КАК ПРАВИЛЬНО ПАЯТЬ ПОЛИПРОПИЛЕНОВЫЕ ТРУБЫ — САНТЕХОПТ
На сегодняшний день пайка труб из полипропилена является очень актуальным и востребованным вопросом. Это связано с тем, что современный рынок переполнен огромным количеством производителей полипропиленовых труб и соответственно моделей аппаратов для сварки к ним, которые все мы привыкли называть паяльниками. И человек, которому нужно выполнить монтаж водопровода или отопления, немного ознакомившись с особенностями такой работы, наверняка, принимает решение самостоятельно ее выполнить. Главное внимательно разобраться с технологией, выбрать качественный паяльник и запастись терпением. При таком подходе к делу положительный результат будет всегда гарантирован. Мы предлагаем найти ответ на вопрос: как правильно паять полипропиленовые трубы? Для того чтобы понять как правильно паять полипропиленовые трубы, необходимо знать их параметры и классификацию. В настоящий момент современный рынок предлагает две основные категории полипропиленовых труб: PN 20 – универсальная труба с максимальным давлением 20 атм.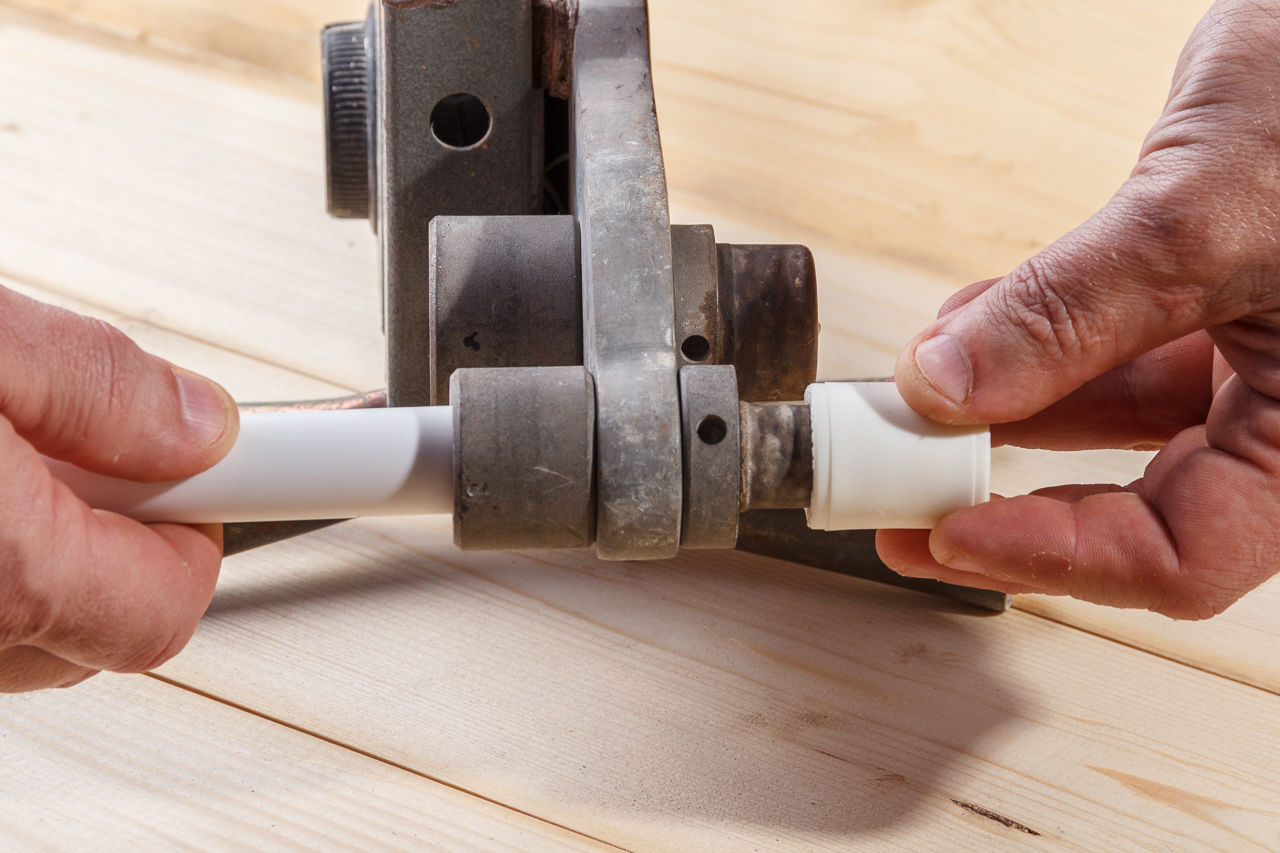



Советы
Вопрос, как спаять пластиковые трубы, с одной стороны простой, он все же имеет некоторые нюансы, знание о которых позволит проделать качественную и надежную установку. Так, к примеру, внутренний диаметр не разогретого фитинга должен быть меньшим наружного диаметра спаиваемой трубы. Если в холодный фитинг свободно заходит не разогретая труба, такая деталь считается браком и ее не следует использовать.
|
Диаметр труб, мм |
Ширина свариваемого пояса, мм |
Время нагрева деталей, сек |
Время соединения, сек |
Время остывания пайки, мин |
|
20 |
14-16 |
6 |
4 |
2 |
|
25 |
15-18 |
7 |
4 |
2 |
|
32 |
16-21 |
8 |
6 |
4 |
|
40 |
18-22 |
12 |
6 |
4 |
|
50 |
20-25 |
18 |
6 |
4 |
|
63 |
24-28 |
24 |
8 |
6 |
Если все будет сделано правильно, то на фитинге, в месте сварки будет иметься равномерный наплыв. В случае если такового не будет, значит, пайка была произведена неправильно, а поэтому надежность конструкции подвержена сомнению. Лучше всего перед тем, как производить сварку пластиковых труб, несколько раз потренироваться. Такой подход позволит набраться некоторого опыта и навыков, чтобы в дальнейшем правильно и качественно паять полипропиленовые трубы в Херсоне.
В случае если такового не будет, значит, пайка была произведена неправильно, а поэтому надежность конструкции подвержена сомнению. Лучше всего перед тем, как производить сварку пластиковых труб, несколько раз потренироваться. Такой подход позволит набраться некоторого опыта и навыков, чтобы в дальнейшем правильно и качественно паять полипропиленовые трубы в Херсоне.
При какой минимальной температуре воздуха можно паять полипропиленовые трубы, можно паять на морозе?
Если речь о качественном монтаже водопровода с использованием полипропиленовых труб, то я бы настоятельно не советовал паять трубы при отрицательных температурах.
Время прогрева (по таблице) не ориентир, при низких температурах придётся увеличивать время прогрева и делать это по сути «на глаз».
Увеличивать температуру на паяльнике не советую, увеличивается только время прогрева.
Далее, на морозе труба быстро остывает, после прогрева работать нужно без задержек.
На морозе полипропиленовая труба становится более хрупкой, это особенно актуально если речь об армированных алюминием ПП трубах.
Вот такую
полипропиленовую трубу арилированную стекловолокном зачищать (шейвером) не нужно перед пайкой, в отличие от алюминия.То есть система заполняется водой.
На морозе (после испытания системы) вода тут же замёрзнет, её нужно сливать и причём в обязательном порядке, сделать это довольно проблематично.
Если речь о наружных работах, то вначале выкапывается траншея (глубина ниже точки промерзания в Вашей местности).
Заниматься земляными работами и тем более в ручном режиме (лопата) крайне сложно в замёрзшем грунте.
Если речь о квартире (к примеру Новостройка, отопление ещё не дали), то и в этом случае не советую паять полипропилен на морозе.
Такие трубы паяются при температуре не ниже + 5 (рекомендация от производителя) градусов (наиболее предпочтительный вариант, комнатная температура), минимально допустимая 0 градусов и не ниже.
Но если ситуация аварийная, то в принципе работать можно и в мороз, неоднократно занимался ремонтом водопровода зимой, впаивал фитинги, отрезки трубы, при температуре в — 10 и даже чуть ниже градусов.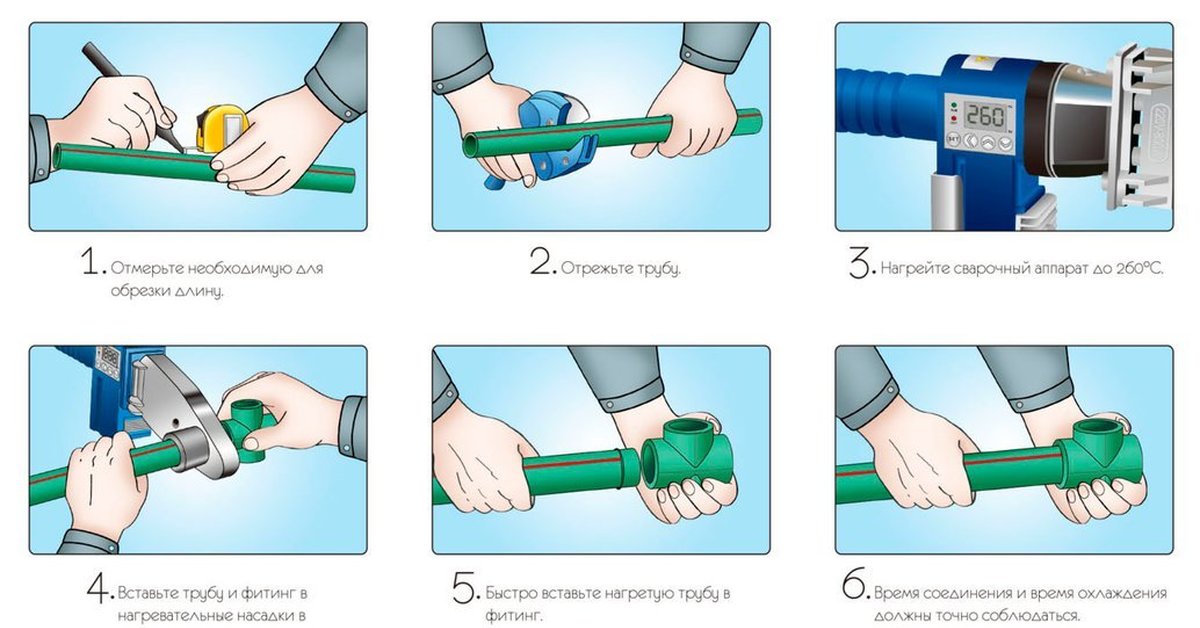
То есть паять на морозе можно, но качество пайки будет под вопросом.
Если ситуация не аварийная, то настоятельно рекомендую заниматься этими работами (монтаж водопровода) только в тёплое время года, или же в отапливаемом помещении.
Но если так получилось, не допускайте замерзания воды в трубах (полипропилен разный, но всё же), особенно если речь идёт о тонкостенных полипропиленовых трубах.
Узнаем как паять полипропиленовые трубы правильно?
Полипропиленовые трубы получают постепенно самое широкое распространение. Причины для этого есть. Полипропиленовые трубы и фитинги к ним сравнительно дешевые. Соединение фитинга и трубы не течет впоследствии, его можно назвать чуть ли не вечным, как и сами трубы. Но важно понимать, как паять полипропиленовые трубы. Помните, что правильная технология – это залог успеха.
Технология пайки
Процесс сварки (пайки) прост до невозможности! Полипропилен становится эластичным при термическом нагреве – он переходит в состояние, которое можно сравнить с пластилином. Когда материал остывает, то его структура резко твердеет. Научно этот процесс называют полиэфирной сваркой. Когда вы приобретете достаточный опыт спайки полипропиленовых труб, тогда она вам будет казаться невероятно легкой.
Когда материал остывает, то его структура резко твердеет. Научно этот процесс называют полиэфирной сваркой. Когда вы приобретете достаточный опыт спайки полипропиленовых труб, тогда она вам будет казаться невероятно легкой.
Методики пайки
Сейчас паяют двумя способами. Муфтовая пайка – это соединение двух труб с помощью специальной муфты или куска трубы, которая имеет диаметр больше, чем два свариваемых элемента. Такой способ применяют, если свариваемые трубы имеют диаметр менее, чем 63 мм.
Прямая пайка – это просто соединение двух смежных граней труб без каких-то третьих дополнительных элементов. Этот вариант предпочтительнее в плане эстетики, но сложнее в плане исполнения.
Для выполнения такой (прямой) пайки требуется опыт. Как правильно паять полипропиленовые трубы? Эти оба описанных варианта считаются правильными, у каждого способа есть свои нюансы и особенности. Выбор вы сделаете сами, но чаще для бытовых нужд паяют с помощью муфт.
Паяльники
Для пайки любым из вышеописанных методов потребуется специальное оборудование, а в частности, специальный паяльник. Если разобраться в конструкции паяльника для полипропиленовых труб, то он «близкий родственник» утюгу. Главная часть прибора – это массивный нагреватель. Из этого нагревателя выходят основания под специальные съемные насадки, прилагающиеся в комплекте с прибором (металлические болванки различных диаметров).
Если разобраться в конструкции паяльника для полипропиленовых труб, то он «близкий родственник» утюгу. Главная часть прибора – это массивный нагреватель. Из этого нагревателя выходят основания под специальные съемные насадки, прилагающиеся в комплекте с прибором (металлические болванки различных диаметров).
Если мы говорим о том, как паять полипропиленовые трубы своими руками, то нам подходит вышеописанный паяльник. Он бытовой и годится для паяния с применением муфт. Если мы затрагиваем промышленную пайку, то тут нужен особый паяльник для пайки полипропиленовых труб встык. Конструктивно такой паяльник дополнительно имеет систему для отцентровки свариваемых элементов.
Также паяльники могут подразделяться по мощности. Как правило, мощность заметно влияет на цену паяльника, хотя есть и другие составляющие в ценообразовании на прибор.
Процедура сварки
Главное правило: пайка должна осуществляться при обеспечении хорошей вентиляции помещения. Плавка полимеров вызывает токсичные вещества, если вдохнуть их в переизбытке, то здоровью человека будет нанесен ощутимый вред. Также стоит иметь защитные перчатки, очки и респиратор. Но, стоит повториться с главным правилом, которым не стоит пренебрегать. Как паять полипропиленовые трубы в плане безопасности своего здоровья? С притоком достаточного объема свежего воздуха!
Также стоит иметь защитные перчатки, очки и респиратор. Но, стоит повториться с главным правилом, которым не стоит пренебрегать. Как паять полипропиленовые трубы в плане безопасности своего здоровья? С притоком достаточного объема свежего воздуха!
При какой температуре паять полипропиленовые трубы?
Если вы используете для сварки труб специализированный паяльник, а другие варианты даже не могут рассматриваться, то вопросы о правильной температуре сварки у вас даже и возникать не должны. Ваш паяльник оснащен всегда зеленым индикатором, когда он загорается, то можно приступать к работе. Если температурный вопрос интересен вам просто для общего развития или ваш паяльник оснащен рукояткой для выставления температуры пайки, то температура сварки полипропиленовых труб составляет 260 градусов. Перед сваркой двух труб, у них снимается фаска и эти места обезжириваются.
Время пайки
В вопросах о том, как паять полипропиленовые трубы, важным фактором является время. Малое время выдержки на паяльнике плохо расплавит элементы, что приведет к плохому соединению. Если вы передержите элементы на паяльнике, то они начнут деформироваться и менять свою структуру, что тоже не дает гарантии качественного соединения.
Малое время выдержки на паяльнике плохо расплавит элементы, что приведет к плохому соединению. Если вы передержите элементы на паяльнике, то они начнут деформироваться и менять свою структуру, что тоже не дает гарантии качественного соединения.
Если ваша свариваемая труба имеет диаметр 20 мм, то выдерживать ее на разогретом паяльнике нужно около 8 секунд, столько же времени понадобится, чтобы приварить элементы друг другу. Нормой охлаждения в этом случае принято считать 2 минуты.
Если вы свариваете трубы диаметром 40 мм, то разогревайте их по 18 секунд, для качественной сварки вам потребуется удерживать смежные элементы около 20 секунд, время полного остывания составляет 5 минут в данном случае.
Если ваши свариваемые элементы имеют диаметры между 20 мм и 40 мм, то вы можете самостоятельно рассчитать все параметры, исходя из приведенных нами примеров.
Рассмотрим подробно, как паять армированные полипропиленовые трубы. Тут главный момент – это снятие защитного материала. Зачем? Чуть ниже проясним. Также нужно понимать, что фольга в структуре трубы (армирующий слой) требует обязательно дополнительного нагрева.
Зачем? Чуть ниже проясним. Также нужно понимать, что фольга в структуре трубы (армирующий слой) требует обязательно дополнительного нагрева.
Особенность спайки таких труб – это их увеличенный диаметр, как правило, такие трубы не подходят к бытовым паяльникам. Чтобы решить эту проблему, трубы требуется зачистить перед процессом пайки. Можно использовать для этого специальный швейер (торцеватель для полипропиленовых труб), принцип его работы немного схож с точилкой для карандашей. Швейер нужен для снятия наружного слоя с трубы, торцеватель снимает внутренний слой трубы. Девайс выбирают, исходя из расположения армирующего слоя на трубе.
Исключением из вышеописанного являются трубы, которые армируются не алюминием, а стекловолокном. В этом случае все стандартно и без сложностей. Теперь вы знаете, как паять полипропиленовые трубы для отопления, потому как армирующий слой присутствует только у полипропиленовых труб с назначением для отопления.
Типичные ошибки при спайке труб
Чтобы не допускать ошибок, не нужно спешить.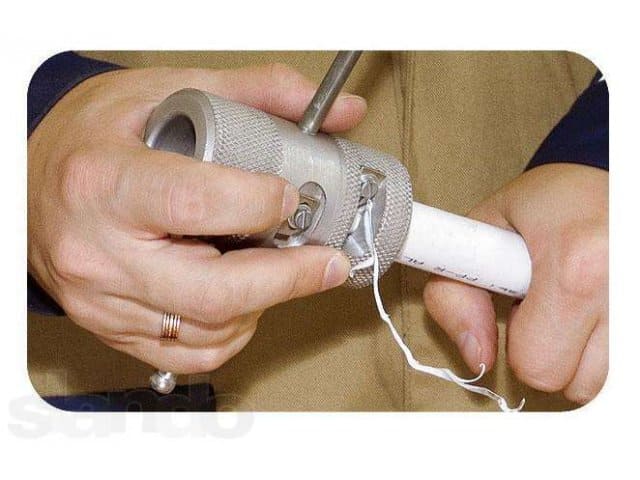 Есть несколько распространенных ошибок, которые допускаются при пайке полипропиленовых труб:
Есть несколько распространенных ошибок, которые допускаются при пайке полипропиленовых труб:
- Оставленная жировая пленка на трубе (забыли обезжирить).
- Непрямой угол срезки свариваемых элементов (криво срезали грани).
- Слабая посадка конца трубы внутрь фитинга (малый опыт в работе).
- Недостаточный или слишком долгий прогрев спаиваемых деталей (малый опыт в работе).
- Некачественное снятие армирующего слоя с трубы (невнимательность).
- Корректировка расположения свариваемых деталей после их начального полимерного схватывания (малый опыт в работе).
Когда вы достаточно много знаете о том, как паять полипропиленовые трубы, то этот вопрос уже не кажется вам сложным. Разводка трубами из полипропилена помогает вам заметно экономить не только ваши деньги, но и ваше время. Есть один момент, который многих смущает при выборе полипропиленовых труб, – это якобы их неэстетичность. Но, стоит заметить, что никакие трубы не выглядят привлекательно. Желательно делать, по возможности, скрытый монтаж любых трубопроводов.
Желательно делать, по возможности, скрытый монтаж любых трубопроводов.
Как спаять самостоятельно полипропиленовые трубы
В частном секторе стальные коммуникации уходят в прошлое, хотя от них нередко избавляются и собственники квартир в процессе капитального ремонта. Полипропиленовые трубы привлекают низкой ценой, эстетичным внешним видом, отсутствием необходимости систематического удаления ржавчины и окрашивания – словом, преимуществ их установки достаточно. А если добавить и возможность самостоятельного монтажа системы, на чем получается неплохо сэкономить, огромная популярность ППТ вполне объяснима. Зная, как их грамотно паять, можно обойтись без услуг специалиста. Тем более что такая работа никакой сложности не представляет.
Полезная информация
Чтобы пайка полипропилена была действительно безупречной, следует немного «подковаться» в плане теории.
- ППТ – общее наименование продукции. Полипропиленовые трубы поставляются на рынок в большом сортаменте, и каждая группа характеризуется особыми свойствами и спецификой применения.
 Покупать их по принципу «что было», «хорошо, что дешевле, чем у других» – фатальная ошибка некомпетентных людей. Даже если пайка и была выполнена грамотно, результат эксплуатации системы может и не порадовать.
Покупать их по принципу «что было», «хорошо, что дешевле, чем у других» – фатальная ошибка некомпетентных людей. Даже если пайка и была выполнена грамотно, результат эксплуатации системы может и не порадовать. - Технология основана на способности полимера размягчаться (плавиться) при повышении температуры выше порогового значения – он становится как пластилин. При ее снижении до нормальной величины полипропилен отвердевает. Причем стык получается полностью герметичным за счет молекулярных связей между трубой и фитингом. Отсюда и еще одно название такой пайки: полифузная сварка.
- Существует две технологии соединения изделий из полипропилена. Для труб небольшого сечения (до 65 мм) используется преимущественно муфтовая методика. Способ прямого контакта – для профессионалов. В этом случае трубы сочленяются напрямую прижимом расплавленных торцов. Потому и сварочные аппараты для каждой из методик применяются разные. При покупке (аренде) оборудование данный нюанс нужно учитывать.

Что понадобится для пайки полипропилена:
- Труборез или мини-гильотина. Для раскроя полипропилена нужен специальный инструмент, так как на качество пайки влияет чистота среза.
- Шейвер. Он необходим, если приходится иметь дело с армированной ППТ.
- Приспособления: угольник, рулетка, карандаш (маркер).
- Жидкость для обезжиривания рабочих участков.
Технология пайки ПП труб
В процессе нагрева полипропилен выделяет токсичные компоненты. Поэтому работы по его сварке проводятся на открытом воздухе или в помещении с эффективной вытяжкой.
Этап подготовки
- По диаметру трубы подбирается насадка на нагревательный элемент из комплекта принадлежностей.
- На регуляторе температуры «утюга» выставляется значение +260 0С.
- На конце полипропиленовой трубы производится разметка, снимается фаска, и материал тщательно обезжиривается.

Сварка полипропиленовых деталей
- Нагревательный элемент «утюга» имеет 2 выступа. На один насаживается фитинг, на другой – конец трубы.
- Выдержка в течение нескольких секунд. Конкретный интервал зависит от диаметра полипропиленовой трубы (толщины ее стенок). «Недогрев» пластика чреват ненадежностью соединения ввиду плохой диффузии, а передержка влечет его текучесть. Страдает качество, а в полости образуются наплывы. Если они значительные, снижается Ду трубы, а это одна из важнейших характеристик. В инструкции к паяльной станции имеется специальная таблица соответствия диаметров и времени.
- После должного нагрева полипропиленовые «детали» снимаются с болванок и прочно стыкуются. Отвердевание расплавленных кромок тоже характеризуется некоторым временем (указывается в таблице), поэтому и здесь необходима определенная выдержка, от 2 до 5 секунд.

В первые 1–2 сек можно выправить муфту для совпадения продольных осей ее и полипропиленовой трубы. Но проворачивать фитинг нельзя!
Особенности сварки труб с армированием алюминием
Для пайки ППТ с защитным слоем из стеклопластика технология, описанная выше, не меняется.
- Наличие металла в структуре ППТ требует больше времени на ее нагрев. И лучше оптимальную выдержку определить экспериментально – инструкции на паяльные станции ориентированы на однослойные, обычные полипропиленовые трубы. Пара фитингов, отходы, оставшиеся от раскроя – расходы по материалам мизерные, зато потом можно быть уверенным в качестве выполненных соединений.
- Полипропиленовые трубы с алюминиевым слоем требуют тщательной зачистки. Причина – в частом несовпадении диаметров изделий и бобышек сварочного аппарата. Вот здесь и понадобится швейер. Его надевают на конец полипропиленовой трубы и вращают вокруг оси до тех пор, пока не покажется внутренний слой пластика.
 Верхний и фольга срезаются ножами приспособления.
Верхний и фольга срезаются ножами приспособления.
Данная методика применима для труб, защитный слой в которых располагается ближе к поверхности. В изделиях некоторых производителей он точно по центру среза. В этом случае лучше пользоваться торцевателем. Отличие от швейера – в расположении режущих кромок.
Опытные мастера советуют сначала приобретать полипропиленовую трубу, а уже потом, в зависимости от ее модификации, приспособления для пайки.
Наиболее распространенные ошибки при сварке:
- Ненадлежащее обезжиривание конца трубы. На поверхности остаются фрагменты пленки, и качество пайки резко снижается.
- «Кривой» срез торцевой части. Он должен быть перпендикулярным продольной оси изделия.
- Неплотная стыковка фитинга с полипропиленовой трубой после нагрева.
- Попытка исправить положение детали после частичного отвердевания пластика: протечки в инженерной системе гарантированы.
 Даже если визуально трещину не обнаружить, при работе в коммуникации, под давлением она быстро проявится.
Даже если визуально трещину не обнаружить, при работе в коммуникации, под давлением она быстро проявится. - Временная выдержка выбрана неправильно: недостаточный нагрев или чрезмерное расплавление полипропилена.
- Неполное удаление фольги. Кроме плохой пайки, ее «лепестки» загибаются внутрь. Со временем в этом месте образуются наслоения. А так как соединение неразъемное, придется вырезать данный участок и производить монтаж (пайку) заново. Довольно проблематично, особенно если речь о ремонте системы отопления в зимний период.
Интернет-магазин alfatep.ru предлагает полипропиленовые трубы лучших марок по цене производителей, а также оборудование и расходные материалы для их пайки. В разделе сайта «Контакты» или по телефону 8 (495) 109 00 95 можно получить квалифицированную консультацию по порядку монтажа инженерной коммуникации, а также оставить заявку. При необходимости специалисты технической службы разработают проект системы и выполнят весь комплекс работ с высоким качеством. Гарантируем оперативную доставку товара клиенту нашими силами независимо от региона проживания. Делаем значительные скидки, предоставляем кредиты на льготных условиях – обращайтесь, останетесь довольны.
В разделе сайта «Контакты» или по телефону 8 (495) 109 00 95 можно получить квалифицированную консультацию по порядку монтажа инженерной коммуникации, а также оставить заявку. При необходимости специалисты технической службы разработают проект системы и выполнят весь комплекс работ с высоким качеством. Гарантируем оперативную доставку товара клиенту нашими силами независимо от региона проживания. Делаем значительные скидки, предоставляем кредиты на льготных условиях – обращайтесь, останетесь довольны.
Распространенные проблемы Пайка труб Как подготовить медные соединения
Для большинства из нас пайка не является повседневной задачей. Для некоторых это способность, которая включает дополнительный уровень к вашим навыкам изготовления труб своими руками. Независимо от того, где вы находитесь в области знаний, вы, вероятно, столкнетесь с проблемами пайки медных труб.
Наиболее типичная самостоятельная пайка медных труб приходится на трубы, поэтому требуется некоторая специальность. Вам нужна питьевая вода, а не то, что действительно заражено флюсом и припоем.
Вам нужна питьевая вода, а не то, что действительно заражено флюсом и припоем.
При правильном оборудовании, информации и настойчивости вы сможете избежать самых серьезных проблем с пайкой медных труб.
Горелка с правильной температурой
Пламя, которое вы используете, и температура газовой горелки исключительно важны. Если пламя слишком горячее, стык сгорит. Если у вас слишком холодное пламя, и ваш припой не будет плавиться или эффективно связываться. В зависимости от уровня ваших способностей есть 2 метода определения уровня температуры. Газовая горелка MAPP отлично подойдет, если вы хотите работать быстро и имеете опыт.Он успешно плавит бессвинцовый припой в течение 5-10 секунд, и по этой причине является предпочтительным выбором по сравнению со стандартным пропаном.
Более высокая температура также означает, что соединение может стать слишком горячим и расплавиться быстрее. Если флюс станет черным, ваш припой не потечет. С другой стороны, жидкий пропан сводит к минимуму опасность возгорания, так как тепло менее интенсивное, но столь же надежное.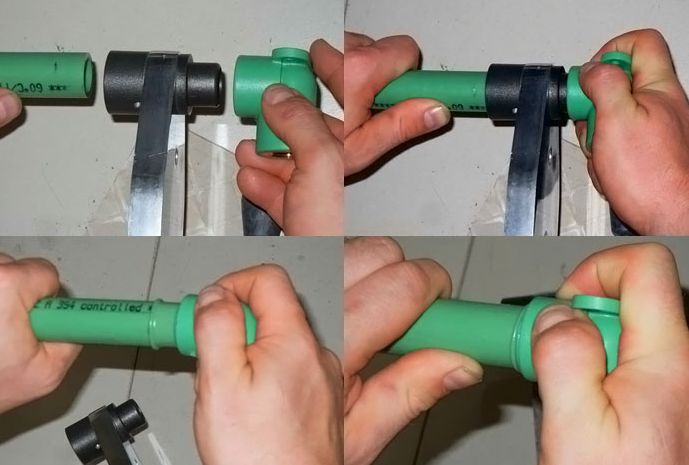
Тип используемого пламени является еще одной причиной возникновения проблем при пайке медных труб.Конусообразное пламя может концентрировать избыточное тепло в одном месте, что приводит к нежелательному возгоранию. Из-за этого огонь из бутонов розы является гораздо лучшей альтернативой. Фонарь наверняка будет ближе к стыку, однако огонь обвивается вокруг медной трубы. Это нагревает все соединение до одинакового уровня температуры, давая припою лучшую настройку для склеивания.
Флюс для пайки
Используйте Just Enough Flux
Флюс представляет собой кислотное химическое чистящее средство, которое очищает поверхность меди, но дополнительно способствует соединению припоя с медью.
Наносится на стык перед началом пайки, нужно использовать правильное количество. Недостаточное количество флюса, и припой не будет образовывать соединение по всему соединению. Это может привести к проблемам с утечкой воды, как и с трубами из ПВХ.
При использовании избыточного флюса лишний флюс, скорее всего, будет вдавливаться внутрь соединения. Хотя это может показаться отличным вариантом для создания надежной и надежной связи, флюс будет только комкаться, а также перемещаться по вашим трубопроводам и влиять на высокое качество питьевой воды.В какой-то момент кислотный флюс дополнительно проест дырку в трубе и вам также нужно будет справиться с протечкой.
Убедитесь, что вы используете флюс на водной основе, чтобы уменьшить воздействие на систему водоснабжения в случае попадания внутрь трубы любого типа. Но самое главное, используйте кисть, чтобы равномерно распределить тонкий слой по суставу. И, как указывалось ранее, лучше использовать меньший нагрев, поскольку вы не хотите сжигать флюс. Припой точно не проникнет в соединение.
Припой для медных труб
Используйте качественный припой
Современный припой течет довольно быстро, как только достигает точки плавления, поэтому вам необходимо подготовиться.Начните с качественного припоя и наметьте стратегию.
Silvabrite 100 — один из лучших припоев для меди, содержащий 95,5 % олова, 4 % меди и 0,4 % серебра.
Главное не использовать слишком много или недостаточно, так как у вас точно возникнут проблемы с пайкой медных трубопроводов. Как и в случае с флюсом, недостаточное количество припоя и ваше соединение не будет склеиваться или создавать водонепроницаемое уплотнение. И если используется слишком много, она может двигаться внутри сустава, а также создавать препятствие или препятствие для прохождения воды.
Как правило, будет лучше, если вы будете следовать этому руководству, использовать полдюйма припоя для соединения в полдюйма и придерживаться соответствующего размера для соединений разных размеров. Как говорится, «семь раз отмерь, один раз отрежь», постоянно проверяйте количество припоя, которое собираетесь использовать, прежде чем зажигать горелку.
Вы понимаете, что уровень температуры будет правильным, когда припой начнет плавиться, поэтому вы хотите удерживать припой на месте перед добавлением тепла. И имейте в виду, цель состоит в том, чтобы создать плотное уплотнение вокруг соединения. Чтобы сделать это, вы хотите позволить припою течь в соединение с помощью метода, известного как капиллярное действие. Это техника втекания жидкости в тонкое пространство, такое как стык между двумя медными трубами, в результате межмолекулярного давления, также называемого силой притяжения.
В настоящее время есть хорошая новость: вам не нужно беспокоиться о специфике капиллярного действия или физики сплошной среды. Просто убедитесь, что пламя бутона розы обеспечивает равномерный нагрев сустава.
НАКОНЕЧНИКИ ДЛЯ СВАРКИ ТЕРМОПЛАСТИКОВ | King Plastic Corporation
Из архива IAPD
Сварка – это процесс соединения поверхностей путем их размягчения под действием тепла. При сварке термопластов одним из ключевых компонентов является сам материал. Пока существует сварка пластмасс, многие люди до сих пор не понимают основ, что имеет решающее значение для правильного сварного шва.
Правило номер один при сварке термопластов: вы должны сваривать подобный пластик с подобным пластиком. Чтобы получить прочный, стабильный сварной шов, необходимо убедиться, что ваша подложка и сварочный стержень идентичны; например, полипропилен в полипропилен, полиуретан в полиуретан или полиэтилен в полиэтилен.
Чтобы получить прочный, стабильный сварной шов, необходимо убедиться, что ваша подложка и сварочный стержень идентичны; например, полипропилен в полипропилен, полиуретан в полиуретан или полиэтилен в полиэтилен.
Вот несколько советов по сварке различных видов пластика и шаги, необходимые для обеспечения качественного сварного шва.
Сварочный полипропилен
Полипропилен (ПП) — один из термопластов, который легче всего сваривать, и он используется для самых разных целей.Полипропилен обладает отличной химической стойкостью, низким удельным весом, высокой прочностью на растяжение и является наиболее стабильным полиолефином. Доказанные области применения полипропилена: гальваническое оборудование, резервуары, воздуховоды, травильные станки, вытяжные шкафы, скрубберы и ортопедия.
Для сварки полипропилена сварочный аппарат должен быть настроен примерно на 572°F/300°C; определение вашей температуры будет зависеть от того, какой тип сварочного аппарата вы покупаете, и рекомендаций производителя. При использовании сварочного аппарата для термопластов с нагревательным элементом мощностью 500 ватт 120 вольт регулятор подачи воздуха следует установить примерно на 5 п.с.и. и реостат на 5. Выполняя эти шаги, вы должны быть в районе 572°F/300°C.
При использовании сварочного аппарата для термопластов с нагревательным элементом мощностью 500 ватт 120 вольт регулятор подачи воздуха следует установить примерно на 5 п.с.и. и реостат на 5. Выполняя эти шаги, вы должны быть в районе 572°F/300°C.
Сварочный полиэтилен
Другой термопласт, который довольно легко сваривается, — это полиэтилен (ПЭ). Полиэтилен отличается ударопрочностью, исключительной стойкостью к истиранию, высокой прочностью на растяжение, поддается механической обработке и имеет низкое водопоглощение. Доказанными областями применения полиэтилена являются контейнеры и вкладыши, резервуары, лабораторные сосуды, разделочные доски и горки.
Самое важное правило сварки полиэтилена заключается в том, что можно сваривать низкое к высокому, но не высокое к низкому.Это означает, что вы можете приваривать сварочный стержень из полиэтилена низкой плотности (LDPE) к листу из полиэтилена высокой плотности (HDPE), но не наоборот. Причина довольно проста. Чем выше плотность, тем труднее разрушить компоненты для сварки. Если компоненты не могут быть разрушены с одинаковой скоростью, они не могут правильно соединиться. Помимо обеспечения совместимости плотностей, полиэтилен довольно легко сваривается. Для сварки полиэтилена низкой плотности необходимо, чтобы температура была примерно 518°F/270°C, регулятор установлен примерно на 5-1/4 до 5-1/2, а реостат установлен на 5.Как и полипропилен, HDPE можно сваривать при температуре 572°F/300°C.
Причина довольно проста. Чем выше плотность, тем труднее разрушить компоненты для сварки. Если компоненты не могут быть разрушены с одинаковой скоростью, они не могут правильно соединиться. Помимо обеспечения совместимости плотностей, полиэтилен довольно легко сваривается. Для сварки полиэтилена низкой плотности необходимо, чтобы температура была примерно 518°F/270°C, регулятор установлен примерно на 5-1/4 до 5-1/2, а реостат установлен на 5.Как и полипропилен, HDPE можно сваривать при температуре 572°F/300°C.
Советы по правильной сварке
Перед сваркой термопластов необходимо выполнить несколько простых шагов, чтобы обеспечить надлежащую сварку. Очистите все поверхности, включая сварочный стержень, МЭК или подобным растворителем. Вырежьте на подложке достаточно большую канавку, чтобы принять сварочный стержень, а затем обрежьте конец сварочного стержня под углом 45°. После того, как сварочный аппарат настроится на правильную температуру, вам необходимо подготовить подложку и сварочный стержень. Используя автоматический наконечник скорости, большая часть подготовительной работы выполняется за вас.
Используя автоматический наконечник скорости, большая часть подготовительной работы выполняется за вас.
Удерживая сварочный аппарат примерно в дюйме над подложкой, вставьте сварочный стержень в наконечник и перемещайте его вверх-вниз три-четыре раза. Это приведет к нагреву сварочного стержня при нагреве подложки. Признаком того, что подложка готова к сварке, является появление эффекта запотевания, похожего на дуновение на кусок стекла.
Приложив сильное и постоянное давление, надавите на наконечник наконечника.Ботинок будет вдавливать сварочный стержень в подложку. Если вы решите, как только сварочный стержень приклеится к подложке, вы можете отпустить стержень, и он автоматически протянется.
Большинство термопластов поддаются шлифовке, и прочность сварного шва не пострадает при шлифовке. Используя наждачную бумагу с зернистостью 60, отшлифуйте верхнюю часть сварного шва, затем доведите до мокрой наждачной бумаги с зернистостью 360, чтобы получить чистую поверхность. При работе с полипропиленом или полиэтиленом можно восстановить их глянцевую поверхность, слегка нагрев поверхность желтой пропановой горелкой с открытым пламенем.(Имейте в виду, что необходимо соблюдать обычные правила пожарной безопасности.) После выполнения этих шагов у вас должен получиться сварной шов, похожий на фото внизу слева.
При работе с полипропиленом или полиэтиленом можно восстановить их глянцевую поверхность, слегка нагрев поверхность желтой пропановой горелкой с открытым пламенем.(Имейте в виду, что необходимо соблюдать обычные правила пожарной безопасности.) После выполнения этих шагов у вас должен получиться сварной шов, похожий на фото внизу слева.
Заключение
Учитывая приведенные выше советы, процесс сварки термопластов может быть довольно простым в освоении. Несколько часов практических занятий сваркой дадут «чувство» поддержания правильного равномерного давления на стержень прямо в зону сварки. А эксперименты с разными видами пластики помогут освоить процедуру.Чтобы узнать о других процедурах и стандартах, обратитесь к местному дистрибьютору пластмасс.
Дополнительные советы по сварке пластмасс
Использование бессвинцовых труб, фитингов, приспособлений, припоя и флюса для питьевой воды
1 сентября 2020 года Агентство по охране окружающей среды США (EPA) опубликовало окончательное постановление «Использование бессвинцовых труб, фитингов, приспособлений, припоя и флюса для питьевой воды». В окончательном правиле EPA вносит соответствующие изменения в существующие правила на основе Закона о сокращении содержания свинца в питьевой воде (RLDWA) и Закона о пожарной безопасности, принятого Конгрессом.Окончательное правило также требует, чтобы производители или импортеры подтверждали, что их продукты соответствуют требованиям, используя последовательный процесс проверки в течение 3 лет с даты публикации окончательного правила в Федеральном реестре. В результате это новое правило уменьшит содержание свинца в питьевой воде и обеспечит единое понимание штатами, производителями, инспекторами и потребителями «бессвинцовой» сантехники.
В окончательном правиле EPA вносит соответствующие изменения в существующие правила на основе Закона о сокращении содержания свинца в питьевой воде (RLDWA) и Закона о пожарной безопасности, принятого Конгрессом.Окончательное правило также требует, чтобы производители или импортеры подтверждали, что их продукты соответствуют требованиям, используя последовательный процесс проверки в течение 3 лет с даты публикации окончательного правила в Федеральном реестре. В результате это новое правило уменьшит содержание свинца в питьевой воде и обеспечит единое понимание штатами, производителями, инспекторами и потребителями «бессвинцовой» сантехники.
Обзор требований Закона о безопасной питьевой воде без содержания свинца
Раздел 1417 Закона о безопасной питьевой воде (SDWA) устанавливает определение «не содержит свинца» как средневзвешенное значение 0.25 % свинца в расчете на смачиваемые поверхности трубы, фитингов, сантехнических фитингов и приспособлений и 0,2 % свинца для припоя и флюса. Закон также предусматривает методологию расчета средневзвешенного значения смоченных поверхностей.
Закон также предусматривает методологию расчета средневзвешенного значения смоченных поверхностей.
Закон запрещает «использование любой трубы, любой трубы или сантехнического фитинга или арматуры, любого припоя или любого флюса после июня 1986 года при установке или ремонте (i) любой системы общественного водоснабжения; или (ii) любая сантехника в жилом или нежилом помещении, обеспечивающая воду для потребления человеком, которая не содержит свинца.”
Кроме того, существует запрет на ввоз в продажу труб, любых трубных или сантехнических фитингов или приспособлений, любого припоя или любого флюса, не содержащего свинец; если только они не используются в производственных или промышленных целях.
SDWA включает несколько исключений из требований о содержании свинца, в частности, для сантехнических устройств, которые используются исключительно для непитьевых услуг, а также список конкретных продуктов: унитазы, биде, писсуары, наливные клапаны, клапаны смыва, пожарные гидранты, наполнители для ванн. , душевые клапаны, сервисные седла или главные задвижки водораспределения диаметром 2 дюйма или больше.
, душевые клапаны, сервисные седла или главные задвижки водораспределения диаметром 2 дюйма или больше.
История законодательства
В 1986 г. Конгресс внес поправки в Закон о безопасной питьевой воде, запрещающие использование труб, припоя или флюса, не содержащих свинца, в системах общественного водоснабжения или сантехнике в учреждениях, обеспечивающих воду для потребления человеком. В то время «бессвинцовый» определялся как припой и флюс с содержанием свинца не более 0,2%, а трубы с содержанием свинца не более 8%.
В 1996 году Конгресс внес дополнительные поправки в Закон о безопасной питьевой воде, требуя, чтобы сантехнические фитинги и приспособления (конечные устройства) соответствовали добровольным стандартам выщелачивания свинца.Поправки также запрещают введение в торговлю любых труб, труб или сантехнических фитингов или приспособлений, которые не содержат свинца.
В 2011 году Конгресс принял Закон о сокращении содержания свинца в питьевой воде (RLDWA), в котором было пересмотрено определение отсутствия содержания свинца путем снижения максимального содержания свинца на смачиваемых поверхностях сантехнических изделий (например, труб, фитингов, сантехнических фитингов и приспособлений) с 8 % до средневзвешенного значения 0,25%, устанавливая установленный законом метод расчета содержания свинца и отменяя требование о соответствии продуктов, не содержащих свинца, добровольным стандартам, установленным в соответствии с SDWA 1417 (e) для выщелачивания свинца из новой сантехники. и приспособления.
и приспособления.
Законодательство RLDWA 2011 года также создало исключения в разделе 1417 SDWA от запретов на использование или введение в торговлю «труб, фитингов, сантехнических фитингов или приспособлений, включая устройства предотвращения обратного потока, которые используются исключительно для непитьевых услуг, таких как производство, промышленная обработка, ирригация, полив на открытом воздухе или любые другие виды использования, при которых вода не предназначена для потребления человеком» (SDWA 1417(a)(4)(A)). Исключением являются также «туалеты, биде, писсуары, наливные клапаны, клапаны смыва, наполнители для ванн, душевые клапаны, сервисные седла или главные задвижки водораспределения диаметром 2 дюйма или более» (SDWA 1417(a)(4)( Б)).
Закон о противопожарной безопасности от 2013 года внес дополнительные поправки в раздел 1417 SDWA, чтобы пожарные гидранты были включены в список сантехнических устройств, на которые распространяются исключения.
Уведомления о прошлых публичных собраниях, презентации и краткое изложение закона
Как запаивать (припаивать) медные водопроводные трубы для водонепроницаемого уплотнения
3 января 2012 г.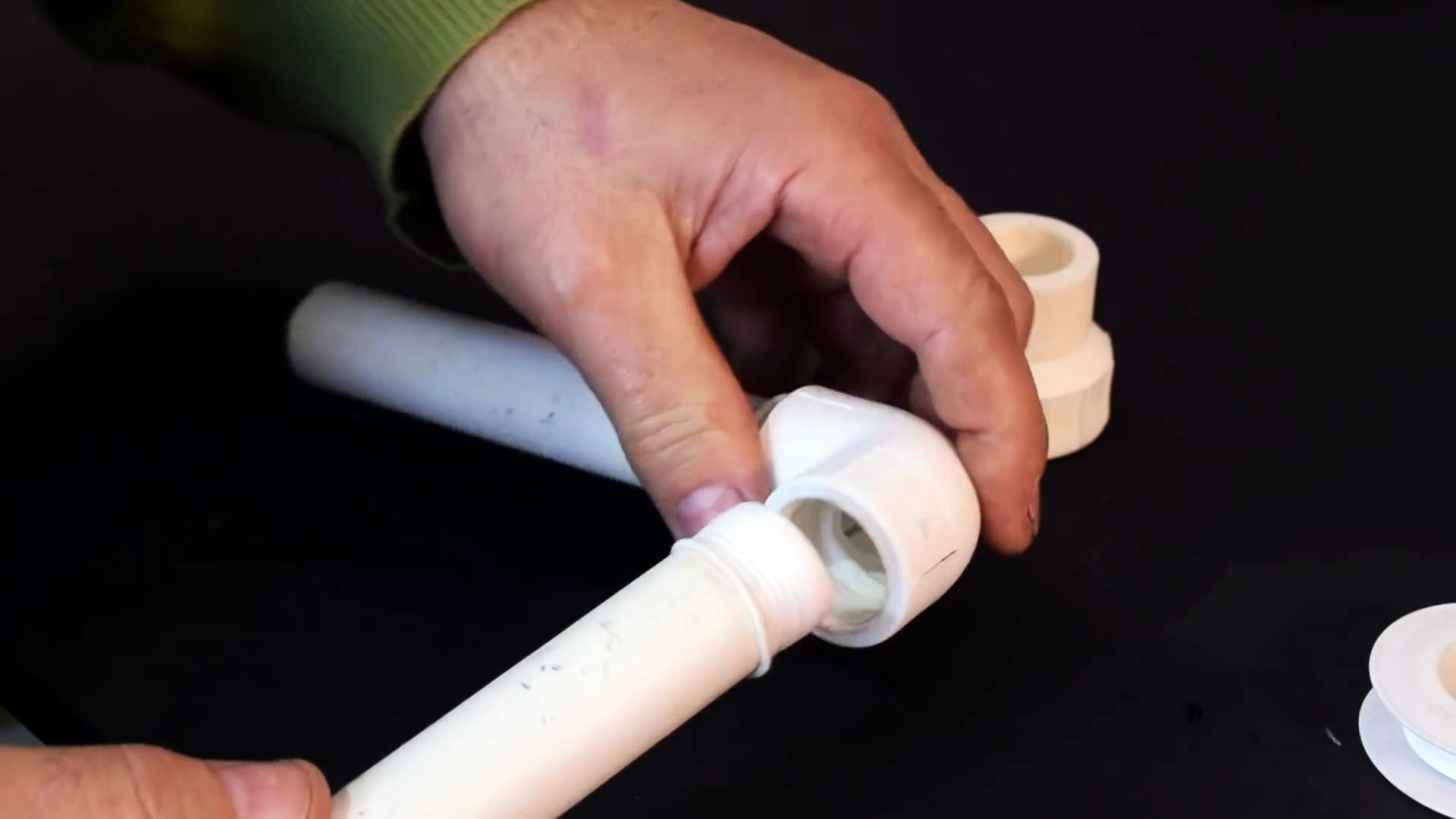 | Фред (электронная почта) |
| Фред (электронная почта) |
Пайка труб (так называемая пайка) – это стандартный способ соединения двух или более отрезков обычной медной трубы вместе.Паяное соединение образует прочное водонепроницаемое соединение, которое при правильном выполнении прослужит десятилетия или дольше. На самом деле, правильное паяное соединение имеет меньшую вероятность утечки, чем остальная часть медной трубы, в которой могут образоваться точечные утечки, вызывающие химическую эрозию.
Для многих домовладельцев мысль о подключении чего-либо к водопроводу является довольно сложной. Мы все представляем себе, как наши подвалы или жилые помещения наполняются водой из-за какой-то ошибки или недосмотра в нашей работе. Правда в том, что основная сантехника, в том числе потильные трубы, как описано в этой статье, — это относительно простая работа, с которой любой мотивированный домовладелец может безопасно справиться, используя всего несколько специализированных инструментов.
В этой статье рассматриваются основы соединения двух труб.
Примечание о разрешениях и опыте: В некоторых юрисдикциях для выполнения сантехнических работ требуется наличие лицензии сантехника. Мы занимаемся своими руками, а не лицензированными сантехниками. Эта статья предназначена для общей информации. Вы можете проконсультироваться с лицензированным сантехником, прежде чем проводить сантехнические работы в вашем доме или офисе.В любом случае используйте эту информацию на свой страх и риск.
Примечание редактора: Эта статья была первоначально опубликована в январе 2009 года. Мы постоянно работаем над улучшением нашей базы знаний, и эта статья была обновлена, чтобы включить комментарии читателей, новые изображения и лучшие инструкции. Мы надеемся, что вы найдете это полезным.
Основные сведения о трубах и фитингах
Большинство водопроводных труб в доме имеют диаметр от 3/8″ до 3/4″. Основные водопроводные линии имеют размер до 1 дюйма, а небольшие линии (например,г., к холодильнику-ледогенератору) может быть всего 3/8 дюйма. Номинальный диаметр трубы всегда на 1/8 дюйма меньше внешнего диаметра. Размеры стенок медных труб зависят от размера трубы, так что внутренний диаметр всегда приблизительно равен номинальной ширине. Медная водопроводная труба продается с тремя вариантами толщины стенки (K, L, M) и может быть жесткой или мягкой трубой. На Sizes.com есть отличная статья об основах медных труб для получения дополнительной информации.
Основные водопроводные линии имеют размер до 1 дюйма, а небольшие линии (например,г., к холодильнику-ледогенератору) может быть всего 3/8 дюйма. Номинальный диаметр трубы всегда на 1/8 дюйма меньше внешнего диаметра. Размеры стенок медных труб зависят от размера трубы, так что внутренний диаметр всегда приблизительно равен номинальной ширине. Медная водопроводная труба продается с тремя вариантами толщины стенки (K, L, M) и может быть жесткой или мягкой трубой. На Sizes.com есть отличная статья об основах медных труб для получения дополнительной информации.
Чтобы соединить два куска медной трубы вместе, необходимо использовать втулку или другой фитинг, внутренний диаметр которого соответствует внешнему диаметру трубы.Вы можете подобрать колена, заглушки, тройники, клапаны, муфты и другие фитинги в ближайшем магазине DIY.
Инструменты и материалы, необходимые для пайки труб
Список инструментов и материалов для стандартной поточной пайки невелик и не сложен. Все доступно в местном крупном магазине или магазине сантехники.
Все доступно в местном крупном магазине или магазине сантехники.
- Сантехнический припой (не на основе свинца) . Припой продается унциями на катушках. Припой плавится при гораздо более низкой температуре, чем медь, что делает его пригодным для соединения двух медных труб под воздействием тепла.
- Щетка для медных труб . Щетка используется для очистки внутренней поверхности фитингов и наружной поверхности труб для подготовки их к пайке. В качестве альтернативы можно использовать наждачную ткань сантехника, но этот инструмент упрощает работу.
- Малый баллон с пропаном и Сварочный фиксатор . Используется для нагрева соединяемых труб и фитингов.
- Флюс сантехнический . Используется для покрытия труб и фитингов перед их пайкой.
- Наждачная ткань сантехника .Используется для снятия заусенцев с труб.
- Термостойкая прокладка .

- Медная труба и фитинги .
Совет: Пайка — это альтернативный метод соединения медных труб, обеспечивающий еще более высокую прочность соединения. Паяные соединения достигаются за счет использования других присадочных металлов (таких как BCuP или BAg), чем паяные соединения, однако эти сплавы требуют значительно более высокой температуры для достижения точки плавления.Вы найдете паяные соединения на таких вещах, как линии хладагента, однако пайка не нужна для большинства бытовых сантехнических применений.
Шаг 1. Подготовка места для сантехники
В этом учебном пособии не рассматривается запотевание соединения, которое уже является частью водопровода в доме. Однако, если вы собираетесь работать в этой среде, эти шаги важны. Независимо от окружающей среды, вы всегда должны принимать меры предосторожности для защиты области, где вы будете нагревать трубу с помощью пропановой горелки.
Перекройте подачу воды в дом, открыв самый нижний вентиль в доме. (например, хозяйственная раковина в подвале) для слива всей воды из труб. Вода в линии будет препятствовать нагреву трубы и приведет к выходу из строя установки. Вам также может понадобиться открыть трубу на верхнем этаже дома, чтобы сбросить вакуумное давление.
Отсоедините все трубы из ПВХ от ближайшей медной трубы. (В более новых домах может быть сочетание труб из ПВХ и меди). Вы будете работать с пропановой горелкой, которая горит при температуре более 1000 градусов, поэтому защитите предметы вокруг сустава от тепла.Убедитесь, что поблизости нет горючих материалов, и что между горелкой и любыми легковоспламеняющимися материалами, например деревянными стойками, установлен теплозащитный экран. Помощник может подойти.
Обеспечьте достаточную вентиляцию рабочей зоны, откройте двери и окна и рассмотрите возможность включения вентилятора. Делайте как можно больше работы на скамейке. Если вы делаете несколько соединений, прокладывайте как можно больше из них вне водопроводной линии.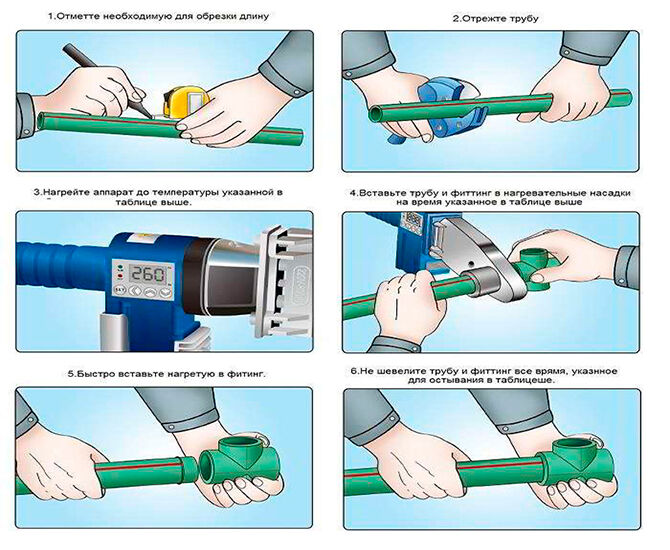
Шаг 2: Подготовка медных труб к пайке
Используя щетку для медных труб, очистите внешнюю поверхность трубы и внутреннюю часть фитинга.После очистки трубы должны быть свободны от мусора и выглядеть блестящими.
Осмотрите трубу и фитинг на наличие заусенцев (небольшие кусочки металла на фитинге или трубе, мешающие легкому соединению). Попробуйте всухую установить соединение, чтобы убедиться, что они легко соединяются, и если они не подходят легко и плотно, очистите трубы, используя щетку для медных труб или наждачную ткань (показано ниже).
После успешного завершения сухого монтажа разъедините трубу и фитинг и нанесите сантехнический флюс на внешнюю часть трубы и внутреннюю часть фитинга.Во время пайки сантехнический флюс испаряется и втягивает припой в соединение, образуя плотное уплотнение по всему соединению.
Шаг 3: пайка труб
Зажгите пропановую горелку и уменьшите пламя до среднего. Имейте в виду, что большинство горелок производят больше пламени, если их наклонить вниз. Будьте осторожны, чтобы держать горелку последовательно. Направьте пламя прямо на стык. Соединение нагревается примерно через 20–60 секунд. Обратите внимание, что если вы припаиваете клапан, лучше открыть клапан, чтобы снизить риск повреждения клапана.
Будьте осторожны, чтобы держать горелку последовательно. Направьте пламя прямо на стык. Соединение нагревается примерно через 20–60 секунд. Обратите внимание, что если вы припаиваете клапан, лучше открыть клапан, чтобы снизить риск повреждения клапана.
Прикоснитесь припоем к складке между фитингом и трубой. Когда соединение достаточно нагрето, припой расплавится и под действием капиллярных сил припой втянется в соединение. Когда припой начнет плавиться, перемещайте его по всему стыку. Когда припой скапливается снаружи соединения, соединение стабильно. Выключите огонь и дайте трубе остыть. Удалите излишки флюса влажной тряпкой, так как он может вызвать коррозию трубы и позже привести к образованию точечных утечек.
Шаг 4. Проверка паяного соединения
Если вы следовали этим инструкциям, соединение, скорее всего, очень тугое.Единственный хороший способ проверить — надавить на стык (включить воду в дом). Обязательно подождите, пока припой остынет (2-3 минуты), прежде чем подавать давление в линию, чтобы избежать растрескивания припоя из-за быстрого изменения температуры.
Дополнительная помощь по сантехнике
Как мы уже говорили в начале этой статьи, для получения дополнительной информации по этой и другим сантехническим темам мы настоятельно рекомендуем книгу Стэнли «Полная сантехника», в которой более подробно рассматривается эта тема и многие другие сценарии домашней сантехники. Удачи с сантехникой!
Что вы думаете? Занимались какими-нибудь сантехническими проектами в собственном доме? Вы бы что-нибудь изменили здесь?
Как соединить две медные трубы без сварки | Главная Руководства
Медь представляет собой тонкий металл, на который нельзя нарезать резьбу, и его трудно сваривать. Для соединения двух медных труб без сварки необходимо припаять фитинг или муфту для соединения двух труб. Это делается с помощью тепла, флюса и припоя.При пайке используется пламя, как и при сварке, но разница между этими двумя методами заключается в том, что при пайке не требуется нагревать трубу до тех пор, пока металл не расплавится. Вместо этого вы соединяете детали, плавя припой. Это обеспечивает водонепроницаемое уплотнение и является стандартным методом соединения медных водопроводных труб в жилых домах.
Вместо этого вы соединяете детали, плавя припой. Это обеспечивает водонепроницаемое уплотнение и является стандартным методом соединения медных водопроводных труб в жилых домах.
Разложите трубы и фитинги, которые вы будете соединять. Отрежьте трубы по длине с помощью трубореза. Срежьте все заусенцы с торцов с помощью канцелярского ножа.
Дон защитные перчатки и защитные очки. Не прикасайтесь голыми руками к нагретым трубам или расплавленному припою.
Отрежьте кусок наждачной бумаги, длина которого не менее чем в два раза превышает диаметр соединяемых труб.
Очистите конец трубы наждачной бумагой, чтобы удалить окисление или потускнение. Окисление предотвращает образование связи между припоем и медью. Также почистите внутреннюю часть фитинга.
Вставьте трубную щетку в муфту и поверните ее внутри.Продолжайте крутить, пока внутренняя часть муфты не станет блестящей. Переверните муфту и сделайте то же самое с другим концом.
Нанесите флюс на всю внутреннюю часть муфты с помощью щетки для флюса и на внешнюю поверхность каждой соединяемой трубы. Не прикасайтесь к концам после нанесения флюса. Жир с ваших пальцев или грязь с перчаток могут препятствовать потоку припоя.
Не прикасайтесь к концам после нанесения флюса. Жир с ваших пальцев или грязь с перчаток могут препятствовать потоку припоя.
Наденьте муфту на офлюсованный конец одной трубы и вставьте офлюсованный конец другой трубы в пустую сторону муфты.
Размотайте и выпрямите около 12 дюймов припоя и согните около 3 дюймов одного конца под углом 90 градусов.
Поместите синюю часть пламени факела в центр муфты. Поддерживайте движение пламени, чтобы равномерно распределить тепло вокруг муфты, но не направляйте тепло на края муфты.
Нагревайте до тех пор, пока флюс не расплавится и медная труба не приобретет мерцающий вид.
Удалите пламя и прикоснитесь кончиком припоя к соединению.Припой зальется внутрь и покроет муфту, если труба достаточно горячая.
Нанесите припой по краям муфты, когда припой впитается в соединение, пока он не покроет обе стороны.
Протрите соединение влажной тряпкой, пока припой не остыл.
Сварка пластика паяльником
Когда пластиковый корпус предмета трескается или разбивается на куски, большинство людей просто покупают новый; однако пластик удивительно податлив, его довольно легко расплавить и снова прикрепить паяльником. Хотя отремонтированный объект не будет выглядеть точно так же, как когда он был новым, с практикой вы можете сделать гладкие пластиковые сварные швы, которые не будут очевидны с косметической точки зрения.
Хотя отремонтированный объект не будет выглядеть точно так же, как когда он был новым, с практикой вы можете сделать гладкие пластиковые сварные швы, которые не будут очевидны с косметической точки зрения.
Использование паяльника для сварки пластика не ограничивается ремонтом: вы можете сваривать пластик для производства и даже для художественных целей. Вам не нужно идти и покупать набор для сварки пластика, если у вас уже есть паяльник или станция — вы можете начать сварку пластика сегодня. Давайте посмотрим на процесс.
(Примечание: прежде чем приступить к первому сварному шву, вы можете поэкспериментировать с пластиковым ломом, чтобы узнать, как долго вам потребуется прижимать паяльник к определенным точкам пластика.)
Начните с тщательной очистки пластика мылом и обезжиривателем, даже если он не кажется грязным. Отшлифуйте края пластика, чтобы они не были зазубренными. Затем вы подключите паяльник и дадите ему достаточно времени, чтобы нагреться, что займет всего несколько минут.
Сожмите два куска пластика вместе и удерживайте их, пока вы проводите жалом паяльника вдоль шва, пока два куска пластика не расплавятся вместе. Пока кусочки пластика еще горячие и подвижные, отрегулируйте их так, чтобы они подходили друг к другу как можно лучше.
Вы можете укрепить сварной шов, добавив в шов небольшие кусочки пластика — в идеале тонкие полоски. Затем полностью расплавьте эти кусочки пластика, нажав на них жалом паяльника, пока они не станут жидкими. Равномерно распределите расплавленный пластик по длине шва жалом паяльника.
Последним шагом является прохождение шва и окружающего его пластика паяльником быстрыми плавными движениями. После того, как вы немного попрактикуетесь в этой технике, вы сможете создавать ровный, гладкий пластиковый сварной шов.
Keith Price Bibliography Inspection — паяные соединения, сварка, трубы
Keith Price Bibliography Inspection — паяные соединения, сварка труб Содержание главы (обратная сторона)Видение в реальном времени .
 Сварка .
Трубы .
Заявка, проверка .
Осмотр, соединения .
Сварка .
Трубы .
Заявка, проверка .
Осмотр, соединения .
См. также Туннели, Описания туннелей, Анализ туннелей.
Клоксин, В.Ф. ,
Бромли, Дж.С.Э. ,
Дэйви, П.Г. ,
Видлер, А.Р. ,
Морган, К.Г. ,
Реализация основанной на модели визуальной обратной связи для
Роботизированная дуговая сварка тонколистовой стали ,
IJRR(4) , № 1, 1985, стр. 13-26.
BibRef
8500
Бартлетт, С.Л. ,
Бесл, ИП ,
Коул, К.Л. ,
Джайн, Р.К. [Рамеш К.] ,
Мукерджи, Д. и
Скифстад, К.Д. ,
Автоматический контроль паяных соединений ,
PAMI(10) , № 1, январь 1988 г., стр. 31-43.
IEEE ДОИ
BibRef
8801
Бесл, ИП ,
Делп, Э. Дж. [Эдвард Дж.] и
Джайн, Р.К. [Рамеш К.] ,
Автоматический визуальный осмотр паяных соединений ,
RA(1) , март 1985 г.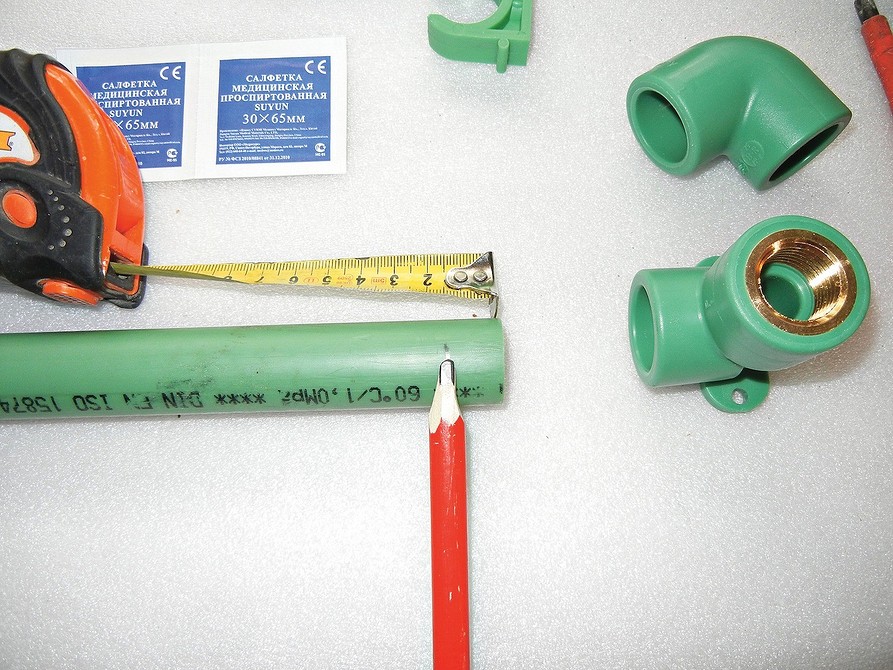 Фасетная модель применяется для осмотра.BibRef
8503
Фасетная модель применяется для осмотра.BibRef
8503
Агапакис, JE ,
Кац, Дж. М. ,
Фридман, Дж. М. ,
Эпштейн, Г.Н. ,
Роботизированная сварка с визуальным контролем: подход и гибкая реализация ,
IJRR(9) , № 5, 1990 г., стр. 17-34.
BibRef
9000
Ким, Дж.Х. ,
Чо, Х.С. ,
Нейросетевой контроль паяных соединений с помощью
Круговое освещение ,
IVC(13) , №6, август 1995 г., стр. 479-490.
Эльзевир DOI
BibRef
9508
Руис дель Солар, Дж. ,
Коппен, М. ,
Сегментация изображения канализационной трубы с использованием нейронной архитектуры ,
PRL(17) , № 4, 4 апреля 1996 г., стр. 363-368.
9605
BibRef
Пресерн, С. и
Гергек, Л. ,
Интеллектуальный тактильный датчик:
Онлайновый анализатор иерархических объектов и швов ,
PAMI(5) , №2, март 1983 г. , стр. 217-220.
BibRef
8303
, стр. 217-220.
BibRef
8303
Рю, Ю.К. ,
Чо, Х.С. ,
Новая оптическая измерительная система для контроля паяных соединений ,
ОптЛас(26) , № 6, 1997, стр. 487-514.
9701
BibRef
Ким, Дж.Х. ,
Чо, Х.С. ,
Ким, С. ,
Классификация образов паяных соединений с использованием
Корреляционная нейронная сеть ,
EngAAI(9) , №6, декабрь 1996 г., стр. 655-669.
9702
BibRef
Тарнг, Ю.С. ,
Йех, С.С. ,
Хуанг, Южная Каролина ,
Распознавание нечетких образов качества сварки вольфрама в среде инертного газа ,
IJAMT(13) , № 6, 1997, стр. 387-392.
9708
BibRef
Ю, Дж.Ю. ,
На, С.Дж. ,
Исследование видеодатчиков для отслеживания швов сварных изделий с переменной высотой:
Часть 1: Математическая модель ,
Мехатроника(7) , №7, октябрь 1997 г. , стр. 599-612.
9801
, стр. 599-612.
9801
BibRef
Купер, Д. ,
Придмор, Т.П. ,
Тейлор, Н. ,
На пути к восстановлению внешних параметров камеры из
Видеозапись обследования канализации ,
МВА(11) , № 2, октябрь 1998 г., стр. 53-63.
Спрингер DOI
9811
BibRef
Зингаретти, П. ,
Заноли, С.М. ,
Надежное обнаружение подводного трубопровода в режиме реального времени ,
EngAAI(11) , № 2, апрель 1998 г., стр. 257-268.
9807
BibRef
Сюй, К. ,
Люксмур, А.Р. ,
Дэвис, Т. ,
Оценка деформации канализационных труб методом анализа изображений видеосъемок ,
ПР(31) , № 2, февраль 1998 г., с.169-180.
Эльзевир DOI
9802
BibRef
Ким, Т. Х. [Тэ Хён] ,
Чо, Т. Х. [Тай-Хун] ,
Мун, Ю.С. [Янг Шик] ,
Парк, С.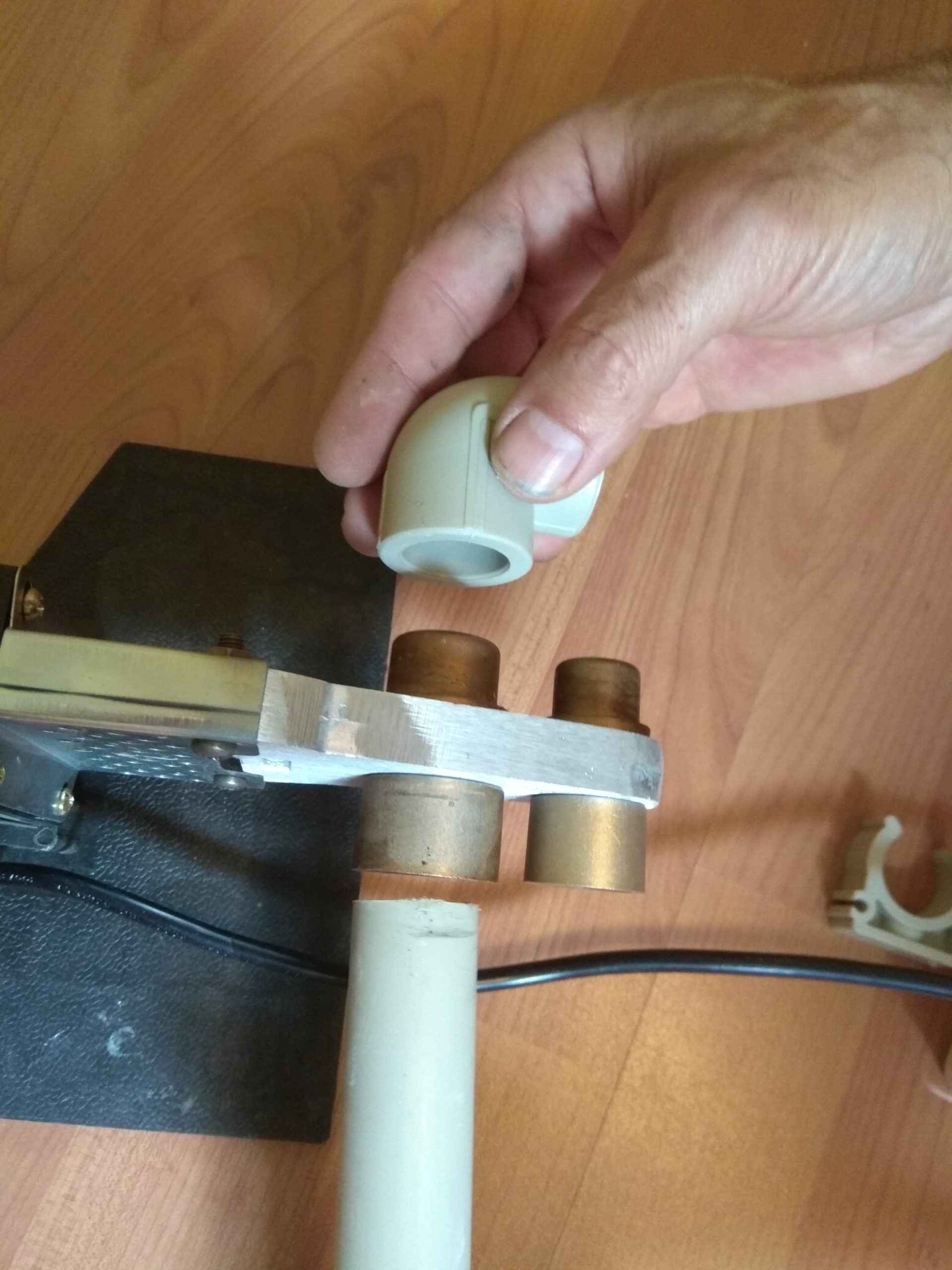 Х. [Сун Хан] ,
Х. [Сун Хан] ,
Система визуального контроля для классификации паяных соединений ,
ПР(32) , № 4, апрель 1999 г., стр. 565-575.
Эльзевир DOI
BibRef
9904
Бойер, К.Л.[Ким Л.] ,
Озгунер Т.[Толга] ,
Надежное онлайн-обнаружение коррозии трубопроводов по данным диапазона ,
МВА(12) , № 6, 2001 г., стр. 291-304.
Спрингер DOI
0106
BibRef
Алуз, Д.[Денис] ,
Мериенн, Ф. [Фред] ,
Дюмон, К. [Кристоф] ,
Горриа, П.[Патрик] ,
Система технического зрения для визуализации, обнаружения и характеристики дефектов на
зеркальная поверхность трехмерного объекта ,
IVC(20) , №8, июнь 2002 г., стр. 569-580.
Эльзевир DOI
0206
BibRef
Кафтанджян В.[Валрие] ,
Дюпюи, О.[Оливье] ,
Бабот, Д.[Даниэль] ,
Чжу, Ю.М. [Юэ Мин] ,
Моделирование неопределенностей с использованием теории Демпстера-Шейфера для улучшения
обнаружение дефектов сварки ,
ПРЛ(24) , № 1-3, январь 2003 г. , стр. 547-564.
Эльзевир DOI
0211
BibRef
Шираи Ю. ,
Автоматический контроль рентгенограмм сварки ,
ПР(1) , № 4, июль 1969 г., стр. 257-258.
Эльзевир DOI
0309
BibRef
Ким, Дж. Х. [Чон Хён] ,
Способ и устройство для контроля паяных соединений ,
Патент США 6,111,602, 29 августа 2000 г.
WWW-ссылка.
BibRef
0008
Майкл, Д.Дж. [Дэвид Дж.] ,
Уоллак, А.С. [Аарон С.] ,
Метод машинного зрения с использованием моделей поиска для поиска признаков
в трехмерных изображениях ,
Патент США 6,539,107, 25 марта 2003 г.
WWW-ссылка.
BibRef
0303
Айер, С.[Шивпракаш] ,
Синха, С.И.К.[Сун-Ил К.] ,
Надежный подход к автоматическому обнаружению и сегментации трещин в
изображения подземного трубопровода ,
IVC(23) , No. 10, 20 сентября 2005 г., стр. 921–933.
10, 20 сентября 2005 г., стр. 921–933.
Эльзевир DOI
0509
BibRef
Синха, С.И.К.[Сун-Ил К.] ,
Фьегут, П.В. [Пол В.] ,
Морфологическая сегментация и классификация подземных труб
изображения ,
МВА(17) , № 1, апрель 2006 г., стр. 21-31.
Спрингер DOI
0604
BibRef
Фейгут, П.В. [Пол В.] ,
Синха, С.И.К.[Сун-Ил К.] ,
Автоматизированный анализ и обнаружение трещин в подземных сканированных трубах ,
ICIP99 (IV:395-399).
IEEE ДОИ
BibRef
9900
Пачидис, Т. П. [Теодор П.] ,
Тарчанидис, К.Н.[Костас Н.] ,
Лигурас, Дж. Н. [Джон Н.] ,
Цалидес, П.Г. [Филиппос Г.] ,
Метод генерации траектории робота для системы сварки на основе псевдо
Стерео визуальный сервоуправление ,
JASP (2005) , №14, 2005, стр. 2268-2280.
WWW-ссылка. 0603
0603
BibRef
Фелисберто, М.К. [Марсело Клебер] ,
Лопес, Х.С.[Эйтор Сильврио] ,
Сентено, Т.М. [Таня Меццадри] ,
Рамос де Арруда, Л.В. [Лсия Валрия] ,
Система обнаружения и распознавания объектов для удаления сварных швов
с цифровых рентгенограмм ,
CVIU(102) , № 3, июнь 2006 г., с.238-249.
Elsevier DOI Генетические алгоритмы; Радиографический
0605
BibRef
Чиу, С. Н. [Шао-Нунг] ,
Пернг, М. Х. [Минг-Хвэй] ,
Дескриптор функции на основе площади отражения для контроля паяных соединений ,
MVA(18) , № 2, апрель 2007 г., стр. 95-106.
Спрингер DOI
0704
BibRef
Шальк, П. ,
Офнер, Р. ,
О’Лири, стр. ,
Измерение эксцентриситета труб методом лазерной триангуляции ,
ИВК(25) , №7, 1 июля 2007 г., стр. 1194-1203.
Эльзевир DOI
0705
Измерение эксцентриситета; Лазерная триангуляция; Метрическое зрение;
Круговая арматура; Неопределенность
BibRef
Каннала, Дж. Х. [Джу-Хо] ,
Брандт, С.С. [Сами С.] ,
Хейккиль, Й.[Янн] ,
Измерение и моделирование канализационных труб из видео ,
МВА(19) , №2, март 2008 г., стр. 73-83.
Спрингер DOI
0802
BibRef
Феннандер, Х.[Анри] ,
Кырки, В.[Вилле] ,
Фелман, А.[Анна] ,
Салминен, А.[Антти] ,
Клвинен, Х.[Хейкки] ,
Визуальное измерение и отслеживание при лазерной гибридной сварке ,
МВА(20) , №2, февраль 2009 г., стр. xx-yy.
Спрингер DOI
0902
BibRef
Гао, Х. ,
Дин, д. ,
Бай, т. ,
Катаяма, С. ,
Алгоритм центроида изображения сварочной ванны для визуальной модели отслеживания шва в
дуговая сварка ,
ИЭТ-ИПР(5) , № 5, 2011 г., стр. 410-419.
DOI-ссылка
1108
BibRef
Геракович, Н.[Нико] ,
Симич, М. [Марко] ,
Трдич, Ф.[Францель] ,
Скварц, Й.[Юре] ,
[Марко] ,
Трдич, Ф.[Францель] ,
Скварц, Й.[Юре] ,
Система технического зрения для автоматизированного контроля качества сварных колец ,
МВА(22) , № 6, ноябрь 2011 г., стр. 967-981.
WWW-ссылка.
1110
BibRef
Юн, Дж. П. [Чон Пиль] ,
Чон, Й.Дж. [Ён-Джу] ,
Чой, округ Колумбия [Ду-Чул] ,
Ким, С.В. [Сан Ву] ,
Обнаружение дефектов стальной катанки в режиме реального времени с использованием вейвлет-фильтров
оптимизирован алгоритмом одномерного динамического кодирования для поиска ,
JOSA-A(29) , № 5, май 2012 г., стр. 797-807.
WWW-ссылка.
1202
BibRef
Чон, Й.Дж. [Ён-Джу] ,
Чой, округ Колумбия [Ду-Чул] ,
Ли, С.Дж. [Санг Джун] ,
Юн, Дж. П. [Чон Пиль] ,
Ким, С.В. [Сан Ву] ,
Дефектоскопия угловых трещин в стальных заготовках с помощью вейвлета
метод реконструкции ,
JOSA-A(31) , № 2, февраль 2014 г. , стр. 227-237.
, стр. 227-237.
DOI-ссылка
1403
Промышленная инспекция; Алгоритмы
BibRef
Вакер, Э. С. [Эстер-Сабрина] ,
Денцлер, Дж. [Иоахим] ,
Усовершенствованное обнаружение аномалий в стальных тросах за счет объединения структуры и
внешний вид ,
PRL(34) , №8, июнь 2013 г., стр. 942-953.
Эльзевир DOI
1305
BibRef
Раньше:
Сочетание структуры и внешнего вида для обнаружения аномалий в стальных тросах ,
CAIP11 (II: 163-170).
Спрингер DOI
1109
Обнаружение аномалий; анализ изображений; Осмотр поверхности
BibRef
Ржанов Ю.[Юрий] ,
Фотомозаика изображений внутренней поверхности трубы ,
СИВиП(7) , №5, сентябрь 2013 г., стр. 865-871.
WWW-ссылка.
1309
BibRef
Данг, К. ,
Гао, Дж. ,
Ван З. ,
Чен, Ф. ,
Сяо, Ю. ,
,
Сяо, Ю. ,
Многоэтапное улучшение радиографического изображения в соответствии с дефектом сварного шва
сегментация ,
ИЭТ-ИПР(9) , № 11, 2015 г., стр. 943-950.
DOI-ссылка
1511
адаптивные эквалайзеры
BibRef
Ян, З.Ю.[Чжун-Юань] ,
Лу, С. Х. [Шао-Хуэй] ,
Ву, Т. [Тин] ,
Юань, Г. П. [Гун-Пин] ,
Тан, Ю. П. [И-Пин] ,
Обнаружение дефектов морфологии в трубопроводе на основе трехмерного активного стерео
датчик кругового обзора ,
ИЭТ-ИПР(12) , №4, апрель 2018 г., стр. 588-595.
DOI-ссылка
1804
BibRef
Идробо-Пизо, Джорджия [Херардо А.] ,
Мотта, JMST [Jos Maurcio ST] ,
Борхес, Д.Л. [Дбио Л.] ,
Новый инвариантный дескриптор функции и конвейер для изображения диапазона
регистрация в приложениях для роботизированной сварки ,
ИЭТ-ИПР(13) , № 6, 10 мая 2019 г. , стр. 964-974.
DOI-ссылка
1906
BibRef
Врисман, Д. [Даниэль] ,
Бритто, А.С.[Алсеу С.] ,
Циммер, А.[Алессандро] ,
Керих, А.Л. [Алессандро Л.] ,
Палудо, Р.[Родриго] ,
Автоматический визуальный контроль термоэлектрических металлических труб ,
СИВиП(13) , № 5, июль 2019 г., стр. 975-983.
Спрингер DOI
1906
BibRef
Лахденоя, О.[Олли] ,
Снтти, Т.[Теро] ,
Пойконен, Дж. К. [Йонне К.] ,
Лайхо, М.[Мика] ,
Паасио, А. [Ари] ,
Пеккаринен, Й.[Йоонас] ,
Салминен, А.[Антти] ,
Встроенные методы обработки для онлайн-визуального анализа лазерной сварки ,
RealTimeIP(16) , № 4, август 2019 г., стр. 1099-1116.
Спрингер DOI
1908
BibRef
Ван, С. Х. [Шао-Хуа] ,
Вс, Ю.Еран ,
Вс, Ю.[Иньлэ] ,
Гуань, Ю. [Йонг] ,
Фэн, З. Х. [Чжэнь-Хуа] ,
Лу, Х. [Хао] ,
Цай, В. В. [Вэнь-Вэнь] ,
Лонг, Л. [Лян] ,
[Йонг] ,
Фэн, З. Х. [Чжэнь-Хуа] ,
Лу, Х. [Хао] ,
Цай, В. В. [Вэнь-Вэнь] ,
Лонг, Л. [Лян] ,
Гибридная платформа для высокопроизводительного моделирования трехмерных
Трубные сети ,
ЖГИ(8) , № 10, 2019 г., стр. xx-yy.
DOI-ссылка
1910
BibRef
Чжан, Л.[Линь] ,
Чжан, Ю.Дж. [Ин-Цзе] ,
Дай, Британская Колумбия [Бо-Чао] ,
Чен, Б.[Бо] ,
Ли, Ю. Ф. [Ян-Фан] ,
Выявление дефектов сварки на основе локального усиления изображения ,
ИЭТ-ИПР(13) , №13, ноябрь 2019 г., стр. 2647-2658.
DOI-ссылка
1911
BibRef
Чжу, Дж. ,
Юань, З. ,
Лю, т. ,
Контроль сварных соединений через сеть остаточного внимания ,
MVA19 (1-5)
DOI-ссылка
1911
извлечение признаков, проверка, инженерно-технические вычисления,
контроль качества, сварка, контроль сварных соединений,
Сигнал-шум
BibRef
Цзоу, Ю. Б. [Ян-Бяо] ,
Ли, Дж. К. [Джин-Чао] ,
Чен, XZ [Сян-Чжи] ,
Лан, Р.[Руи] ,
Б. [Ян-Бяо] ,
Ли, Дж. К. [Джин-Чао] ,
Чен, XZ [Сян-Чжи] ,
Лан, Р.[Руи] ,
Изучение сиамских сетей для отслеживания швов лазерным зрением ,
JOSA-A(35) , № 11, ноябрь 2018 г., стр. 1805-1813.
DOI-ссылка
1912
Обработка изображений, Алгоритмы обработки изображений, Качество изображения,
Корреляторы совместного преобразования, Лазерные лучи, Лазерные датчики
BibRef
Фаузан К.№ , Сувардхи, Д. , Муртиёсо, А. , Гумиляр, И. , Сидик, Т.П. ,
Метод ближней фотограмметрии для линии с элегазовой изоляцией Sf6 (гил) Мониторинг деформации ,
ISPRS21 (B2-2021: 503-510).
DOI-ссылка 2201
BibRef
Хаурум, Дж. Б. [Йоаким Бруслунд] ,
Мёслунд, Т.Б. [Томас Б.] ,
Sewer-ML: набор данных классификации дефектов канализации с несколькими метками и
Контрольный показатель ,
CVPR21 (13451-13462)
IEEE ДОИ
2111
Измерение, экономика, коды,
Моделирование биологических систем, Контрольные испытания, Инспекция
BibRef
Молефе, М. [Мохале] ,
Тапамо, Дж. Р. [Жюль-Раймонд] ,
[Мохале] ,
Тапамо, Дж. Р. [Жюль-Раймонд] ,
Классификация дефектов сварки рельсов на основе набора визуальных слов
Подход ,
MCPR21 (207-218).
Спрингер DOI
2108
BibRef
Донг, Х. ,
Тейлор, CJ ,
Кутс, Т.Ф. ,
Автоматический контроль сварных швов в аэрокосмической отрасли с использованием рентгеновских изображений ,
ICPR18 (2002-2007)
IEEE ДОИ
1812
Сварка, лесоводство, рентгенография, инспекция, растительность,
Обнаружение края изображения, обучение,
случайные леса
BibRef
Бэ, Дж. ,
Йео, Д. ,
Юн, Д. ,
О, С.В. ,
Ким, Г.Дж. ,
Ким, Н. ,
Пьо, С. ,
Обнаружение утечек в трубах на основе глубокого обучения с использованием утечек на основе изображений
Особенности ,
ICIP18 (2361-2365)
IEEE ДОИ
1809
Обнаружение утечек, акустический сигнал, функция изображения, глубокое обучение, остаточная сеть
BibRef
Чжан, С. ,
Стивенсон, Р.Л. ,
,
Стивенсон, Р.Л. ,
Выравнивание с помощью датчика инерции для разрыва трубопровода в условиях низкой освещенности
Условия ,
ICIP18 (3953-3957)
IEEE ДОИ
1809
Камеры, Трубопроводы, Измерение шума, Фильтры Калмана,
Ковариационные матрицы, выделение признаков, шумоподавление,
камера смартфона
BibRef
Ву, С.Дж. [Сяо-июнь] ,
Цао, К. [Кай] ,
Гу, Х.Д. [Сяо-Дун] ,
Обнаружение дефектов поверхности на основе сверточной нейронной сети ,
CVS17 (185-194).
Спрингер DOI
1711
BibRef
Е, С.Ф. [Шао-Фэн] ,
Го, З.Ю. [Чжи-Е] ,
Чжэн, П.[Пэн] ,
Ван, Л. [Лей] ,
Лин, К. [Чун] ,
Система визуального контроля дефектов контактной точечной сварки
На основе нейронной сети ,
CVS17 (161-168).
Springer DOI
1711
BibRef
Guo, Z. Y.[Zhi-Ye] ,
Ye, S.F.[Shao-Feng] ,
Wang, Y.J.[Yi-Ju] ,
Lin, C.[Chun] ,
Y.[Zhi-Ye] ,
Ye, S.F.[Shao-Feng] ,
Wang, Y.J.[Yi-Ju] ,
Lin, C.[Chun] ,
Resistance Welding Spot Defect Detection with Convolutional Neural
Networks ,
CVS17 (169-174).
Springer DOI
1711
BibRef
Yang, J.Дж. [Цзя-Джя] ,
Ван, К. ,
Ву, Т. [Тунли] ,
Чжоу, ХХ [Сяо-Сяо] ,
Система бинокулярного стереовидения для трехмерной реконструкции
сварочная ванна алюминиевого сплава в импульсной заварке ГМА,
ИКивк17 (536-540)
IEEE ДОИ
1708
Камеры, Реконструкция изображения, Металлы, Сенсоры,
Реконструкция поверхности, Обработка поверхности, Сварка,
алюминиевый сплав, бинокулярная стереосистема,
импульсная GMA-сварка, трехмерная реконструкция, шов, ванна
BibRef
Хайнеманн, Д. ,
Баумгартен, д. ,
Кнабнер, С. ,
Недорогой дизайн и обнаружение цели для калибровки камеры на изображении
Основанные приложения осмотра близкого расстояния,
ICVISP17 (98-102)
IEEE ДОИ
1712
BibRef
Ранее: A1, A3, A2:
Калибровка камеры одиночного изображения
в фотограмметрии близкого диапазона для
Анализ паяных соединений ,
ISPRS16 (B3: 27-30).
DOI-ссылка
1610
Эрбий, никель, обработка сигналов, калибровочная мишень,
калибровка камеры, приложение с близкого расстояния, преобразование расстояния,
обнаружение маркера
BibRef
Пессоа, С.[Сауло] ,
Цезарь, В.[Винициус] ,
Рейс, Б.[Бернардо] ,
Келнер, Дж. [Джудит] ,
Сантос, И. [Исмаэль] ,
Метод сегментации гибких труб в глубоководных условиях
Среды ,
BMVC15 (xx-yy).
DOI-ссылка
1601
BibRef
Цезарь, В.[Винициус] ,
Рейс, Б.[Бернардо] ,
Пессоа, С.[Сауло] ,
Келнер, Дж. [Джудит] ,
Сантос, И. [Исмаэль] ,
Стереотрекинг и 3D-реконструкция подводных труб ,
BMVC15 (xx-yy).
DOI-ссылка
1601
BibRef
Гумейдане, А.Б. [Айча Бая] ,
Бузаени, А.[Абдессалем] ,
Насередин, Н.[Нафаа] ,
Tabbone, SA [Сальваторе А. ] ,
] ,
Распознавание классов дефектов на основе байесовских сетей в сварном шве
Радиографические изображения ,
CAIP15 (II:554-565).
Спрингер DOI
1511
BibRef
Эккель, т. ,
Шмик, Дж. ,
Луман, Т. ,
Хастедт, Х. ,
Точные лазерные оптические 3D измерения сварных швов под водой ,
Под водой15 (117-122).
DOI-ссылка
1508
BibRef
Абэ, Р. ,
Хамада, К. ,
Хирата, Н. ,
Тамура, Р. ,
Ниши, Н. ,
Измерение точности для определения сварочной деформации Величина
Временные ряды для крупномасштабных промышленных товаров ,
Бесшовные15 (153-157).
DOI-ссылка
1508
BibRef
Фелисиано, Ф.Ф. [Флавио Ф.] ,
Майнье, Ф.Б.[Фернандо Б.] ,
Лета, Ф.Р. [Фабиана Р.] ,
Возможное использование параметров текстуры для анализа развития коррозии ,
WSSIP14 (19-22)
1406
Химикаты
BibRef
Тезерджани, А. Д.[А. Дехган] ,
Мехрандеж, М. ,
Паранджапе, Р. ,
Д.[А. Дехган] ,
Мехрандеж, М. ,
Паранджапе, Р. ,
Оценка положения 4-степеней свободы робота, ползающего по трубе, с использованием коллимированного
Лазер, коническое зеркало и камера «рыбий глаз» ,
Southwest14 (45-48)
IEEE ДОИ
1406
осмотр
BibRef
Гумейдане, А.Б. [Айча Бая] ,
Насередин, Н.[Нафаа] ,
Пространственно изменяющееся взвешивание на основе глобальной и локальной статистической функции
Активные контуры.Применение к рентгеновским изображениям ,
ACIVS16 (181-192).
Спрингер DOI
1611
BibRef
Раньше:
Явный активный контур на основе локальной и глобальной статистики для сварки
Удаление дефектов при радиографическом контроле ,
CAIP13 (II:491-498).
Спрингер DOI
1311
BibRef
Лахденоя, О.[Олли] ,
Снтти, Т.[Теро] ,
Пойконен, Й. [Йонне] ,
Лайхо, М.[Мика] ,
Паасио, А. [Ари] ,
[Йонне] ,
Лайхо, М.[Мика] ,
Паасио, А. [Ари] ,
Характеристика брызг при лазерной сварке толстой стали с использованием движения
Анализ потока ,
SCIA13 (675-686).
Спрингер DOI
1311
BibRef
Бендикс, К. [Кристиан] ,
Лилиенблюм, Э.[Эрик] ,
Фрейе, К. [Кристиан] ,
Аль-Хамади, А.[Аюб] ,
Отслеживание ручного ультразвукового датчика для контроля коррозии на трубах
Поверхности сегментов ,
ACIVS13 (342-353).
Спрингер DOI
1311
BibRef
Фекер, Д. [Даниэль] ,
Мргнер, В.[Волкер] ,
Финшайдт, Т. [Тим] ,
Подготовка классификаторов по контролю качества лазерной пайки в режиме реального времени
Процессы с сильно несбалансированными наборами данных ,
DAGM12 (367-376).
Спрингер DOI
1209
BibRef
Михалак М.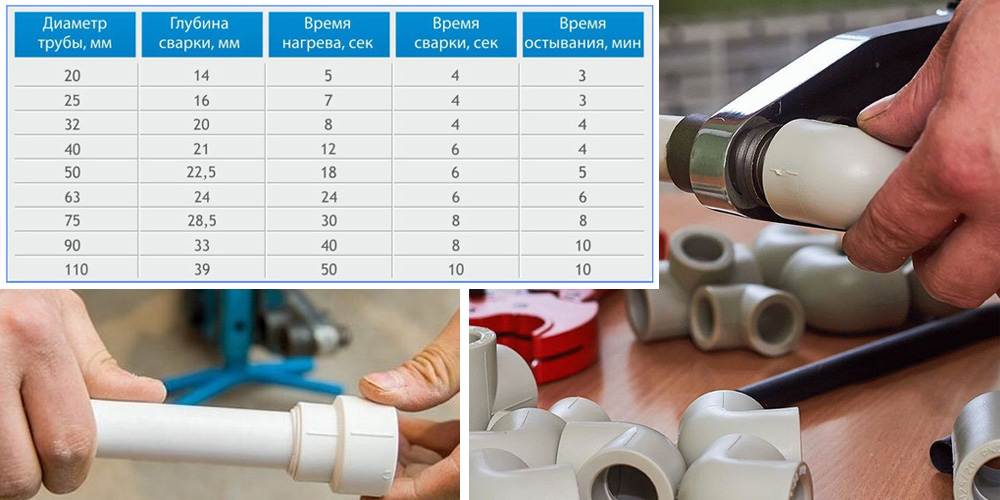 [Марчин] ,
Нуржинска, К.[Каролина] ,
Пытлик, А.[Анджей] ,
Пачеснёвски, К.[Кшиштоф] ,
[Марчин] ,
Нуржинска, К.[Каролина] ,
Пытлик, А.[Анджей] ,
Пачеснёвски, К.[Кшиштоф] ,
Анализ деформации горных цепей на основе отслеживания движения ,
ISVC12 (II: 588-596).
Спрингер DOI
1209
BibRef
Мапуриса, В.Т. ,
Ситхол, Г. ,
Обнаружение деформации в установках трубопроводов с помощью профилирования
Методики ,
Летопись ПРС(I-3) , № 2012, стр. 141-146.
HTML-версия.
1209
BibRef
Бенедек, К.[Чаба] ,
Анализ черпания паяльной пасты с помощью иерархических точечных процессов ,
ICIP11 (2121-2124).
IEEE ДОИ
1201
BibRef
Ван, Ю.Ю. [Юань-Ю] ,
Го, QA [Ци-Анг] ,
Чжао, Ф.Ю. [Фан-Юань] ,
Исследование модели мониторинга подводной кабельной трассы на основе
улучшенные сети Петри ,
IASP11 (640-644).
IEEE ДОИ
1112
BibRef
Цзян, Д. [Даоюй] ,
Го, QA [Ци-Анг] ,
Чжан, К. [Чэн] ,
Исследования по моделированию системы мониторинга подводных кабелей на основе
окрашенные по времени сети Петри ,
IASP11 (583-585).
IEEE ДОИ
1112
BibRef
Цзо, М.Дж. [Мин-Джиу] ,
Тянь, Ф. [Фэн] ,
Цяо, С. Р. [Сяо-Жуй] ,
Метод обнаружения параллельно проложенных подводных кабельных трасс ,
IASP11 (595-599).
IEEE ДОИ
1112
BibRef
Фу, Х. [Хао] ,
Ву, Б. [Бин] ,
Он, К.Ф.[Цунь-Фу] ,
Ван, В. Б. [Вэй-Бин] ,
Метод синтетической цифровой обработки сигналов ультразвуковой волноводной волной
осмотр трубопроводов ,
IASP11 (444-446).
IEEE ДОИ
1112
BibRef
Чжан, К. Н. [Чэн-Нин] ,
Сюй, М. [Мин] ,
Чжао, М.Ю. [Мин-Ян] ,
Ло, Х.Б. [Хай-Бо] ,
[Мин] ,
Чжао, М.Ю. [Мин-Ян] ,
Ло, Х.Б. [Хай-Бо] ,
Оперативный контроль качества сварных заготовок по индивидуальному заказу на основе законов текстуры
энергия и структурированный свет ,
ICARCV10 (207-212).
IEEE ДОИ
1109
BibRef
Пэк, С. Х. [Сын Хэ] ,
Парк, С.Ю. [Сун-Ён] ,
Метод трехмерного сканирования труб, основанный на выравнивании оси и центра
Мультилазерная триангуляция ,
ACIVS11 (724-735).
Спрингер DOI
1108
Лазер и камера, 360 градусов внутри трубки.
BibRef
Машфорд, Дж. ,
Рахилли, М. ,
Дэвис, П. ,
Подход с использованием математической морфологии и машин опорных векторов
для обнаружения элементов на изображениях труб ,
DICTA08 (84-89).
IEEE ДОИ
0812
BibRef
Баррадас, И. [Игнасио] ,
Гарса, Л. Э. [Луис Э.] ,
Моралес-Менендес, Р.[Рубен] ,
Варгас-Мартнез, А.[Адриана] ,
Обнаружение утечек в трубопроводе с использованием искусственных нейронных сетей ,
CIARP09 (637-644).
Спрингер DOI
0911
BibRef
Юань, П. Х. [Пей-Синь] ,
Тан, Дж. [июнь] ,
Исследование метода распознавания изображений коррозии трубопровода в процессе эксплуатации
Ошибка ,
CISP09 (1-6).
IEEE ДОИ
0910
BibRef
Хуа, Г.[Банда] ,
Ван, Х.Ю. [Хун-Яо] ,
Чен, Ф.Дж. [Фэн-Джун] ,
Лу, Ю. Х. [Ян-Хонг] ,
Сюй, З. [Чжао] ,
Тянь, Дж. [Джи] ,
Чжоу, Б.Б. [Бин-Бин] ,
Улучшение SNR сигнала MFL при дефектоскопии стальных канатов угольных шахт ,
CISP09 (1-6).
IEEE ДОИ
0910
BibRef
Ли, Дж. [Цзянь] ,
Чен, С. [Шили] ,
Чжан, Ю.[Ю] ,
Джин, С.Дж. [Ши-Джиу] ,
Ван, Л.К. [Ли-Кун] ,
[Шили] ,
Чжан, Ю.[Ю] ,
Джин, С.Дж. [Ши-Джиу] ,
Ван, Л.К. [Ли-Кун] ,
Метод взаимной корреляции для онлайн-системы мониторинга утечек в трубопроводах ,
CISP09 (1-4).
IEEE ДОИ
0910
BibRef
Лин, XL [Сюн Линь] ,
Чжун, В. [Ван] ,
Чжун, WX [Ван Синь] ,
Исследование двухпороговой сегментации дефекта зоны пайки пилы
На основе цветового пространства Otsu и HSV ,
CISP09 (1-4).
IEEE ДОИ
0910
BibRef
Шао, Дж. С. [Цзя-Синь] ,
Ду, Д. [Донг] ,
Чжу, XJ [Xin-Jie] ,
Ван, Л. [Ли] ,
Извлечение дефектов тонкой линии сварки на основе адаптивного локального порога и
Модифицированное преобразование Хафа ,
CISP09 (1-5).
IEEE ДОИ
0910
BibRef
Жан, Х.Л. [Сян-Линь] ,
Джин, С.Дж. [Ши-Джиу] ,
Метод анализа сигналов для автоматической классификации дефектов на трубопроводе
Контроль кольцевых сварных швов с помощью ультразвуковой системы с фазированной решеткой ,
CISP09 (1-5).
IEEE ДОИ
0910
BibRef
Ян, Х.Б. [Хан-Бин] ,
Чжао, Л.[Лина] ,
Цзюй, Х. [Хуэй] ,
Исследование классификации дефектов сварки на основе SVM в
Радиографический контроль ,
CISP09 (1-5).
IEEE ДОИ
0910
BibRef
Гумейдане, А.Б. [Айча Бая] ,
Хамаджа М.[Мохаммед] ,
Насередин, Н.[Нафаа] ,
Байесовская змея давления для обнаружения дефектов сварки ,
ACIVS09 (309-319).
Спрингер DOI
0909
BibRef
Эскивель, С.[Сандро] ,
Кох, Р.[Рейнхард] ,
Реше, Х.[Хейно] ,
Реконструкция профилей канализационных шахт по изображениям с камеры с объективом «рыбий глаз» ,
DAGM09 (332-341).
Спрингер DOI
0909
BibRef
Йокояма, Х. ,
Ямамото, Ю. ,
Эбата, С. ,
Эффективная система поддержки установки трубопровода для модуля сборки ,
ISPRS08 (B5: 181 и далее).
PDF File.
0807
BibRef
Teramoto, A.[Atsushi] ,
Murakoshi, T.[Takayuki] ,
Tsuzaka, M.[Masatoshi] ,
Fujita, H.[Hiroshi] ,
Automated Solder Inspection Method by Means of X-ray Oblique Computed
Tomography ,
ICIP07 (V: 433-436).
IEEE DOI
0709
BibRef
Stache, N.К.[Николай К.] ,
Циммер, Х.[Хенрик] ,
Гедике, Дж. [Йенс] ,
Оловинский, А.[Александр] ,
Аах, Т.[Тил] ,
Надежные высокоскоростные измерения ванны расплава для лазерной сварки с напылением
Возможность обнаружения ,
DAGM07 (476-485).
Спрингер DOI
0709
BibRef
Гарса-Чамизо, Х.М. [Хуан Мануэль] ,
Фустер-Гилл, А.[Андрс] ,
Азорн-Лпес, Х.[Хорхе] ,
Моделирование автоматизированных систем визуального контроля зеркальных поверхностей
Контроль качества ,
PSIVT07 (749-762).
Спрингер DOI
0712
BibRef
Раньше:
Визуальный входной усилитель для осмотра зеркальных поверхностей ,
ICIP06 (485-488).
IEEE ДОИ
0610
BibRef
Сюй, Д.[Де] ,
Цзян, З.М.[Зе-Мин] ,
Ван, Л.К. [Лин-Кун] ,
Тан, М.[Мин] ,
Выделение деталей для структурированного светового изображения сварного шва дугой
и возмущение брызг ,
ICARCV04 (III: 1559-1563).
IEEE ДОИ
0412
BibRef
Ли, Л.П. [Лай-Пин] ,
Чен, С.Б.[Шан-Бен] ,
Лин, Т. [Тао] ,
Технология трехмерного зрения и ее применение в сварке ,
ICARCV04 (I: 190-198).
IEEE ДОИ
0412
BibRef
О’Брайен, Д. ,
Гупта, М. ,
Грей, Р.М. ,
Хагене, Дж.К. ,
Анализ и классификация изображений внутренних трубопроводов ,
ICIP03 (III: 577-580).
IEEE ДОИ
0312
BibRef
Дюран, О. ,
Альтофер, К. ,
Сеневиратне, Л.Д. ,
Датчик для контроля труб: модель, анализ и извлечение изображения ,
ICIP03 (III: 597-600).
IEEE ДОИ
0312
BibRef
Джонсон, М. ,
Извлечение профиля конвейера в реальном времени с использованием рекурсивной фильтрации и
расположение круга ,
ICIP03 (III: 553-556).
IEEE ДОИ
0312
BibRef
Хадер, С.[Срен] ,
Концепция системы для классификации последовательностей изображений при лазерной сварке ,
DAGM03 (212-219).
Спрингер DOI
0310
BibRef
Хантон, К. [Карел] ,
Смутн В.Владимир ,
Франк, В.Войч ,
Глав, В.[Вцлав] ,
Выравнивание видео инспекций канализации для облегчения их индексации ,
CVS03 (141 и далее).
Спрингер DOI
0306
BibRef
Колесник, М. ,
Зрительное ориентирование в канализации: адаптация к окружающей среде ,
ICPR02 (II: 856-859).
IEEE ДОИ
0211
BibRef
Колесник М.[Марина] ,
Баратов Г.[Григорий] ,
Дистанционное онлайн-восстановление для робота для осмотра канализации ,
ICPR00 (Том I: 504-507).
IEEE ДОИ
0009
Лазер для ориентации камеры по центру трубы.
BibRef
Анзалоне, А. ,
Гульотта, Г. ,
Мачи, А. ,
Сардиско, г. ,
Автоматический контроль качества промпродукции для орошения ,
ЦИАП99 (588-593).
IEEE ДОИ
9909
BibRef
Такаги, Ю. ,
Медиони, Г. ,
Объемное описание паяных соединений погружением из диапазона данных ,
WACV98 (146-151).
IEEE ДОИ
9809
BibRef
Компьютерное зрение USC
BibRef
Аракава, К. ,
Какидзаки, т. ,
Омио, С. ,
Способ обнаружения прочных швов по профилям
для роботизированной герметизации ,
MVA98 (xx-yy).BibRef
9800
Карлстрмс, М. ,
Эдхольм, PR ,
Магнуссон Сегер, М. ,
Обнаружение трещин в пробирках с помощью фильтрованного линейного томосинтеза ,
SSAB97 (обработка изображения)
9703
BibRef
Ким, Т.Х. ,
Чо, Т.Х. ,
Мун, Ю.С. ,
Парк, С.Х. ,
Автоматический контроль паяных соединений с использованием многослойного освещения ,
ICIP96 (II: 645-648).
IEEE ДОИ
BibRef
9600
Мацуяма Ю. ,
Хонда, т. ,
Ямамура, Х. ,
Сасадзава, Х. ,
Номото, М. и
Ниномия, т. ,
,
Автоматизированная система контроля паяных соединений с использованием оптического 3D
Детектор изображения ,
WACV96 (116-122).
IEEE ДОИ
9609
BibRef
Ким, Т.Х. ,
Чо, Т.Х. ,
Мун, Ю.С. и
Парк, С.Х. ,
Автоматизированный визуальный контроль паяных соединений с использованием
Функции 2D и 3D ,
WACV96 (110-115).
IEEE ДОИ
9609
BibRef
Грейг, А. Р. [Алистер Р.] ,
Применение преобразования Хафа для контроля сварных швов под водой ,
CIAP95 (731-736).
Спрингер DOI
9509
BibRef
Ханайк, М. [Милан] ,
ван Влит, Р. Г. [Рууд Г.] ,
Обработка изображений в реальном времени для быстрого отслеживания швов ,
CAIP93 (698-705).
Спрингер DOI
9309
BibRef
Гриффитс, Э. ,
Иордания, Р. ,
,
Иордания, Р. ,
Автоматическая проверка паяных соединений поверхностного монтажа с использованием рентгеновских снимков ,
BMVC90 (xx-yy).
PDF-файл.
9009
BibRef
Одавара, Г. ,
Курокава, т. ,
Тамия, Ю. ,
Фуджи, т. ,
Интегрированная визуальная система для контроля припоя ,
ICPR88 (II: 663-665).
IEEE ДОИ
BibRef
8800
Нэн, Х. ,
Эбботт, М.Г. ,
Битти, Р.Дж. ,
Подходы к низкоуровневой обработке изображений для зрительного контроля
Системы отслеживания швов ,
ICPR88 (I: 601-603).
IEEE ДОИ
BibRef
8800
Накагава Ю. и
Ниномия, т. ,
Системы трехмерного зрения, использующие метод структурированного света
для проверки паяных соединений и сборочных роботов ,
3DMV87 (543-564).