень немного обстукивается о металл, чтобы с него удалилась смазка. Затем применяется метод, похожий на розжиг спички. Электродом водят над поверхностью изделия и чуть задевают её. Если вдруг стрежень прилипнет к металлу, его либо резко отводят с сторону, либо совсем отключают инвертор.
Чиркать нужно до появления яркой дуги. Чтобы дуга не пропала, держите электрод на расстояние 4 мм от металла.
Как передвигать электрод во время сварки + (Видео)
Электрод может двигаться только по определенным траекториям. Они уже были показаны. Если двигать электрод только прямо, то шов выйдет разрывным. Скорость его движения влияет на свойства шва. Если двигать быстро, то шов будет узким и не выпуклым, если медленно – широким и выпуклым. В месте, где будет кончаться шов, электрод задерживается на 3-4 секунды.
Они уже были показаны. Если двигать электрод только прямо, то шов выйдет разрывным. Скорость его движения влияет на свойства шва. Если двигать быстро, то шов будет узким и не выпуклым, если медленно – широким и выпуклым. В месте, где будет кончаться шов, электрод задерживается на 3-4 секунды.
Как сформировать сварочный шов и избежать дефектов + (Видео)
Неровный шов, чаще всего, образуется при чересчур быстром движении электрода. Говоря о создании ровного и качественного шва, нужно ввести понятие сварочной ванны. Сварочная ванна — это та часть металла, которая при сваривании находится в жидком состоянии. В эту часть попадает присадочный материал. Появление ванны – хороший признак, означающий, что сварка идёт правильно.
Контур ванны находится под поверхностью металлической детали. Ванна образует хороший шов, если сварочная дуга ровно и на большую глубину проходит в изделие. Нужно следить, чтобы шов не уходил вниз, а оставался на уровне поверхности. Хорошее соединение создать проще, если делать электродом круговые движения. При этом ванна должна распределяться по кругу.
Нужно следить, чтобы шов не уходил вниз, а оставался на уровне поверхности. Хорошее соединение создать проще, если делать электродом круговые движения. При этом ванна должна распределяться по кругу.
Делая шов на углах, помните, что ванна движется за теплом. Чтобы контролировать размеры ванн, регулируйте силу дуги.
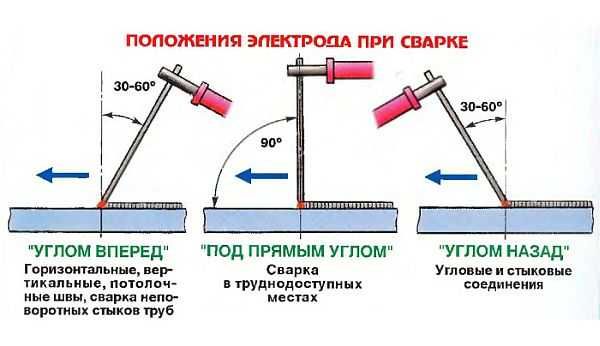
Шов не получиться слишком выпуклым, если держать электрод близко к вертикальному положению. Если наклонить стержень (например, на 45˚), то шов начнёт всплывать. А когда электрод совсем близок к горизонтальному положению, ванна начинает расходиться, и шов искривляется. Поэтому оптимальные углы наклона – от 45˚ до 90˚.
Контроль дугового промежутка
Дуговой промежуток – это расстояние между поверхностью металла и электродом. Промежуток на каждом этапе должен быть одинаковым, чтобы сварка получалась качественной и без дефектов.
Если зазор будет маленьким, то сварочный шов получится слишком выпуклым, и сам материал сплавится плохо. Происходит это по той причине, что изделие не может нагреться. При большом промежутке сварочная дуга будет ходить из стороны в сторону, и шов выйдёт кривым и непрочным. Нужный зазор, показанный на рисунке, даст хороший провар и ровный шов.
Как сваривать тонкие металлические листы + (Видео)
Для сваривания тонкого металла предпочтительно использовать обратное подключение инвертора, т.е. «-» крепится к листу. При этом сила тока должна находиться на средних значениях. Электрод лучше выбрать такой, который будет иметь длительное время плавления. Хорошо подойдёт модель МТ-2. Она используется сварщиками долгое время, поэтому хорошо зарекомендовала себя.
Стержень, в случае с тонким металлом, можно наклонять примерно на 35˚. Сначала вы аккуратно приближаете его к металлу, затем дожидаетесь появления красного пятна, превращающегося в каплю. Плавно перемещайте электрод, чтобы капля оставалась одного размера. Так шов будет ровным.
Так шов будет ровным.
Техника безопасности
Сварочный инвертор считается безопасным инструментом, поскольку все те части, которые могут поразить током, спрятаны в надёжном коробе. Однако есть и другие возможные опасности. Чтобы они не случились, соблюдайте правила.
- Нельзя работать при отрицательных температурах;
- Не допускать попадания влаги в аппарат;
- Производите сварку только в полном комплекте защитной одежды;
- Подготовить рядом с рабочим местом ведро с водой.
Сварка аргоном – видео уроки для начинающих специалистов
Сварка аргоном пользуется большой популярностью как у специалистов, так и у любителей, которым помогают ее осваивать видео уроки для начинающих. Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов легированной стали, титана, меди, алюминия, их сплавов и др. Что характерно, аргонодуговая сварка является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.
Сварщик проводит сварочные работы в защитной среде аргона
Начинающим специалистам варить цветные металлы при помощи данной технологии будет достаточно сложно – лучше набивать руку на соединении деталей из стали. Если же опыт сварочных работ уже есть, можно посмотреть видео уроки и начать осваивать азы данного метода.
Знание технологии сварки аргоном позволит сэкономить приличные деньги, которые в ином случае пришлось бы заплатить квалифицированным специалистам. Целью статьи, которая предлагается вашему вниманию, является предоставление всей необходимой информации, относящейся к сварке с аргоновой защитой (выбор сварочного аппарата, давления газа, расходных материалов, подготовка деталей различной формы и из разных материалов к работе, а также многое другое). Усвоив полученную информацию и пройдя несложное видео обучение, вы сможете начать варить детали из разных металлов по данной технологии.
В чем заключаются особенности аргонной сварки
Аргоннная сварка имеет много схожего с электродуговой и газовой технологиями (принцип нагрева кромок соединяемых деталей при помощи электрической дуги, использование газа и техника выполнения работ). Есть у данных методов и существенные различия, о которых должен знать как специалист, так и начинающий сварщик.
Расплавление кромок соединяемых заготовок и присадочного материала при выполнении сварки с использованием аргона, как уже говорилось выше, обеспечивает высокая температура, выделяемая в процессе горения электрической дуги. Необходимость использования аргона, выполняющего роль защитного газа, объясняется свойствами металлов, которые варят по данной технологии.
Легированные стали и большинство цветных металлов (а также сплавов на их основе) в процессе нагрева и расплавления начинают активно взаимодействовать с газами, содержащимися в окружающем воздухе – кислородом, азотом, водородом и др. В результате такого взаимодействия на поверхности обрабатываемого металла формируется тугоплавкая оксидная пленка (а расплавленный алюминий, контактируя с кислородом, может даже воспламениться).
В результате такого взаимодействия на поверхности обрабатываемого металла формируется тугоплавкая оксидная пленка (а расплавленный алюминий, контактируя с кислородом, может даже воспламениться).
Аргон, подаваемый в зону выполнения сварочных работ, обеспечивает ее надежную защиту, так как является инертным газом, который за счет своей большей массы выдавливает из области сварочной ванны все остальные газообразные соединения.
Аргон, который обеспечивает надежную защиту зоны сварки от окружающего воздуха и практически не взаимодействует с металлом деталей и присадочного прутка, позволяет получать качественные сварные швы, отличающиеся однородностью структуры и высокой надежностью. Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.
Пример шва, выполненного аргоновой сваркой человеком, не имеющим большого профессионального опыта
Кроме того, аргон позволяет создавать в зоне сварки поток токопроводящей плазмы, которая облегчает прогрев и расплавление кромок соединяемых заготовок.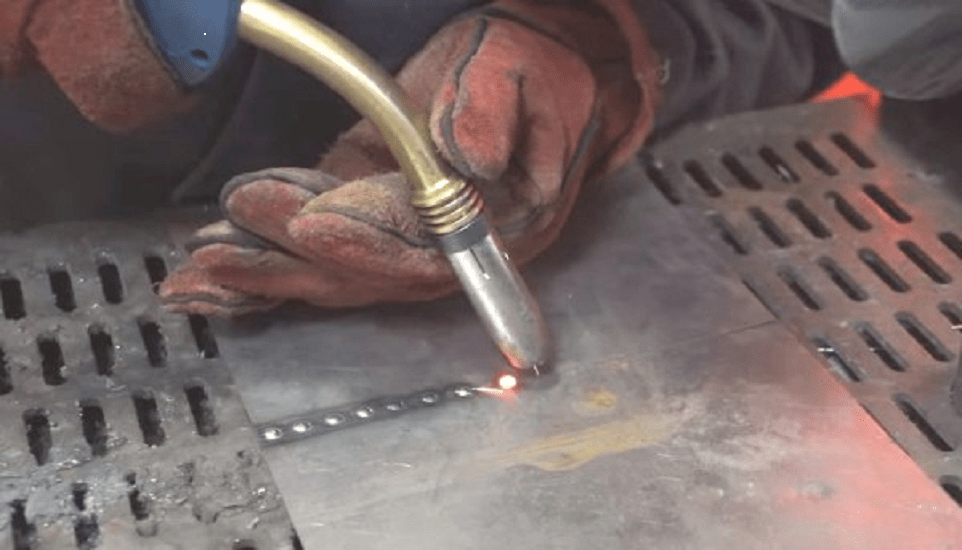 Это также обеспечивает высокое качество формируемого шва.
Это также обеспечивает высокое качество формируемого шва.
Начинающим специалистам будет полезно узнать, что аргон следует подавать в зону сварки за 15–20 секунд до ее начала, а прекращать подачу через 10 секунд после ее окончания.
Варить по данной технологии можно плавящимися и неплавящимися электродами, в качестве которых используются стержни из вольфрама – самого тугоплавкого металла. На размер вольфрамового электрода оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На сегодняшний день разработано три технологии выполнения сварки с применением защитного газа аргона:
- РАД – ручная сварка, для выполнения которой используется неплавящийся электрод;
- ААД – автоматическая аргонодуговая сварка, выполняемая с использованием неплавящегося электрода;
- ААДП – автоматическая сварка с использованием аргона и электрода плавящегося типа.

Сравнительная таблица различных методов сварки (нажмите для увеличения)
Если вы начинающий специалист и не знаете, какой аппарат для сварки аргоном приобрести, выбирайте оборудование, на котором присутствует обозначение TIG. Эта аббревиатура означает, что перед вами аппарат, специально предназначенный для выполнения сварки вольфрамовым электродом в среде защитного газа инертного типа.
Как выполняется сварка в среде аргона
Основным рабочим органом при выполнении аргонодуговой сварки является специальная горелка, внутри которой в цанговом держателе размещается вольфрамовый электрод. Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок. Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.
Трехкнопочная аргоновая горелка в комплекте со шлейфом, цангами и керамическими соплами
Вокруг электрода (по наружной окружности горелки) размещается сопло, представляющее собой трубку из керамики или кварцевого стекла. Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Для того чтобы варить металл с помощью аргона, необходимо использовать присадочную проволоку, за счет которой и происходит формирование сварного шва. Состав такой проволоки, подаваемой в зону выполнения сварки вручную, необходимо подбирать таким образом, чтобы он максимально соответствовал составу металла, из которого изготовлены соединяемые детали. Перед началом сварки надо правильно подобрать и диаметр присадочной проволоки, для чего используют специальные справочные таблицы. Данный параметр зависит от размеров заготовок, которые предстоит варить.
Таблица параметров некоторых разновидностей присадочной проволоки
Самым доступным методом выполнения сварки в среде аргона является именно ручной. Данный метод, обучение которому обычно не занимает много времени, предполагает, что и горелка, и присадочная проволока удерживаются в руках сварщика. Суть данного способа состоит в следующем. При помощи горелки, удерживаемой в одной руке, зажигается сварочная дуга. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги.
Суть данного способа состоит в следующем. При помощи горелки, удерживаемой в одной руке, зажигается сварочная дуга. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги.
Очень важным условием формирования качественного и надежного сварного шва, формируемого с использованием сварки в среде аргона, является тщательная подготовка соединяемых заготовок.
Заключается такая подготовка в очистке и обезжиривании их поверхностей, а также в удалении тугоплавкой окисной пленки. Для выполнения таких процедур, о которых обязательно должны знать и начинающие, и опытные сварщики, можно использовать механические устройства (шлифовальная машинка) или химические средства.
Подготовленный к сварке бензобак
Прежде чем приступать к сварке, к соединяемым деталям необходимо подключить массу. Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Расстояние от электрода до поверхности заготовок, между которыми горит сварочная дуга, должно быть небольшим – порядка 2 мм. Это позволит хорошо проплавить кромки соединяемых деталей и получить качественный сварной шов. Если увеличить это расстояние, будет не только сложно проплавить кромки деталей, но и сам сварной шов получится слишком широким и неаккуратным. Широкий сварной шов, кроме того, характеризуется невысокой надежностью, в нем возникают значительные внутренние напряжения.
Очень важно при выполнении сварки в среде аргона правильно подавать присадочную проволоку в рабочую зону.Делается это медленными и плавными движениями, чтобы не допустить разбрызгивания расплавленного металла.
При обучении данной технологии очень важно усвоить, что горелкой и присадочной проволокой движения совершаются только в продольном направлении – вдоль оси формируемого шва. Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Горелку и присадочную проволоку необходимо располагать под углом к поверхности соединяемых деталей: это даст возможность сформировать качественный, надежный и аккуратный сварной шов. При этом присадочная проволока располагается и подается в зону формирования шва перед горелкой.
Технология выполнения аргонной сварки предполагает применение осциллятора, при помощи которого легко зажигается сварочная дуга. Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.
Осциллятор (стабилизатор сварочной дуги) ОСИ-264
Суть работы осциллятора заключается в том, что он вырабатывает импульсы высокочастотного тока, отличающегося большим значением напряжения. Типовой осциллятор способен преобразовывать электрический ток со стандартными параметрами (220 В, 50 Гц) в импульсы с частотой 500 кГц и напряжением до 6000 В.
Типовой осциллятор способен преобразовывать электрический ток со стандартными параметрами (220 В, 50 Гц) в импульсы с частотой 500 кГц и напряжением до 6000 В.
При обучении рассматриваемой технологии начинающему специалисту необходимо усвоить еще одно важное правило: при зажигании сварочной дуги нельзя прикасаться вольфрамовым электродом к поверхности деталей, это приведет к оплавлению электрода и загрязнению свариваемых поверхностей.
За счет использования осциллятора дуга может зажигаться без такого соприкосновения. В большинстве случаев электрическую дугу при выполнении сварки в среде аргона и с использованием вольфрамового электрода зажигают на специальной угольной пластине. Только после этого дугу переводят на соединяемые детали.
Особенности этой процедуры хорошо демонстрируют видео уроки.
Требуемое оборудование и режимы сварки
Для выполнения сварки в среде аргона можно использовать как серийное оборудование, так и аппарат, который изготовлен путем модификации стандартного сварочного трансформатора.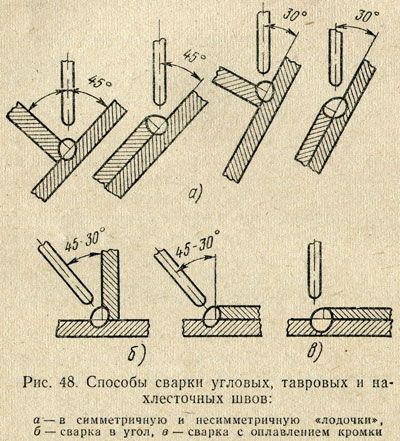 Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
- сварочный трансформатор, значение напряжения холостого хода у которого должно быть не меньше 60 В;
- осциллятор, обеспечивающий быстрое зажигание сварочной дуги и ее стабильное горение;
- контактор, при помощи которого сварочный ток будет подаваться к горелке;
- таймер, отвечающий за время обдува зоны сварки защитным газом.
Кроме того, для сварки обязательно потребуются следующие устройства и материалы:
- горелка;
- баллон с аргоном, оснащенный редукторным устройством, при помощи которого будет регулироваться давление подачи газа;
- набор вольфрамовых электродов различного диаметра;
- шланг для подачи защитного газа;
- провода для подключения к сварочному аппарату горелки и массы;
- провод, по которому электрический ток будет поступать к самому сварочному аппарату;
- присадочная проволока соответствующего химического состава.

Весь набор оборудования, необходимого для осуществления сварки в среде аргона, можно приобрести в готовом виде или укомплектовать самостоятельно, изготовив некоторые элементы своими руками.
При самостоятельной комплектации можно сэкономить приличную сумму, так как серийные наборы для аргонной сварки стоят недешево. Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Для получения качественного сварного соединения очень важно правильно выбрать режимы технологического процесса. Сюда относятся сила сварочного тока и давление, с которым защитный газ будет подаваться из баллона. Кроме того, важен тип используемого тока и полярность его подключения.
Кроме того, важен тип используемого тока и полярность его подключения.
Все вышеперечисленные параметры, зависящие от материала изготовления соединяемых деталей и их геометрических параметров, можно подбирать по справочным таблицам. Однако есть ряд несложных правил, которые помогут начинающему сварщику ориентироваться при таком выборе.
- Аргонодуговую сварку деталей из меди, ее сплавов и различных типов легированных сталей, чугуна и титана необходимо выполнять на постоянном токе обратной полярности.
- Алюминий и его сплавы, бериллий и магний следует варить на переменном токе обратной полярности, так как это позволяет эффективно разрушать оксидную пленку на поверхности данных металлов.
- На выбор давления подачи защитного газа серьезное влияние оказывает место выполнения сварочных работ. Так, если сварка выполняется на улице, где воздушные потоки могут двигаться со значительной скоростью, выбирают большее давление подачи, а в помещениях – меньшее.
Усвоив всю теоретическую информацию, посмотрев обучающее видео, демонстрирующее процесс выполнения аргонодуговой сварки, набив руку и набравшись опыта по сварке деталей из обычной стали, начинающий специалист сможет достаточно быстро освоить данную технологию и эффективно использовать ее в своей работе.
Сварка для начинающих (ММА)
В этой статье мы проведем небольшой теоретический урок по сварке для начинающих.
Дуговая сварка металла в защитной среде (ММА)
Сварка MMA — (международное обозначение MMA — Manual Metal Arc) — ручная дуговая сварка штучными электродами с покрытием — наиболее распространенный и универсальный метод соединения металла. Сварочная дуга горит между электродом с покрытием и изделием, оплавляя кромки свариваемых деталей и расплавляя металлический стержень электрода и его покрытие. При остывании (кристаллизации) расплавленного металла образуется неразъемное соединение — сварной шов. Используется для сварки углеродистых и нержавеющих сталей.
Используется для сварки углеродистых и нержавеющих сталей.
Первый шаг в обучении сварке — научится хорошо вести сварочный шов. Но перед этим узнаем поподробнее об применяемом оборудовании. Задача сварочного аппарата — независимо от его размера или формы — обеспечить большой регулируемый ток, идущий к электроду. Ручной сварочный аппарат дает постоянный или переменный ток на электрод. Раньше для сварки использовали трансформаторы, сейчас большим спросом пользуется сварка сварочным инвертором, благодаря их малому весу, габаритам, стойкости к перепадам напряжения.
Комплектация аппарата
Важно помнить, что разные аппараты сваривают по-разному. Поэтому при обучении лучше всего использовать один аппарат. Также важны изолированные медные провода, которые бывают разных размеров (сечения). На конце основного провода ставится быстросъемный зажим, к нему присоединяется 3-х или 4-х метровый провод определенного сечения с электрододержателем, он может быть разным: небольшим на 200 А или более крупным на 300 А или 500 А (используются для толстых электродов и больших токов). Для обычного (домашнего) применения удобнее 200 А. Есть разные виды держателей: один как пассатижи, а есть держатель сварочный, в который вставляют электрод и поворачивают ручку (если нужен электрод под различными углами, вы можете согнуть его у основания). Так же нужна клемма заземления с быстросъемным зажимом.
Для обычного (домашнего) применения удобнее 200 А. Есть разные виды держателей: один как пассатижи, а есть держатель сварочный, в который вставляют электрод и поворачивают ручку (если нужен электрод под различными углами, вы можете согнуть его у основания). Так же нужна клемма заземления с быстросъемным зажимом.
Правильно подобранный электрод
Сварочный электрод состоит из металлического стержня и электродного покрытия. Металлический стержень электрода должен быть схожим по химическому составу с металлом свариваемых деталей. Выбор диаметра электрода во многом зависит от толщины свариваемого изделия.
| Толщина металла, мм | Диаметр электрода, мм |
| 2 — 3 | 1,6; 2,0 |
| 3 — 5 | 2,0; 2,5; 3,0; 3,2; 4,0 |
| 5 — 8 | 3,0; 3,2; 4,0; 5,0 |
Выбираем сварочный ток
Сварочный ток выбираем в зависимости от диаметра электрода. А выбор диаметра электрода во многом зависит от толщины свариваемого изделия. Рекомендуются следующие соотношения:
А выбор диаметра электрода во многом зависит от толщины свариваемого изделия. Рекомендуются следующие соотношения:
| Диаметр электрода, мм | Сварочный ток, А |
| 1,6 | 35 — 60 |
| 2,0 | 30 — 80 |
| 2,5 | 50 — 110 |
| 3,0 | 70 — 130 |
| 3,2 | 80 — 140 |
| 4,0 | 110 — 170 |
| 5,0 | 150 — 220 |
| 2,5 | 50 — 110 |
При подборе источника тока в зависимости от применяемого электрода, можно использовать упрощенную формулу: 1 мм диаметра электрода умножаем на 35-40 А сварочного тока. Пример: диаметр электрода 3 мм.
3 х (35..40) = 105..120 А, таким образом источник должен иметь максимальный ток не менее 120 А.
Важно: для сварки вертикальных и потолочных швов силу тока уменьшают на 10-20 %.
Начинаем сварку
Сварочные электроды покрыты флюсом, он делает возможным весь процесс сварки. Сгорая, флюс создает защитный газ и очищает ванну, вытесняя кислород воздуха, удерживая его от соединения с расплавленным металлом, не давая образоваться порам, а так же стабилизирует дугу и поддерживает чистоту расплавленного металла. Когда металл остывает, образуется сварочный шлак, обеспечивая дополнительную защиту металла от воздуха.
Сгорая, флюс создает защитный газ и очищает ванну, вытесняя кислород воздуха, удерживая его от соединения с расплавленным металлом, не давая образоваться порам, а так же стабилизирует дугу и поддерживает чистоту расплавленного металла. Когда металл остывает, образуется сварочный шлак, обеспечивая дополнительную защиту металла от воздуха.
Перед началом сварки убедитесь, чтобы все для нее готово. Примите удобное положение, возьмите держак обеими руками и обопритесь о стол максимально устойчиво. Теперь можете начинать процесс дуговой сварки, опустите щиток сварщика или настройте зажим маски, чтобы по кивку головы она опускалась.
Для начала, нужно зажечь дугу. Для этого есть два способа:
- электрод подводят перпендикулярно к месту начала сварки и после сравнительно легкого прикосновения к изделию отводится вверх. Этот способ называется «зажигание дуги касанием».
- второй способ напоминает процесс зажигания спички и называется «зажигание дуги чирканьем».
При сварке не смотрите на свет, а дальше дымящихся искр, необходимо сфокусироваться на расплавленной ванне за электродом. Держак удобнее брать так, чтобы его рычаг был под большим пальцем (это пригодиться при извлечении электрода).
Держак удобнее брать так, чтобы его рычаг был под большим пальцем (это пригодиться при извлечении электрода).
При сварке держите электрод над металлом. Это называется дуговой промежуток. Старайтесь поддерживать его по мере выгорания электрода и одновременно перемещайте его по горизонтали. Если электрод прилипает, качните его из стороны в сторону и снова зажгите дугу. Добейтесь навыка получения устойчивой дуги при расстоянии 3-5 мм между электродом и деталью. Чем лучше вы управляете длиной дуги, тем лучше будет сварка!
Формирование шва. Дефекты сварных швов
При сварке, смотрите по сторонам шва, он должен быть на уровне металла. Формирование шва обычно происходит круговыми или зигзагообразными движениями. При круговых движениях, двигаясь вбок, смотрите справа от сварочной ванны, потом наверх границы ванны и шлака, а потом на другую сторону и просто распределяйте ванну по кругу. Зигзагообразные движения из стороны в сторону делают похожий шов: смотрите с одной стороны, наверх ванны и с другого края. Каждый раз, когда вы меняете направление, нужно понимать, что расплавленная ванна следует за теплом.
Каждый раз, когда вы меняете направление, нужно понимать, что расплавленная ванна следует за теплом.
При движении ванны поперек, заполняющий металл с электрода движется позади, а если металла вокруг недостаточно, остаются подрезы (пустые места, канавки на краю шва, ниже уровня металла). Этого можно избежать, контролируя внешние границы, наблюдая за ванной и утоньшая ее на поверхности. Если электрод держать более вертикально шов будет менее выпуклым. И наоборот, чем больше его наклон, тем выпуклее будет шов.
Бывают ситуации, когда надо варить плоский шов, а бывает, когда нужно оттолкнуть ванну назад, поэтому используются разные углы наклона электрода электрода. В начале мы начинаем с угла между 45 и 90 градусами. Он удобнее, сварочная ванна хорошо видна, нормально варится.
Управление процессом сварки
Задача сварочного процесса — прогреть основной металл до расплавления, формируя сварочную ванну. При малом токе основной металл не прогреется и сварочная ванна будет «бежать» за электродом. Если ток слишком большой, то основной металл будет слишком горячий, дуга будет проникать вглубь и отталкивать металл назад. Когда ток нормальный, ванна растекается и внешние края тонкие, мы можем расширять ванну, можем двигать ее движением электрода и контролировать сварочный процесс.
Сварка покрытым электродом зависит от температуры основного металла, поэтому нельзя говорить о токе без учета скорости сварки. При быстром движении электрода меньше тепла поступает в основной металл, поэтому он холоднее. Если двигаться медленнее, тепла поступит больше и основной металл будет горячее. Если двигать электрод слишком быстро, металл не прогреется, шов будет наверху, без проплавления. Если двигаться медленно, то металл слишком сильно прогревается, ванна расплывется и станет трудноуправляемой, когда же скорость перемещения соответствует току, ванна растекается, но остается управляемой, оставляя тонкие края и шов одинаковый толщины.
Когда вы научитесь управлять электродом, вы можете поставить чуть больший ток и увеличить скорость сварки. Больший ток обеспечивает лучшее проплавление и более гладкий шов в итоге, но в этом случае труднее контролировать ванну.
Больший ток обеспечивает лучшее проплавление и более гладкий шов в итоге, но в этом случае труднее контролировать ванну.
При окончании шва надо наплавить чуть больше металла перед тем, как убрать электрод, чтобы избежать кратера от всплеска нижних слоев металла. Сделайте 1-2 круга и чиркните назад по шву.
Программа промышленных технологий— Общественный колледж Ivy Tech Индианы
Пожалуйста, выберите из нашего списка сертификатов, технических сертификатов и степеней ниже для получения информации о классе и местоположении. Более подробная информация о каждой степени и сертификате доступна в раскрывающемся списке выше. Вы также можете узнать больше о сертификатах MSSC Certified Production Technician.
УЧЕБНАЯ ПРОГРАММА : Рассмотрите курсы, которые вы будете проходить в рамках этой программы.
Сертификаты
Промышленные покрытия и отделочные материалы
( 18 кредитных часов = 2 семестра )
Промышленная электрика
( 21 кредитный час = 2 семестра )
Промышленная механика
( 21 кредитный час = 2 семестра )
Материаловедение
( 18 кредитных часов = 2 семестра )
Сварка конструкций
( 21 кредитный час = 2 семестра )
Технические сертификаты
Промышленная электротехника
( 34 кредитных часа = 2-3 семестра )
Промышленная механическая технология
( 34 кредитных часа = 2-3 семестра )
Материаловедение
( 34 кредитных часа = 2-3 семестра )
Технология технологических операций
( 34 кредитных часа = 2-3 семестра )
Обеспечение качества
( 34 кредитных часа = 2-3 семестра )
Технология сварки
( 34 кредитных часа = 2-3 семестра )
Сертификаты рабочей силы
Сертификат междисциплинарной промышленной рабочей силы
( 18 кредитных часов = 2 семестра )
Технический сертификат междисциплинарной промышленной рабочей силы
( 30 кредитных часов = 2-3 семестра )
градусов
Ассоциированный специалист по прикладным наукам
( 60 кредитных часов = 5 семестров )
При подаче заявки на участие во многих наших технологических программах мы рекомендуем вам подать заявку на получение сертификата или технического сертификата при заполнении онлайн-заявки на поступление, даже если вашей конечной целью является получение степени младшего специалиста по прикладным наукам. Начав с уровня Сертификата или Технического Сертификата, вы сможете получить несколько сертификатов рабочей силы.
Начав с уровня Сертификата или Технического Сертификата, вы сможете получить несколько сертификатов рабочей силы.
ПРИМЕЧАНИЕ: Количество кредитов, необходимых для получения степени или сертификата, основано на количестве студентов, готовых к программе, и не включает курсы подготовки к колледжу. Наличие степеней и сертификатов зависит от кампуса.
Результаты программы
Руководство по комплектованию
Справочники по завершению содержат рекомендуемый путь к выпуску, разбитый на 8-недельный семестр.Курсы также пронумерованы, чтобы показать общее количество студентов, посещающих меньшее количество классов одновременно. Пожалуйста, проконсультируйтесь с вашим консультантом, чтобы определить, какие курсы лучше всего подходят для вас.
Ассоциированный специалист по прикладным наукам — Промышленные технологии
Технология технологических операций
Обеспечение качества
Технология материалов
Промышленная механика
Промышленная электрика
Технический диплом по сварке | Мэдисон Колледж
| Работодатель(и) | Должность | Город* | Состояние** | Позиции |
|---|---|---|---|---|
| Аккурей | Техник по микроволновым печам | Миддлтон | ||
| Производство грейферов | Сварщик | Воунаки | ||
| Хуско Интернэшнл | Специалист по автоматизированным системам | Уайтуотер | ||
| Прицеп Караван | Сварочный аппарат MIG | Фокс Лейк | ||
| Кусел Эквипмент Ко | Сварщик | Уотертаун | ||
| Корпорация Широта | Машинист | Верона | ||
| Seljan Tool Co Inc | Сварщик/производитель | Лейк-Миллс | ||
| Спартанский лазер | Генеральный производитель | Макфарланд | ||
| ООО «Синергия Металлургия» | Сварщик | Барабу |
* — Отображаются только города за пределами Мэдисона.
** — Будут отображаться только штаты за пределами Висконсина.
*** — Если у вас есть вакансия, пожалуйста, свяжитесь со Службой карьеры и занятости по адресу [email protected]
.Введение в SMAW – Дуговая сварка металлическим электродом в среде защитного газа
TWS — отличный вариант обучения для всех
Узнайте больше о том, как мы можем подготовить вас к карьерному росту.
Если вы подумываете о карьере сварщика, совершенствование своих навыков в наиболее часто используемых видах сварки часто поможет обеспечить надежную работу на долгие годы вперед.С семимесячной программой профессионального сварщика вы можете получить в среднем более высокий годовой доход 1 , чем в среднем по всем карьерным путям в Соединенных Штатах. Вот дополнительная информация о SMAW, наиболее распространенной форме сварки, используемой во всем мире 2 .
Что такое процесс сварки SMAW?
Дуговая сварка металлическим электродом в среде защитного газа, также известная как ручная дуговая сварка металлическим электродом или дуговая сварка в среде защитного флюса, представляет собой процесс, в котором для формирования сварного шва используется электрод с флюсовым покрытием. Когда электричество проходит через электрод, флюс образует газ, который экранирует электрическую дугу в пространстве между электродом и свариваемым металлом, предотвращая загрязнение сварного шва атмосферными газами.Этот процесс довольно прост и не требует специального оборудования, что делает его очень популярным.
Когда электричество проходит через электрод, флюс образует газ, который экранирует электрическую дугу в пространстве между электродом и свариваемым металлом, предотвращая загрязнение сварного шва атмосферными газами.Этот процесс довольно прост и не требует специального оборудования, что делает его очень популярным.
Стандартное использование и преимущества SMAW
Методы сварки SMAW
При сварке вы хотите получить аккуратный, чистый шов. Чтобы упростить этот процесс, важно выбрать сталь, которая будет хорошо работать с методами сварки SMAW. Сталь, соответствующая требованиям AISI-SAE от 1015 до 1025, будет работать хорошо, так как содержание кремнезема в этой стали ниже 0.1% и содержанием серы менее 0,035%. Легированные стали с содержанием выше этого диапазона могут иметь проблемы с растрескиванием.
После того, как вы выбрали сталь, обязательно зачистите края, чтобы получился аккуратный сварной шов. Это означает удаление краски, ржавчины, влаги, окалины и масел.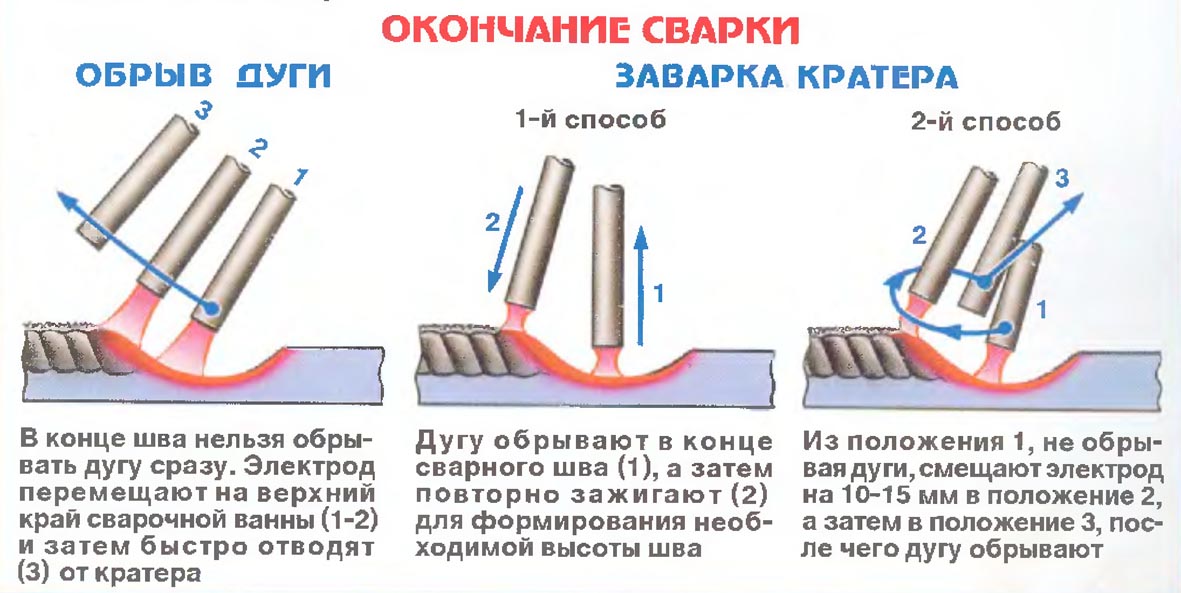 Если вы не можете очистить соединение, используйте электрод E6010 или E6011 с низкой скоростью перемещения, чтобы обеспечить выход газов до того, как лужа затвердеет.
Если вы не можете очистить соединение, используйте электрод E6010 или E6011 с низкой скоростью перемещения, чтобы обеспечить выход газов до того, как лужа затвердеет.
Заполните форму, чтобы получить информационный пакет без обязательств.
Насадки для сварки SMAW базового качества
Проблемы качества, которые могут возникнуть в процессе сварки SMAW, включают пористость, вызванную газом в сварном шве, который не вышел до затвердевания металла, оставляя сварной шов слабым из-за пузырьков газа, брызги, вызванные низким напряжением или высокой силой тока, плохое плавление из-за загрязнения металла или малой мощности, неглубокий провар, вызванный слишком коротким временем прохождения, слишком низким током или слишком большим электродом, и растрескивание, вызванное вышеуказанными проблемами, а также отсутствием движения в сварном шве во время работы и использованием неподходящих металлов в сварке. кусок.
Для металлов, качество которых ниже оптимального, следует использовать медленную скорость перемещения, которая будет поддерживать расплавление ванны и даст возможность газам выйти наружу, создав прочный сварной шов. Если вы свариваете более тонкую заготовку толщиной от 10 до 18, располагайте изделие под наклоном 45–75 градусов, чтобы вы могли получить максимально быстрое перемещение и не сделать соединение слишком широким, иначе вы рискуете прожечь. Если вы работаете с более тяжелой пластиной диаметром 3/16 дюйма или тяжелее, обрабатывайте сварной шов плоско, чтобы обеспечить наилучшее размещение электрода.
Если вы свариваете более тонкую заготовку толщиной от 10 до 18, располагайте изделие под наклоном 45–75 градусов, чтобы вы могли получить максимально быстрое перемещение и не сделать соединение слишком широким, иначе вы рискуете прожечь. Если вы работаете с более тяжелой пластиной диаметром 3/16 дюйма или тяжелее, обрабатывайте сварной шов плоско, чтобы обеспечить наилучшее размещение электрода.
Безопасность при сварке SMAW
Как и любой инструмент, сварочное оборудование нужно уважать, но не бояться.Любой тип дуговой сварки связан с электричеством высокого напряжения и силы тока, что может быть опасным, если не будут приняты надлежащие меры предосторожности. Ожоги от тепла горелки или электропроводности могут быть серьезными и даже опасными для жизни, если электричество проходит через сердце.
Чтобы защитить себя во время сварки, необходимо носить основные средства индивидуальной защиты. Это включает, как минимум, тяжелые кожаные перчатки, куртку с длинными рукавами и сварочный шлем. Ультрафиолетовый свет, выделяемый в процессе сварки, может вызвать ожоги сетчатки и необратимое повреждение глаз, если фильтр в лицевой панели шлема не защищает ваши глаза.Кроме того, в процессе сварки могут выделяться газы, которые могут нанести вред вашему здоровью, поэтому важно обеспечить достаточную вентиляцию.
Ультрафиолетовый свет, выделяемый в процессе сварки, может вызвать ожоги сетчатки и необратимое повреждение глаз, если фильтр в лицевой панели шлема не защищает ваши глаза.Кроме того, в процессе сварки могут выделяться газы, которые могут нанести вред вашему здоровью, поэтому важно обеспечить достаточную вентиляцию.
Вам также может понравиться…
Дополнительные источники
1 – http://www.bls.gov/ooh/production/welders-cutters-solderers-and-brazers.htm#tab-5
2 – http://www.weldguru.com/arc -welding.html
Курсы сварки — Колледж Шабо
Эти списки взяты из Curricunet, и некоторые курсы могут не предлагаться каждый семестр.Для получения дополнительной информации свяжитесь с академическим отделом, поговорите с консультантом или обратитесь к текущему расписанию занятий и каталогу колледжей.
WELD 63 — Схема сварки и подгонка ( 2,00 единицы )
Теоретическое и практическое применение сварочных чертежей на сварных узлах и узлах. Идентификация и классификация источника сварочного тока, идентификация и выбор сварочных процессов, оценка несплошностей и дефектов сварных соединений, определенных стандартами и нормами AWS, методы контроля напряжения и деформации, такие как правильное использование приспособлений, приспособлений и удерживающих устройств, использование сварки. последовательность приемов контроля сварочной деформации и выполнение правильных приемов правки и восстановления размеров готовых изделий.Лаборатория включает в себя использование следующих процессов сварки: SMAW, GMAW, GTAW и FCAW, а также практику плазменной и топливной резки.
Результаты обучения учащихся (SLO)
- Выявление/объяснение несплошностей/дефектов сварки и объяснение металлургических несплошностей.
- Определение и демонстрация правильного использования сварочных приспособлений и приспособлений
WELD 64A — Начальная дуга, сварка порошковой проволокой и чтение чертежей
( 3. 00 единиц )
00 единиц )
Теория и практическое применение: Дуговая сварка металлическим электродом в среде защитного газа (SMAW) и Дуговая сварка с флюсовой сердцевиной (FCAW) в положениях 1G, 2G, 1F и 2F, плазменная, угольная дуговая и газопламенная резка, номенклатура и коды Американского общества сварщиков (AWS) , сварочные металлургические преобразования, сварочные разрывы и дефекты, выбор сварочных электродов и проволоки, правила OSHA по опасным материалам, использование и техническое обслуживание общего цехового оборудования, безопасность цеха и чтение чертежей (применительно к обрабатывающей промышленности).
Результаты обучения учащихся (SLO)
- Определите оборудование для сварки с флюсовой проволокой и опишите его применение.
- Идентифицируйте опасные материалы и применяйте нормы безопасности OSHA в цеховой среде.
- Идентификация источника питания для процессов сварки SMAW и FCAW.
- Определить оборудование для сварки с флюсовой проволокой и описать его применение
WELD 64B — Усовершенствованная дуговая сварка, сварка с флюсовой сердцевиной и чтение чертежей
( 3. 00 единиц )
00 единиц )
Расширенная теория и практическое применение: дуговой сварки металлическим электродом в среде защитного газа (SMAW) и дуговой сварки с флюсовой сердцевиной (FCAW) в положениях 3G, 4G, 3F и 4F, плазменной, угольной дуговой и газопламенной резки, номенклатуры Американского общества сварщиков (AWS) и коды, сварочные металлургические преобразования, сварные разрывы и дефекты, выбор сварочных электродов и проволоки, регулирование опасных материалов, использование общего цехового оборудования, безопасность цеха и чтение чертежей (применительно к обрабатывающей промышленности).
Результаты обучения учащихся (SLO)
- Способность читать, интерпретировать и применять чтение чертежей и символы в теории и применении.
- Выполнение сварных швов в вертикальном положении вверх на листе 1/2 дюйма в соответствии с кодами AWS для процессов FCAW
- Выполнение сварных швов в вертикальном положении вверх на листе 1/2 дюйма в соответствии с кодами AWS для процессов FCAW.
- Понимание свариваемости определенных металлов и их сплавов.
WELD 65A — Начало чтения TIG, MIG и чертежей ( 3,00 единицы )
Теория и практическое применение черных и цветных металлов и их сплавов с использованием процессов GTAW (дуговая сварка вольфрамовым электродом в газе) и GMAW (дуговая сварка металлическим газом), развитие навыков кислородно-ацетиленовой пайки, пламенной и плазменной резки, кодов AWS (Американского общества сварщиков) и стандарты, выбор расходных материалов, введение в чтение чертежей, правильное и безопасное использование сварочного оборудования и правила обращения с опасными материалами.
Результаты обучения учащихся (SLO)
- Правильно определять и правильно использовать электроды, порошковую проволоку и сварочные материалы.
- Определите и объясните факторы, определяющие размер зоны термического влияния при сварке в процессе GMAW.
- Проведение качественных испытаний сварки с использованием процессов GMAW и GTAW как в плоском, так и в горизонтальном положении в соответствии с нормами AWS.

WELD 65B — Advanced TIG, MIG и чтение чертежей ( 3.00 единиц )
Расширенная теория и развитие навыков процессов GTAW и GMAW с приложениями, включая черные и цветные металлы и их сплавы как в вертикальном, так и в потолочном положении в соответствии с кодами и стандартами AWS, расширенное чтение и подгонка чертежей, кислородно-ацетиленовая пайка, пламенная и плазменная резка, выбор электродов и проволоки, расширенное чтение чертежей и практическое толкование сварочных символов, правильное и безопасное использование цехового и сварочного оборудования, правила обращения с опасными материалами.
Результаты обучения учащихся (SLO)
- Выполнение сварки 3G GTAW нержавеющей стали в вертикальном положении в соответствии с A.W.S. коды.
- Выполнение сварки нержавеющей стали 3G в вертикальном положении в соответствии с кодами AWS
- Выполнение математических расчетов на основе чертежей и размеров символов сварки.
- Выполнение качественной сварки с использованием процессов GTAW и GMAW как в вертикальном, так и в потолочном положении в соответствии с кодами AWS.
WELD 66 — Контроль и испытания сварки ( 2.00 единиц )
Теория и практическое применение контрольного контроля с использованием разрушающих и неразрушающих методов (метод проникновения красителя, магнитопорошковый, радиографический, ультразвуковой и металлографический контроль), нормы и спецификации сварки AWS (Американского общества сварщиков), анализ конфигурации соединения, проволоки и электродов отбор, испытание на прочность на растяжение, изгиб и твердость.
Результаты обучения учащихся (SLO)
- Определите и объясните текущий D.Т. системы с указанием их ограничений и оптимальных применений
- Определить и объяснить существующие системы разрушающего контроля с указанием их ограничений и оптимальных применений.
- Определить и объяснить современные системы неразрушающего контроля, указав их ограничения и их оптимальное применение.

WELD 67A — Лаборатория навыков сварки ( 2,00 единицы )
Развитие и совершенствование практических навыков сварки с использованием процессов SMAW, FCAW, MIG, GMAW и GTAW.Подготовка к сварке с затвердеванием в положениях 1Г, 2Г 1Ф и 2Ф.
Результаты обучения учащихся (SLO)
- Определение распространенных металлов, металлических сплавов и их свойств.
- Подготовка и выполнение сварных швов 1-дюймовых листов в положении 2G с использованием процесса SMAW
- Подготовка и выполнение сварных швов 1-дюймовых листов в положении 2G с использованием процесса SMAW.
WELD 67B — Лаборатория продвинутых навыков сварки ( 2.00 единиц )
Расширенное развитие и совершенствование практических навыков сварки с использованием SMAW, FCAW, GMAW и GTAW в позициях 1G, 2G, 3G, 4G, 1F, 2F, 3F и 4F.
Результаты обучения учащихся (SLO)
- Подготовка и выполнение сварных швов пластин толщиной 1 дюйм в положении 4G над головой с использованием процесса SMAW.

- Подготовка и выполнение сварных швов пластин толщиной 1 дюйм в положениях 4G с использованием процесса SMAW
- Подготовка и выполнение сварных швов пластин толщиной 1/2 дюйма в положении 3G вертикально вверх с использованием процесса GTAW.
WELD 68 — Подготовка к сертификации (0,50–2,00 ед.)
Подготовка процесса сварки к сертификационным экзаменам, включая теорию Американского общества сварщиков D1.1, секции IX Американского общества инженеров-механиков, Американского института нефти 1104, включает лабораторную практику по навыкам, необходимым для сдачи этих экзаменов.
Результаты обучения учащихся (SLO)
- Выполнение квалификационного теста AWS Welding Performance для конкретного процесса сварки и положения, определенных инструктором.
- Подготовьте и выполните сертификационное испытание сварки в вертикальном положении вверх (3G) с использованием FCAW в соответствии с требуемыми стандартами AWS.

- Подготовьте и выполните сертификационные испытания сварки в вертикальном положении (3G) с использованием FCAW в соответствии с требуемыми стандартами AWS.
WELD 69A — Изготовление и монтаж трубопроводных систем ( 3,00 единицы )
Теория и практическое применение подготовки и проектирования стыков труб, спецификация стандартов сварки API (Американский институт нефти) и AWS (Американское общество сварщиков) для труб и фитингов, анализ конфигурации стыков, плазменная и газопламенная резка труб, выбор проволоки и электродов, схема сварки труб и символы сварки, SMAW, GMAW и GTAW соединений труб, неразрушающие и разрушающие испытания и качественные концепции оценки.
Результаты обучения учащихся (SLO)
- Продемонстрировать способность читать, понимать и применять чертежи и символы сварки.
- Определение и понимание спецификации кодов API и AWS.
- Выполнение ручной и автоматической резки стыков труб с использованием плазменного, газокислородного и строжкового оборудования в соответствии с производственными стандартами и спецификациями.

WELD 69B — Усовершенствованная сварка труб ( 3.00 единиц )
Усовершенствованная теория и практические применения подготовки и проектирования стыков труб, спецификации стандартов сварки API (Американский институт нефти) и AWS (Американское общество сварщиков) для труб и фитингов, расчет геометрических кривых для разветвленных соединений трубопроводных систем, выбор проволоки и электродов, расширенный сварка чертежей и обозначения сварки труб, SMAW, GMAW и GTAW соединений труб, металлургическая трансформация зоны термического влияния сварного шва (HAA), несплошности и дефекты сварки, разрушающий и неразрушающий контроль, методы контроля и испытаний.
Результаты обучения учащихся (SLO)
- Выполнение ручной и автоматической резки трубных соединений с использованием плазменного, газокислородного и строжкового оборудования в соответствии с производственными стандартами и спецификациями.
- Сварка труб с V-образными канавками с открытым корнем в положении 6G.

- Понимать и объяснять металлургические превращения в сварном шве и зоне нагрева сварки.
- Понимать и объяснять металлургические превращения в сварном шве и зоне нагрева сварки.
WELD 70 — Введение в сварку ( 2,00 единицы )
Основы сварочной промышленности, включая введение в процессы SMAW, GMAW, GTAW, FCAW, кислородно-ацетиленовую сварку и сварку припоем, плазменную резку и резку топливным газом, использование общего цехового оборудования, основы сварочного электричества, безопасность цеха, идентификацию сварочных расходных материалов, регулирование опасных материалов, введение в чертеж чтение применительно к обрабатывающей промышленности.
Результаты обучения учащихся (SLO)
- Определить источники питания для сварки CV и CV, описав их применение
- Определить источники питания CV и CV для сварки, описав их применение.
- Содержать в надлежащем состоянии цеховое и сварочное оборудование.

WELD 71 — Сварка для художников ( 2,00 единицы )
Основы сварки и обычные мастерские, а также навыки, которые должны приобрести люди, склонные к творчеству, чтобы умело работать в процессе художественного творчества.Предоставляет инструкции по типам металлов (алюминий, железо, сталь, чугун, бронза, нержавеющая сталь и т. д.), механическому креплению, резке и неразъемному соединению металлов и сплавов посредством сварочных процессов, таких как; SMAW, GMAW, GTAW, FCAW, кислородно-ацетиленовая сварка и сварка пайкой, плазменная резка и резка топливным газом, использование общего цехового оборудования, основы сварочного электричества, безопасность цеха, идентификация сварочных расходных материалов и регулирование опасных материалов.
Результаты обучения учащихся (SLO)
- Разработайте и создайте не менее двух художественных проектов на основе рисунков и эскизов.
- Правильно идентифицировать источники сварочного тока и описать их применение
- Правильно идентифицировать источники сварочного тока и описать их применение.
Сварка — Общественный колледж Анны Арундел
Подготовьтесь к работе всего за пять недель!
В Техническом центре Earlbeck открыты и проводятся занятия по сварке в адаптированном формате. Соблюдаются правила и протоколы социального дистанцирования. Зарегистрируйтесь сегодня!
AACC в партнерстве с Earlbeck Gases and Technologies может помочь вам стать сварщиком благодаря современному обучению сварке STICK, MIG и TIG.Помогите удовлетворить спрос на квалифицированных, сертифицированных сварщиков в районе Балтимора/Вашингтона и подготовьтесь к немедленному трудоустройству.
Обзор обучения
Студенты проходят аудиторные и практические занятия с использованием новейшего сварочного оборудования, доступного в отрасли. Мы будем предлагать дневные и вечерние занятия в Clauson Center for Innovation and Skilled Trades в главном кампусе AACC в Арнольде.
Дневные и вечерние занятия также будут предлагаться в учебном центре Earlbeck Gases and Technologies в течение всего года. Earlbeck является испытательным предприятием, аккредитованным Американским обществом сварщиков.
Earlbeck является испытательным предприятием, аккредитованным Американским обществом сварщиков.
Clauson Center for Innovation and Skilled Trades
Main Campus, Arnold, MD
Earlbeck Gases and Technologies
8204 Pulaski Highway
Baltimore, MD 21237
Экскурсии проводятся по предварительной записи. Позвоните Дону Ходжесу по телефону 410-687-8400.
Требования
- Должен быть старше 18 лет
- Хлопковые брюки, хлопковая рубашка и туфли с закрытыми носками
Стоимость
Указанные ниже расходы представляют собой цены для жителей округа Энн Арундел, включая плату за обучение и сборы.
- Основы сварки — $178
- Базовый курс — 1703 долл. США
- Промежуточные и продвинутые курсы — 2 503 долл. США
- Курсы «Сварка для работы» — 3 868 долл. США
- Символы сварки — 310 долларов США
- Визуальный осмотр сварных швов — 310 долл. США
Узнайте о некредитных стипендиях.
AACC предлагает учащимся избранных программ возможность поступить без финансового бремени, связанного с оплатой обучения в колледже.
Посетите информационную сессию, чтобы узнать больше о возможностях получения стипендии.
Перспективы работы
Зарплаты очень конкурентоспособны. По данным Бюро статистики труда США, сварщики начального уровня могут зарабатывать 18 долларов в час, в то время как опытные сварщики с несколькими сертификатами Американского общества сварщиков (AWS) могут удвоить или утроить свою заработную плату.
Курсы
-
Все курсы
Обучение сварке состоит из некредитных базовых, средних и продвинутых курсов.Начните с основного курса сварки и продолжайте специализироваться на одном из трех процессов (STICK, MIG или TIG) с обучением среднего и продвинутого уровня.
- OPT-394 — Сертифицированное обучение основам сварки.

Обязательное условие — Студенты, имеющие опыт работы в области сварки, могут отказаться от OPT 394, связавшись с инструктором Доном Ходжесом.
Необходимое оборудование : Шлем, перчатки, куртка, отбойный молоток, проволочная щетка и плоскогубцы входят в комплект сварочного оборудования.
- OPT-395 Intermediate STICK Сертифицированное обучение сварке.
- OPT-396 Сертифицированное обучение сварке MIG среднего уровня.
- OPT-397 Сертифицированное обучение сварке TIG среднего уровня.
- OPT-374 Усовершенствованная дуговая сварка труб защитным металлом (STICK).
- OPT-375 Усовершенствованная газометаллическая дуговая труба (MIG).
- OPT-376 Усовершенствованная дуговая сварка вольфрамовым электродом в среде защитного газа — трубы (TIG).
- ОСА-563 Символы для сварки.
- ОСА-564 Визуальный осмотр сварных швов.
- OCA-565 Основы сварки.
- OPT-394 — Сертифицированное обучение основам сварки.
-
Сварка для рабочей программы
Сертифицированное обучение по программеFundamentals of Welding (OPT 394) объединено с курсами Intermediate STICK, MIG или TIG в пакетном пакете, что позволяет сэкономить средства.
 Каждый из этих курсов стоит 3825 долларов США для жителей округа Анн-Арундел, включая плату за обучение, сборы и комплект сварочного оборудования (цены могут быть изменены).
Каждый из этих курсов стоит 3825 долларов США для жителей округа Анн-Арундел, включая плату за обучение, сборы и комплект сварочного оборудования (цены могут быть изменены). - OCC-344 Сварка для работы (STICK).
Всего часов: 90
- OCC-345 Сварка для работы (MIG).
Всего часов: 78
- OCC-346 Сварка для работы (TIG).
Всего часов: 84
- OCC-344 Сварка для работы (STICK).
Полученные учетные данные
- Награждены единицы непрерывного образования. После того, как вы успешно выполните все требования курса программы сертификации с проходным баллом или выше, отправьте заявку учащегося на получение сертификата о непрерывном образовании.
- Сертификат об окончании Earlbeck. Сертификат
- Career Structural Welder после завершения всех классов среднего уровня. Сертификат
- «Карьера сварщика труб» после прохождения полного курса обучения.
После успешного завершения курса Welding for Work учащиеся получают сертификат непрерывного образования AACC для каждого обучения (STICK, MIG, TIG) в дополнение к сертификату сварщика D1. 1 Американского общества сварщиков (AWS), CEU и сертификату Earlbeck об окончании. награда.
1 Американского общества сварщиков (AWS), CEU и сертификату Earlbeck об окончании. награда.
Сварка | ППСС
Будучи студентом-сварщиком в PPCC, вы узнаете о науке сварки и изучите различные способы сварки. Курсовая работа и обучение будут включать в себя:
- Обеспечение понимания различных видов сварки
- Познакомить учащихся с промышленными и творческими аспектами сварки
- Стажировки, позволяющие получить практический опыт работы в местных компаниях
Профессорско-преподавательский состав обеспечивает углубленное обучение в области сварки и помогает подготовить студентов, чтобы быстро войти в рабочую силу.
Охватывает теорию и практику кислородно-ацетиленовых процессов с акцентом на сварочный аппарат AWS. аттестация сваркой электродом из мягкой стали Э-7018 в горизонтальном и вертикальном положении
должность.
аттестация сваркой электродом из мягкой стали Э-7018 в горизонтальном и вертикальном положении
должность.
Охватывает сварку во всех положениях на углеродистой стали, нержавеющей стали и алюминиевом листе. и труба из углеродистой стали с процессом GTAW.Студент должен знать основные металлургия, относящаяся к свариваемости металлов, конструкционным соединениям и безопасности в сварочном производстве.
Охватывает сварку во всех положениях на углеродистой стали, нержавеющей стали и алюминиевом листе.
и труба из углеродистой стали с процессом GTAW. Студент должен знать основные
металлургия, относящаяся к свариваемости металлов, конструкционным соединениям и безопасности
в сварочном производстве.
Студент должен знать основные
металлургия, относящаяся к свариваемости металлов, конструкционным соединениям и безопасности
в сварочном производстве.
Знакомит с проектированием и изготовлением сварных скульптур с использованием различных техники изготовления.Этот курс включает в себя использование различных металлообрабатывающих станков, методы горячей и холодной обработки, а также демонстрация окраски и текстурирования металла.
посмотреть в каталогеКурсы по сварке
Технология сварки
Сертификаты
Сварка
Сварка 108
Ацетилено-дуговая сварка
Ранее: Сварка 008, Ацетилено-дуговая сварка
Единица(ы) : 3. 0
0
Класс часов: 16 лекций, 96 всего лабораторий. Студенты должны предоставить оборудование для обеспечения безопасности. (Так же, как Automotive Technology 108 и Diesel 108). ХСС
Сварка 125A
Промежуточная дуговая сварка, уровень I
Ранее: Сварка 025A, промежуточная дуговая сварка, уровень I
Единица(ы) : 3.0
Аудиторные часы: 16 лекций, 96 лабораторий всего.
Предпосылка : Сварка 108 с минимальной оценкой C.
Этот курс предназначен для улучшения ранее приобретенных навыков дуговой сварки учащегося и подготовки учащегося к сдаче сертификационного экзамена по сварке. Особое внимание уделяется сварке в вертикальном и потолочном положениях и подготовке испытательных пластин (сталь 1 дюйм) с использованием процесса дуговой сварки в среде защитного газа E-7018 (SMAW). ХСС
ХСС
Сварка 125B
Промежуточная дуговая сварка, уровень II
Ранее: Сварка 025B, Промежуточная дуговая сварка, уровень II
Единица(ы) : 3,0
Аудиторные часы: 16 лекций, 96 лабораторий всего.
Предпосылки: Сварка 108 и Сварка 125A с минимальной оценкой C или удовлетворительной сдачей квалификационного экзамена по навыкам дуговой сварки под руководством инструктора по сварке SAC.
Этот курс предназначен для улучшения ранее приобретенных навыков дуговой сварки и подготовки учащегося к сдаче сертификационного экзамена по сварке. Студент знакомится с подготовкой 1-дюймовой пластины. Этот курс познакомит студентов с классом лицензирования D1.1. правила и положения Департамента строительства и безопасности города Лос-Анджелес. Особое внимание уделяется сварке в вертикальном и потолочном положениях и подготовке испытательных пластин (сталь 1 дюйм) с использованием процесса дуговой сварки в среде защитного газа E-7018 (SMAW).
Сварка 129A
Усовершенствованная дуговая сварка, уровень I
Ранее: Welding 029A, Advanced Arc Welding Level I
Единица(ы): 3.0
Класс Часы: 16 Лекция, 96 Лаборатория всего.
Требование: Сварка 108 с минимальной оценкой C или удовлетворительной сдачей квалификационного экзамена по навыкам дуговой сварки.
Этот курс предназначен для того, чтобы помочь учащимся улучшить ранее приобретенные навыки дуговой сварки и подготовить их к сдаче сертификационного экзамена по сварке.Предоставляет расширенные манипулятивные навыки и технические знания, необходимые для прохождения испытания на изгиб с направляющей пластиной толщиной 1 дюйм, необходимого для сертификации конструкционной стали. ХСС
Сварка 129B
Усовершенствованная дуговая сварка, уровень II
Ранее: Welding 029B, Advanced Arc Welding Level II
Единица(ы) : 3,0
Аудиторные часы: 16 лекций, 96 лабораторий всего.
Предварительное требование: Сварка 129A с минимальной оценкой C или удовлетворительной сдачей квалификационного экзамена по навыкам дуговой сварки под руководством инструктора по сварке SAC.
Этот курс предназначен для совершенствования ранее приобретенных навыков дуговой сварки и подготовки студента к сдаче сертификационного экзамена по сварке. Особое внимание уделяется сварке в вертикальном и потолочном положениях и подготовке испытательных листов (сталь 1 дюйм) с использованием процесса дуговой сварки в среде защитного газа (SMAW) E-7018 в соответствии с правилами и положениями Американского общества сварщиков, код D1.1. Книга. ХСС
Сварка 129C
Усовершенствованная дуговая сварка, уровень III
Ранее: Welding 029C, Advanced Arc Welding Level III
Единица(ы) : 3.0
Аудиторные часы: 16 лекций, 96 лабораторий всего.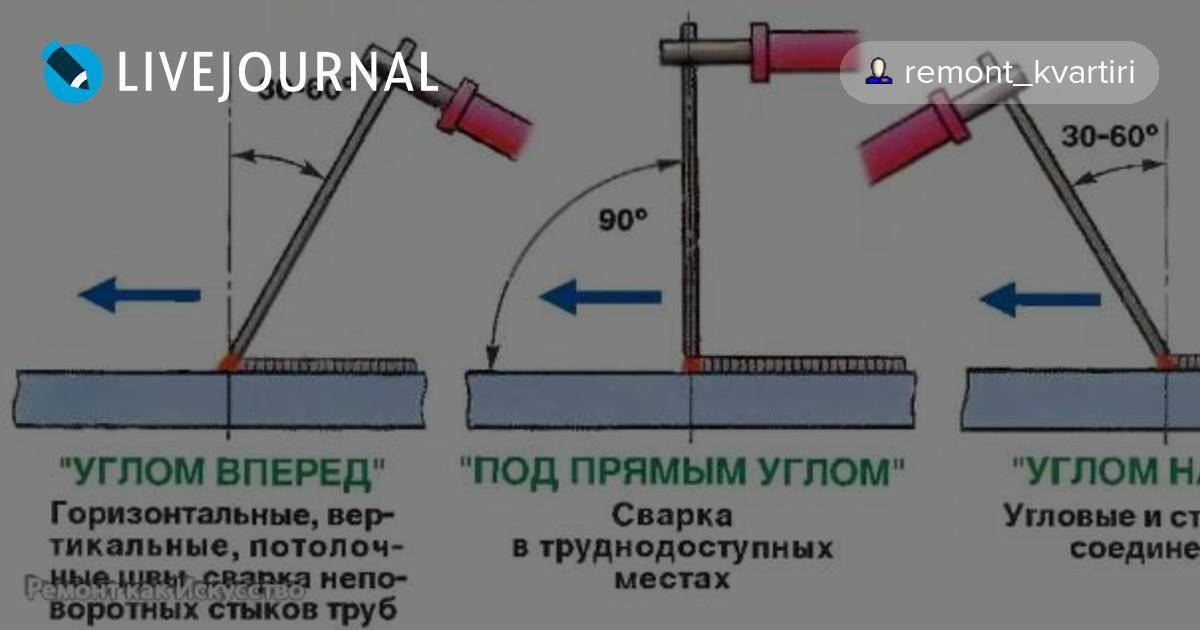
Предварительное требование: Сварка 129B с минимальной оценкой C или удовлетворительной сдачей квалификационного экзамена по навыкам дуговой сварки, проводимого инструктором по сварке SAC. Этот курс предназначен для улучшения и освоения ранее приобретенных навыков дуговой сварки учащегося до продвинутого уровня и подготовки учащегося к сдаче сертификационного экзамена по сварке. Особое внимание уделяется сварке в вертикальном и потолочном положениях и подготовке испытательных листов (сталь 1 дюйм) с использованием процесса дуговой сварки в среде защитного металла E-7018 в соответствии с правилами и положениями Американского общества сварщиков.На этом уровне учащиеся сдают сертификационный тест D1.1. ХСС
Сварка 129D
Усовершенствованная дуговая сварка, уровень IV
Ранее: Welding 029D, Advanced Arc Welding Level IV
Единица(ы) : 3,0
Аудиторные часы: 16 лекций, 96 лабораторий всего.
Предварительное требование: Сварка 129C с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по навыкам дуговой сварки, проводимого инструктором по сварке SAC.
Этот курс содержит инструкции первого уровня по принципам, оборудованию, методам сварки, режиму работы и технике безопасности при дуговой сварке проволокой с флюсовой проволокой, используемой для конструкционной стали. Он также предназначен для улучшения ранее приобретенных навыков дуговой сварки учащегося и подготовки учащегося к сдаче сертификационного экзамена по сварке D1.1. Особое внимание уделяется сварке в вертикальном и потолочном положениях и подготовке испытательных листов (сталь 1 дюйм) с использованием проволоки FCAW 2/32 (дуговая сварка порошковой проволокой).ХСС
Сварка 139A
Сварка в среде инертного газа, уровень I
Ранее: Сварка 039A, Сварка в среде инертного газа, уровень I
Единица(ы) : 3,0
Аудиторные часы: 16 лекций, 96 лабораторий всего.
Предпосылка : Сварка 108 с минимальной оценкой C или удовлетворительной сдачей экзамена по навыкам дуговой сварки.
Этот курс знакомит слушателей с дуговой сваркой вольфрамовым электродом в среде защитного газа (GTAW) и сваркой в среде инертного газа (MIG) алюминия, низкоуглеродистой стали и нержавеющей стали. ХСС
Сварка 139B
Сварка в среде инертного газа, уровень II
Ранее: Сварка 039B, Сварка в среде инертного газа, уровень II
Единица(ы) : 3,0
Аудиторные часы: 16 лекций, 96 лабораторий всего.
Предварительное требование: Сварка 139A с минимальной оценкой C или удовлетворительной сдачей квалификационного экзамена по навыкам сварки в среде инертного газа, проводимого инструктором по сварке SAC. Этот курс предназначен для повышения навыков сварки студентов в процессе дуговой сварки вольфрамовым электродом (GTAW) и в среде инертного газа (MIG). Особое внимание уделяется горизонтальному положению алюминия, мягкой стали и нержавеющей стали. ХСС
Этот курс предназначен для повышения навыков сварки студентов в процессе дуговой сварки вольфрамовым электродом (GTAW) и в среде инертного газа (MIG). Особое внимание уделяется горизонтальному положению алюминия, мягкой стали и нержавеющей стали. ХСС
Сварка 139C
Сварка в среде инертного газа, уровень III
Ранее: Сварка 039C, сварка в среде инертного газа, уровень III
Единица(ы) : 3.0
Аудиторные часы: 16 лекций, 96 лабораторий всего.
Требование: Сварка 139B с минимальной оценкой C или удовлетворительная сдача квалификационного экзамена по навыкам сварки в среде инертного газа, проводимого инструктором по сварке SAC. . Этот курс предназначен для того, чтобы дать учащимся навыки, необходимые для прохождения сертификационного экзамена по сварке методами GTAW и MIG. Студент должен освоить горизонтальное и вертикальное положение сварки вверх. ХСС
Студент должен освоить горизонтальное и вертикальное положение сварки вверх. ХСС
Сварка 140А
Сертификация сварщика I уровня
Ранее: Сварка 040A, сертификационный курс обучения сварке, уровень I
Единица(ы) : 3.0
Аудиторные часы: 16 лекций, 96 лабораторий всего.
Требование: Сварка 108 с минимальной оценкой C или удовлетворительной сдачей квалификационного экзамена по навыкам дуговой сварки. Это продвинутый курс, который включает лекции и практические занятия по сварке в различных областях сертификации с использованием дуговой сварки в защитных газах (SMAW), а также дуговой сварки флюсовой проволокой
(FCAW).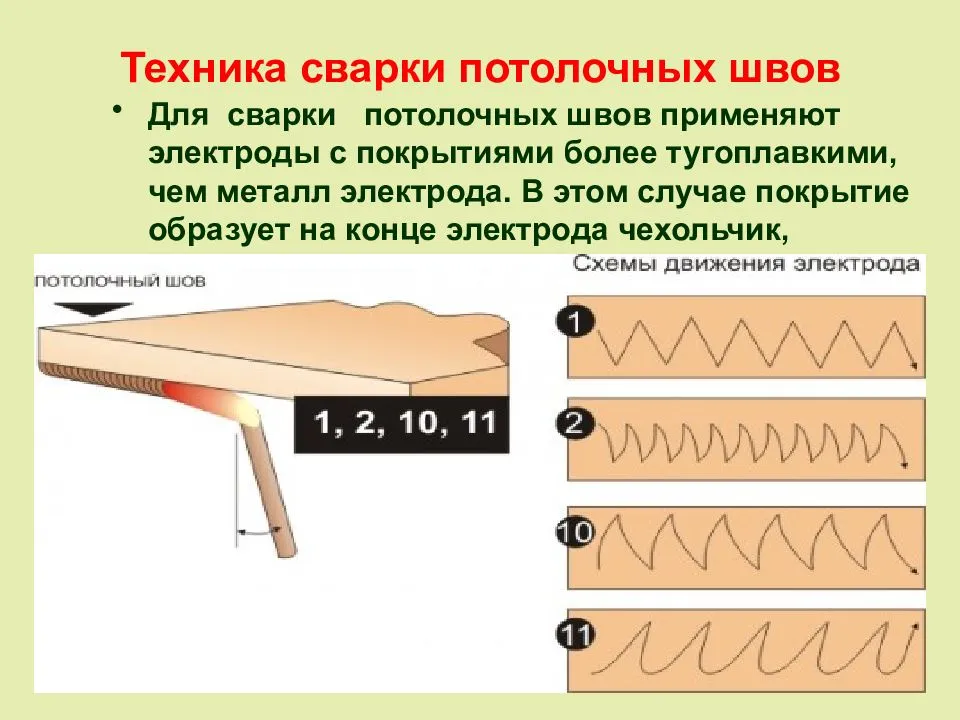 Студент сосредоточится на сварке в вертикальном и потолочном положении и подготовке испытательных листов. ХСС
Студент сосредоточится на сварке в вертикальном и потолочном положении и подготовке испытательных листов. ХСС
Сварка 140B
Сертификация сварщика II уровня
Ранее: Сварка 040B, сертификационный курс обучения сварке, уровень II
Единица(ы) : 3,0
Аудиторные часы: 16 лекций, 96 лабораторий всего.
Это продвинутый курс, который включает лекции и практические занятия по сварке в различных областях сертификации с использованием дуговой сварки защищенным металлом
(SMAW), а также дуговой сварки с флюсовой проволокой (FCAW) в вертикальном и потолочном положениях. .Студент сосредоточится на сварке SMAW, FCAW и труб в положениях 1G и 2G с использованием электрода E6010. ХСС
.Студент сосредоточится на сварке SMAW, FCAW и труб в положениях 1G и 2G с использованием электрода E6010. ХСС
Сварка 140C
Сертификация сварщиков, уровень III
Ранее: Сварка 040C, сертификационный курс обучения сварке, уровень III
Единица(ы) : 3,0
Класс Часы работы: 16 Лекция, 96 Лаборатория всего.
Требование: Сварка 140B с минимальной оценкой C или удовлетворительное завершение квалификационного экзамена по навыкам дуговой сварки под руководством инструктора по сварке SAC.Это продвинутый курс, который включает лекции и практические занятия по сварке в нескольких областях сертификации с использованием дуговой сварки защищенным металлом
(SMAW), а также дуговой сварки с флюсовой проволокой (FCAW) в вертикальном и потолочном положениях.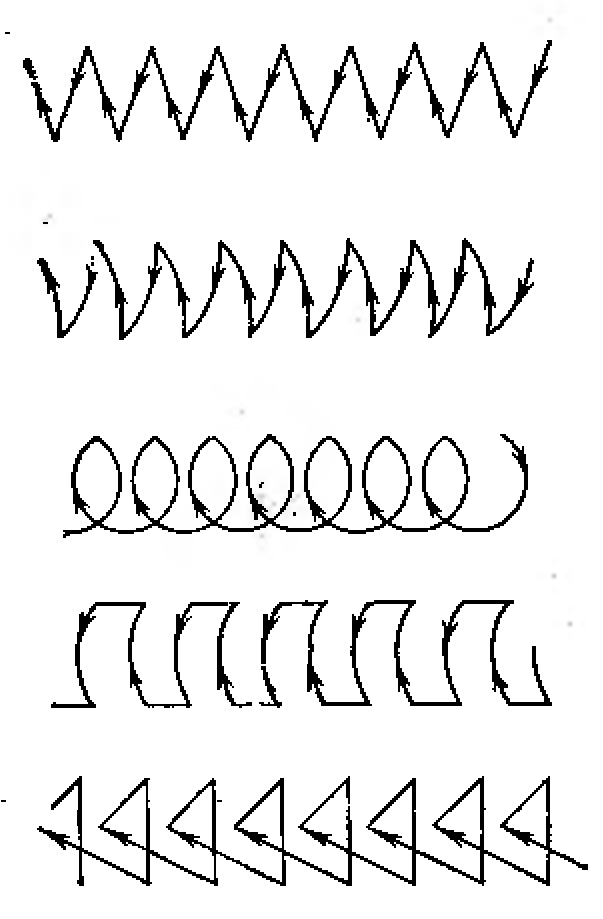 Студент сосредоточится на сварке SMAW, FCAW и труб в положениях 5G и 6G с использованием электрода E6010. ХСС
Студент сосредоточится на сварке SMAW, FCAW и труб в положениях 5G и 6G с использованием электрода E6010. ХСС
Сварка 141A
Подготовка к сертификационному экзамену по сварке, уровень I
Ранее: Сварка 041A, подготовка к сертификационному экзамену по сварке, уровень I
Единица(ы) : 3,0
часов занятий: 48 лекций всего.
Требование: Сварка 108 с минимальной оценкой C или удовлетворительной сдачей квалификационного экзамена по навыкам дуговой сварки под руководством инструктора по сварке SAC.
Этот практический курс предназначен для продвинутых студентов, изучающих сварку. Инструктаж будет охватывать проектирование, предварительный отбор основного/присадочного материала, процедуру/аттестацию сварщика, основы изготовления и испытания, как указано Американским обществом сварщиков (AWS) D1. 1. Спецификации Structural Code, ведущие к сертификации сварщиков в Лос-Анджелесе или AWS.ХСС
1. Спецификации Structural Code, ведущие к сертификации сварщиков в Лос-Анджелесе или AWS.ХСС
Сварка 141B
Подготовка к сертификационному экзамену по сварке, уровень II
Ранее: Welding 041B, подготовка к сертификационному экзамену по сварке, уровень II Единицы: 3,0
часов занятий: 48 лекций всего.
Требование: Сварка 141A с минимальной оценкой C.
Этот курс предназначен для продвинутых студентов, изучающих сварку. Инструктор расскажет о предварительно квалифицированном материале основы/присадки, процедуре/аттестации сварщика и тестировании, как указано Американским обществом сварщиков (AWS). D1.1 Спецификации Structural Code приводят к получению сертификатов сварщиков в Лос-Анджелесе или AWS. ХСС
Welding 153A
Math/Blue Print Reading for Welders
Ранее: Сварка 053, Чтение математики/чертежей для сварщиков
Единица(ы) : 3. 0
0
Класс Часы: 48 Всего лекций.
Этот класс предназначен для ознакомления студентов-сварщиков с математикой и чтением чертежей, а также с их применением для сварщиков, связанных со сварочной промышленностью. Акцент будет сделан на практических задачах математических (для сварщиков) измерений, инструментов, площади, объема, дробей, десятичных знаков и метрической системы. Этот курс позволит учащимся читать и интерпретировать рабочие и полевые чертежи и распечатки, связанные со сварочной промышленностью.ХСС
Сварка 153Б
Математика/синтетика для сварщиков
Единица(ы) : 3,0
Классные часы: 48 Всего лекций.
Это углубленный курс, предназначенный для того, чтобы учащиеся могли работать на более высоком уровне по математике и чтению чертежей, а также применять их для сварщиков, связанных со сварочной промышленностью.Упор будет сделан на обыкновенные дроби, десятичные дроби, периметр квадратов, площади
треугольника, объемы, длины окружностей кругов и периметр. Учащийся сможет читать и интерпретировать заводские и полевые чертежи, а также распечатки, связанные со сварочной промышленностью. ХСС
Сварка 154A
Начало работы с трубами
Ранее : Сварка 054A, Начальные принципы работы с трубами
Единица(ы) : 3.0
Аудиторные часы: 16 лекций, 96 лабораторий всего.
Условие: Сварка 125A с минимальным классом C.
В отрасли сварки труб требуется высококвалифицированный сварщик. Этот курс состоит из 112 часов обучения технике безопасности, подготовке, сварке, терминологии, чертежам и кодам. Акцент будет сделан на швы с открытой корневой разделкой на листе с использованием процесса дуговой сварки в защитном металле с использованием электродов E6010 и E7018.Студенты изучат терминологию труб и правильную практику, используемую в различных отраслях промышленности. ХСС
Сварка 154B
Сварка промежуточных труб
Ранее: Сварка 054B, Сварка промежуточных труб
Единица(ы): 3,0
Аудиторные часы: 16 лекций, 96 лабораторий всего.
Условие: Сварка 154A с минимальным классом C.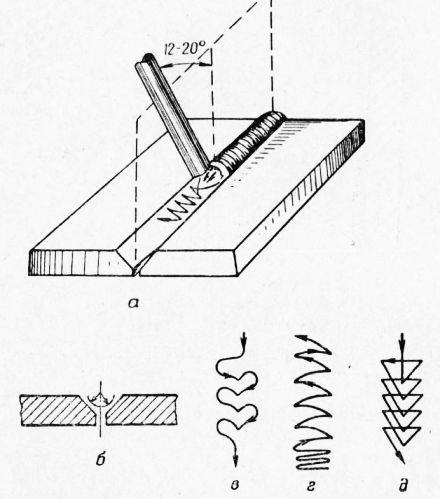
В отрасли сварки труб требуется высококвалифицированный сварщик. Этот курс состоит из 112 часов обучения технике безопасности, подготовке, сварке, терминологии, чертежам и кодам. Особое внимание будет уделено сварным швам с открытой корневой разделкой на трубах с использованием процесса дуговой сварки в среде защитного металла с использованием электродов E6010 и E7018. Студенты изучат терминологию труб и правильную практику, используемую в различных отраслях промышленности.Студенты познакомятся с технологией орбитальной сварки. ХСС
Сварка 154C
Усовершенствованная сварка труб
Ранее: Welding 054C, Advanced Pipe Welding
Единица(ы): 3,0
Аудиторные часы: 16 лекций, 96 лабораторий всего.
Условие: Сварка 154B с минимальным классом C.
В отрасли сварки труб требуется высококвалифицированный сварщик. Этот курс состоит из 112 часов обучения технике безопасности, подготовке, сварке, терминологии, чертежам и кодам. Особое внимание будет уделено сварным швам с открытой корневой разделкой на трубах с использованием процесса дуговой сварки в среде защитного металла с использованием электродов E6010 и E7018. Студенты изучат терминологию труб и правильную практику, используемую в различных отраслях промышленности.Студенты будут настраивать и эксплуатировать аппарат орбитальной сварки. ХСС
Сварка 155A
Начальное производство металла
Единица(ы) : 3,0
Аудиторные часы: 16 лекций, 96 лабораторий всего.
Требование: Сварка 125A с минимальной оценкой C или удовлетворительной сдачей квалификационного экзамена по навыкам дуговой сварки.Производителю сварочного производства требуется высококвалифицированный сварщик/слесарь.
Этот курс состоит из 112 часов обучения технике безопасности, подготовке, сварке, терминологии, чертежам и кодам. Особое внимание будет уделяться правильной эксплуатации цехового оборудования, сварке, сборке, металлическим профилям и различным методам сборки и сборки. ХСС
Сварка 155B
Производство промежуточных металлов
Единица(ы): 3.0
Аудиторные часы: 16 лекций, 96 лабораторий всего.
Требование: Сварка 155A с минимальной оценкой C или удовлетворительной сдачей квалификационного экзамена по навыкам дуговой сварки.
Этот курс состоит из 112 часов обучения технике безопасности, подготовке, сварке, терминологии, чертежам и кодам. Особое внимание будет уделяться правильной эксплуатации цехового оборудования, сварке, сборке, металлическим профилям и различным методам сборки и сборки.Например, аэрокосмический, военный или специальный инструмент, который может помочь сохранить жесткие допуски, требуемые инженером. Студенты изучат терминологию изготовления и правильную практику, используемую в различных отраслях промышленности. Этот курс предназначен для адаптации и повышения квалификации в соответствии с отраслевыми стандартами, а также для развития производственных навыков, дополняющих и расширяющих навыки сварки. ХСС
Сварка 156A
Начало роботизированной сварки
Ранее: Сварка 056A, Начало роботизированной сварки
Единица(ы) : 3. 0
0
C девушка Часы работы: 32 лекция, 48 лаборатория общ.
Предварительное требование: Сварка 108 с минимальной оценкой C. Одновременное зачисление на сварку 157A. Курс представляет собой базовый курс программирования, который учит студентов, как безопасно манипулировать роботом с помощью надлежащего использования роботизированного контроллера и обучающего подвесного пульта. Этот курс также знакомит слушателей с процессом дуговой сварки металлическим газом и порошковой проволокой.Особое внимание уделяется безопасным методам эксплуатации, обращению со сжатыми газами и их хранению, принципам процесса, идентификации компонентов, различным методам сварки, а также идентификации основного и присадочного металла. Этот курс является введением в робототехнику/лазерную технологию. (То же, что и Инженерное дело 156А). ХСС
Сварка 156B
Промежуточная роботизированная сварка
Ранее: Сварка 056B, Промежуточная роботизированная сварка
Единица(ы): 3. 0
0
Класс часов: 32 лекции, 48 лаборатория всего.
Предварительные требования: Сварка 156A и Сварка 157A с минимальной оценкой C. Одновременное зачисление на курс сварки 157B. Курс роботизированной сварки учит учащихся, как безопасно манипулировать роботом с помощью надлежащего использования контроллера робота и подвесного пульта обучения. Особое внимание уделяется безопасным методам эксплуатации, обращению со сжатыми газами и их хранению, принципам процесса, идентификации компонентов и процедурам сварки.Учащиеся смогут вводить процедуры сварки, поворотные рамы, круговые движения, ткачество, команды копирования-удаления, шеститочечный инструментальный центр и другие действия, связанные с процессом роботизированной сварки. (То же, что и Инженерное дело 156Б). ХСС
Сварка 156C
Передовая роботизированная сварка
Ранее: Welding 056C, Advanced Robotic Welding
Единица(ы): 3.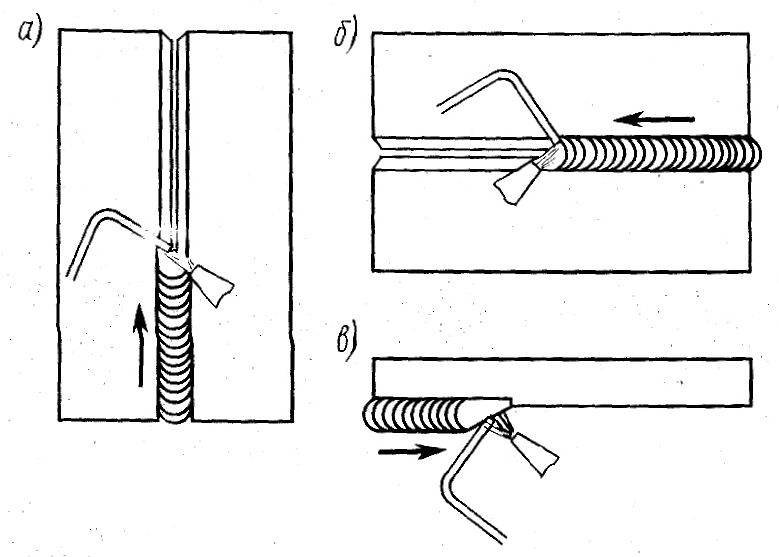 0
0
Класс часов: 32 лекции, 48 лаборатория всего.
Предварительное требование: Сварка 156B с минимальной оценкой C. Одновременное зачисление на курс сварки 157C. Усовершенствованный курс роботизированной сварки учит учащихся, как безопасно манипулировать роботом с помощью правильного использования контроллера робота и подвесного пульта обучения. Особое внимание уделяется безопасным методам эксплуатации, обращению со сжатыми газами и их хранению, принципам процесса, идентификации компонентов и процедурам сварки.Учащиеся смогут создавать программы по безопасности роботизированной сварки, управлению TPP, пользовательским кадрам, скоординированному движению, TAST, TAST-RPM, регистрам положения и смещениям, прикосновениям и датчикам, а также действиям, связанным с процессом роботизированной сварки. (То же, что и Инженерное дело 15). ХСС
ХСС
Сварка 157A
Базовое программирование роботов
Единица(ы): 3.0
Аудиторные часы: 16 лекций, 96 лабораторий всего.
Предварительное условие: сварка 108 с минимальной оценкой C. Одновременное зачисление на сварку 156A. Это базовый курс программирования, который учит студентов, как безопасно манипулировать промышленным роботом с помощью правильного контроллера. Темы включают безопасные методы эксплуатации, линейные перемещения, системы координат, программирование Teach Pendant и интеграцию программного и аппаратного обеспечения.(То же, что и Инженерное дело 157А). ХСС
Сварка 157В
Промежуточное программирование роботов
Единица(ы): 3,0
Аудиторные часы: 16 лекций, 96 лабораторий всего.
Предварительное требование: Сварка 156A и Сварка 157A с минимальной оценкой C. Одновременное зачисление на сварку 156B. Этот курс представляет собой курс программирования, который учит студентов, как безопасно манипулировать промышленным роботом с помощью правильного использования контроллера. Темы включают безопасные методы работы, круговые движения, настройку робота, расширенное программирование и функции Teach Pendant, а также вспомогательное оборудование. (То же, что и Инженерное дело 157Б).ХСС
Сварка 157C
Расширенное роботизированное программирование сварки
Единица(ы): 3,0
Аудиторные часы: 16 лекций, 96 лабораторий всего.
Требование: Сварка 156B и Сварка 157B с минимальной оценкой C.Параллельная регистрация в Welding 156C.
Это расширенный курс программирования, который учит студентов, как безопасно манипулировать промышленным роботом с помощью надлежащего использования контроллера. Темы включают безопасные методы эксплуатации, логические команды и системы координат, расширенное программирование Teach Pendant, сетевую интеграцию, моделирование и интеграцию программного и аппаратного обеспечения. (То же, что и Инжиниринг 157С). ХСС
Сварка 160
Введение в процесс валидации и проверки процесса лазерной сварки: уровень 1
шт. : 3.0
: 3.0
Класс часов: 18 лекция, 108 лаборатория всего.
Этот курс предназначен для ознакомления студентов с валидацией лазерной сварки и развитием производственных возможностей с использованием оборудования для сварки волоконным лазером. ХСС
Сварка 161
Проверка процесса планирования и проверка процесса лазерной сварки: уровень 2
Единица(ы): 3.0
Класс Часы работы: 18 Лекция, 108 Лаборатория
Условие: Сварка 160 с минимальным классом C всего.
Этот курс предназначен для ознакомления студентов с процессом лазерной сварки, сосредоточенным на трех основных мероприятиях: план квалификации установки (IQ), план эксплуатационной квалификации (OQ) и план квалификации производительности (PQ) в соответствии с MVP.