Оборудование для производства керамической плитки: технология и печать на плитке
 Керамическая плитка применяется людьми с незапамятных времен. Благодаря внешнему многообразию и отличным качествам этого материала, его массово используют в ваннах, туалетах, на кухнях. Благодаря такой популярности, правильно налаженное производство керамической плитки будет очень выгодным.
Керамическая плитка применяется людьми с незапамятных времен. Благодаря внешнему многообразию и отличным качествам этого материала, его массово используют в ваннах, туалетах, на кухнях. Благодаря такой популярности, правильно налаженное производство керамической плитки будет очень выгодным.
Компоненты для создания керамической плитки
В качестве сырья при изготовлении керамической плитки применяются разнообразные смеси определенных компонентов, таких как:
- глинистые материалы, придающие свойство пластичности, за счет которой становится возможной формовка заготовок изделия;
- кварцевой песок, основной наполнительный материал смеси, создающий каркас керамической плитки;
- карбонатные материалы, состоящие некоторого числа полевых шпатов, придающие необходимую вязкость и плотную структуру при обжиге.

Несмотря на методику изготовления керамического изделия, технология получения шихтовой смеси включает 3 последовательные операции: измельчение, перемешивание и увлажнение.
Измельчение порошка выполняется по двум методикам: сухое измельчение компонентов с дальнейшим добавлением воды и влажный способ, при котором исходные компоненты измельчаются в воде, а затем подвергаются сушки методом распыления. Метод измельчения в первую очередь зависит от массы и геометрических размеров изделия.
Технология производства керамической плитки
Существуют три основных способа производства керамической плитки.
Первой методикой является полусухое прессование порошков влажностью до 7%. Этот способ является основным.
Второй, по своей распространенности, считается технология литья из шликера. В этом случае используется раствор глинистой суспензии влажностью от 30 до 35%.
Последний способ производства строительной керамики на предприятиях, это пластическое формирование из масс, обладающих влажностью от 15 до 20%.
Основными этапами производства керамических изделий являются:
- специальная обработка глинистого материала с добавками минеральных веществ;
- получение изделия определенной формы;
- термическая обработка, заключающаяся в обжиге изделия до необходимого состояния, зависящего от области применения.
Как изготавливается тротуарная плитка? Узнайте об этом в материале технология производства тротуарной плитки.
Всё об изготовлении ключей здесь.
На большинстве современных заводов применяются поточно-конвейерные линии, состоящие из большого числа оборудования, являющегося отдельным узлом в общей технологии. Большая часть керамической плитки, а точнее около 95% от общего числа, получают прессованием шихтовой массы, влажностью от 5 до 7 %. На этапе формировки, еще не обожженная плитка, приобретает необходимые плотность и прочность.
Достаточно важным этапом производства является сушка изделия. На этом этапе необходимо максимально избежать появления возможных деформаций, трещин и других дефектов. Как правило, сушка производится горячим воздухом. Химическая инертность, и эксплуатационные свойства керамической плитки достигаются на этапе обжига. В основном, обжиг осуществляется в специальных печах проходного типа и непрерывного действия. Температура этого вида термообработки, для керамической плитки, может достигать 1250 градусов.
Приспособления для изготовления керамической плитки
 Основным оборудованием, используемым при производстве керамической плитки, являются: бетономешалки, вибростанки, печи для обжига и сушки.
Основным оборудованием, используемым при производстве керамической плитки, являются: бетономешалки, вибростанки, печи для обжига и сушки.
Бетономешалки, с помощью встроенных в них лопастей осуществляют перемешивание исходных компонентов. Перед выбором бетономешалки необходимо произвести расчет производительности, требуемой в конкретном случае производства.
Формирование плитки осуществляется посредством вибростанка. В нем происходит прессование смеси в специальных формах. После формовки изделия помещаются в печь для удаления лишней влаги. Лучшим вариантом будет сушка потоками горячего воздуха.
Другой тип печей, применяемых в производстве керамических изделий, это туннельные печи для обжига. Температура нагрева в таких печах достигает 1250 градусов.
Не менее важным оборудованием является камера для нанесения рисунка. Выбор устройство зависит в первую очередь от финансовых возможностей.
Оборудование для печати на керамической плитке
 Для нанесения рисунка на керамическую плитку применяются УФ-принтеры. Печать на такой поверхности требует заправки специальными чернилами с высокими адгезионными свойствами и глазурными красками. После выполнения графического изображения выполняется полимеризация УФ-лампой. Принтеры для нанесения рисунка на керамику бывают струйные и лазерные.
Для нанесения рисунка на керамическую плитку применяются УФ-принтеры. Печать на такой поверхности требует заправки специальными чернилами с высокими адгезионными свойствами и глазурными красками. После выполнения графического изображения выполняется полимеризация УФ-лампой. Принтеры для нанесения рисунка на керамику бывают струйные и лазерные.
При производстве небольших партий применяют струйные керамические принтеры. В основном с их помощью наносят черно-белые изображения. При больших объемах выпускаемой продукции потребуется лазерный принтер. Сначала картинка выполняется на декольной бумаге, а затем, переносится на плитку и обжигается в печи. Перед покраской плитку необходимо обезжирить.
Коммерциализация получения керамической плитки
В отличие от крупных производств, малый бизнес в этой сфере имеет некоторые большие преимущества. Главным является широкий ассортимент выпускаемых изделий, который, маловероятно может предложить крупный изготовитель. Важным достоинством небольшого производства плитки считается возможность изготовления высококачественной продукции по низкой стоимости. При этом технология изготовления керамической плитки может быть освоена достаточно быстро.
Благоприятным для предпринимателей, специализирующихся в производстве изделий из керамики, стало снижение курса валюты, повлекшее за собой повышение стоимости зарубежной продукции. Минимальное число приспособлений для выпуска керамической плитки обойдется вам в 10 000 долларов. Сюда входит устройство для перемешивания, вибростанок, печное оборудование для сушки, камеру для нанесения рисунка и глазирования, а также специальные приспособления для формовки.
Для производства специфической кафельной плитки понадобятся дополнительные оборудование и приспособления. Так же, не стоит забывать о трафаретах для нанесения рисунков, стоимость которых составляет около 600 долларов.
Туалетная бумага необходимый элемент нашего быта. А какое оборудование для производства туалетной бумаги используется?
Здесь Вы узнаете всё об инструментах и оборудовании, которое используется в стоматологии.
Подробная информация о процессе производства одноразовой посуды на странице http://buisiness-oborudovanie.com/dlya-pet/oborudovanie-dlya-proizvodstva-odnorazovoj-posudi/.
Главным конкурентным преимуществом является качество изделия, зависящее в первую очередь от исходных материалов для приготовления шихтовой смеси. Поэтому, понадобятся качественный гранитный отсев и пластификаторы. Например, для выпуска кафельной плитки, покрывающей площадь в 5 000 квадратных метров, стоимость исходных материалов составит около 12 000 долларов. Для организации производства такого числа кафельных изделий потребуется наличие четверых рабочих.
Необходимо привлечь к выполнению работ специалиста, для контроля и корректировки технологии производства. В качестве помещения подойдет склад, площадью 100 квадратных метров.
В итоге, суммировав все затраты, получим:
— одноразовые затраты в 30 000 долларов;
— ежемесячные расходы на производство около 18 000 долларов.
Средняя цена при реализации одного квадратного метра плитки равняется 7 долларам. При объеме 5 000 квадратных метров ежемесячный доход составит 35 000 долларов.
Модели современного оборудования

Среди вибростендов популярностью пользуется саратовское оборудование «Марс». Они имеют сравнительно небольшие габариты и высокую производительность, при этом, цена на них существенно меньше, чем на зарубежные аналоги.
Широкий выбор бетономешалок предлагает Златоустский завод бетоносмесительного оборудования. Для организации небольшого или среднего производства подойдут мини-РБУ, производительностью от 10 до 50 кубических метров в час. Единственным их недостатком можно считать отсутствие автоматического режима работы.
Видео про изготовление керамической плитки
buisiness-oborudovanie.com
Оборудование для производства тротуарной плитки
Если возникло желание или необходимость заняться самостоятельным изготовлением фигурных элементов мощения или, сокращённо, ФЭМ, то минимум, что для этого потребуется – это оборудование для производства тротуарной плитки. При этом стоит сразу определиться, каким методом будет делаться продукция. Различают несколько основных технологий, но наиболее применяемыми являются две:
- производство ФЭМ методом вибропрессования;
- производство тротуарной плитки вибролитьём.
Для каждого из указанных процессов потребуется свой комплект приспособлений и машин.
О чем эта статья
Отличия технологий
Следует пояснить, в чём различие этих двух технологий.
- Способы уплотнения бетона. При вибролитье уплотнение бетона происходит путём вибрации, а при вибропрессовании дополнительно на состав воздействует ещё и высокое давление. Следовательно, для второй методики потребуется другая машина, нежели для первого.
- Методы вторичного увлажнения. Второе отличие – метод увлажнения. В обоих случаях для изготовления используется цементный состав с недостаточным для полноценного его схватывания количеством воды. Это нужно для качественного формования продукции и получения, в конечном итоге, более плотного бетона. При вибролитье вторичное увлажнение происходит при выемке готовой продукции из пластмассовых формочек. Если применяются формы силиконовые, то смачивать плитку можно простым поливанием водой при складировании. Во время вибропрессования состав бетонной смеси полусухой. Влаги в нём в несколько раз меньше, чем при в первом случае, а изделия, благодаря вибрации, получаются более плотный. Поэтому для срабатывания всех связующих свойств цемента нужно большее количество воды и большее время для её впитывания в готовые изделия.
- Приготовление бетона. При вибролитье применяется более влажный, а следовательно, более подвижный бетон. При вибропрессовании используется полусухая смесь. Для приготовления второго состава гравитационная бетономешалка не подойдёт.
Вибролитьё
Для того, чтобы тротуарная плитка была изготовлена вибролитьём потребуется следующий перечень необходимых приспособлений и механизмов
Вибростол

Это главный компонент, для того, чтобы воплотить данный способ производства.
Изделие это представляет собой металлический стол, который состоит из
- рамы;
- виброплиты.
К виброплите крепится вибромотор, а сама плита установлена на виброподушках на раме, которая жёстко закреплена на поверхности пола.
Размеры вибростола могут разниться. Это зависит от объёмов производства. Обычно это:
- высота 0,7-1,2 метра;
- ширина 0,4-0,8 метра;
- длина 0,8-2 метра.
Приобрести его можно в готовом виде, а можно сделать самостоятельно. Если позволяют средства, то второй вариант предпочтительнее. Хотя на многих интернет-ресурсах и рассказывается, что самостоятельное изготовление данного оборудование дело не сложное, но всё же есть некоторые нюансы. Действительно, сделать такое приспособление своими руками можно, а вот добиться нужных характеристик вибрации будет чрезвычайно сложно. Сильная вибрация будет выбрасывать бетон из форм, слабая недостаточно уплотнять его.
Помимо этого, кроме силы вибрации, существует такое понятие, как её амплитуда. Она напрямую будет зависеть от правильности расположения на виброплите мотора, его характеристик, рёбер жесткости виброплиты. При сильной амплитуде бетон будет бурлить и изделия получатся с раковинами. При слабой амплитуде бетон может не заполнить всех неровностей форм, и это выяснится после извлечения плитки из них.
Все подобные тонкости именитые производители держат в тайне, а подобрать их на глаз без инженерных расчётов не получится. Количество брака перекроет любую экономию на оборудовании и на самостоятельном производстве в целом.
Бетономешалка

Для вибролитого метода потребуется простая гравитационная бетономешалка, которую можно купить в любом магазине. От того, в каких условия будет вестись работа, можно выбрать большой или маленький объём груши бетономешалки. Маленькие агрегаты стоят дешевле и для кустарного производства вполне подойдут. Большие мешалки стоит покупать, если есть возможность работать с большим количеством форм. Поскольку, при малом их количестве может оставаться неизрасходованный бетон, который будет некуда деть.
Формы
Это также немаловажный компонент процесса. Чтобы продукция получилась красивой и разнообразной, нужно иметь несколько разных форм. Сделать их также можно самому, но лучше приобрести у профессионалов. Эксперименты с материалами повлекут определённое количество брака, а те заготовки, что получатся будут либо разрушаться при давлении вибрации и бетона, либо залипать к готовым изделиям. Без опыта качественные формы сделать не получится.
Формы изготавливают из:
- пластика;
- стекловолокна;
- силикона.
Последний вариант самый дорогой и наиболее предпочтительный. Он позволит осуществлять выемку готовых ФЭМ без необходимости нагрева формы, что очень важно, поскольку этот экономит массу времени и средств на регулярный нагрев большого количества воды.
Стеллажи для сушки

После помещения в формы и уплотнения плитка должна некоторое время застывать, чтобы можно было провести её распалубку. Для этого в процессе производства нужно иметь некоторое количество стеллажей для складирования полусырых изделий. Если в день делается плитки немного, то разложить её можно просто на пол. Для больших объёмов потребуются стеллажи, размеры которых позволят складировать на них определённое количество плитки. Обычно, размер стеллажа такой же, как у вибростола. Это нужно для того, чтобы одни партии продукции, отличающиеся по цвету и форме, отделять от других.
Ёмкость для нагрева воды
Тёплая вода нужна для размягчения пластика форм. Такие баки, как правило делают из металла сверху на дровяной печке-буржуйке. Но есть и более технологичные конструкции. Для силиконовых и стекловолоконных материалов размягчение не требуется.
Поддоны для хранения и транспортировки
Такие элементы нужны не всегда, поскольку, в большинстве случаев при малых производствах ФЭМ нет таких объёмов продаж однородного рисунка, чтобы грузить его сотнями элементов. Для этого нужны ленточные стяжки, погрузочные машины и значительная территория.
Вёдра, лопаты
Эти инструменты нужны для всего цикла производства.
Вибропрессование

При этой технологии есть некоторые отличия в комплектации цеха. Обычно используется такое оборудование для производства брусчатки и производства тротуарной плитки вибропрессованием. Производство брусчатки методом вибролитья считается не слишком эффективным, поскольку продукция получается недостаточно прочной и долговечной по причине высокого водопоглощения.
Вибпропресс
Это уже полноценное промышленное оборудование с блоком управления, гидравлической системой. Есть, конечно, ручные прессы, но они не обеспечивают необходимой силы нагрузки.
Такая машина состоит из станины, на которую помещают рамки для заполнения бетоном. Снизу площадки установлен вибромотор. После заполнения смесью рамок на них опускаются прижимные пластины, имеющие выемки для придания текстуры будущим изделиям. На пластины давит передаётся нагрузка, которую обеспечивает гидравлическая система или рычаг. Сверху также установлен вибромотор для создания вибрации на прижимных элементах. Благодаря двойной вибрации и давлению происходит уплотнение практически сухой смеси. Это важно, поскольку любая влага, находящаяся в первичной смеси, потом испаряется. Пустоты служат камерами для впитывания изделиями грунтовой сырости, которая при морозах постепенно разрушает бетон. Чем меньше изначально в бетоне воды, тем крепче получится готовой изделие.

Вторым важным моментом полусухой смеси в том, что для формования продукции не нужны формы. Брусчатка получится и в рамках, после снятия которых плитка не расползётся. Такой механизм позволяет делать ФЭМ с высотой до 80 мм.
Бетоносмеситель
Для вымешивания полусухой смеси простая гравитационная бетономешалка не подойдёт. Бетон в ней будет прилипать к лопастям и стенкам груши и не вымешиваться. Потребуется бетоносмеситель с принудительным действием. Он отличается от простой мешалки тем, что внутри него расположены несколько комплектов вращающихся лопастей, которые вымешивают состав при горизонтальном расположении агрегата.
Пластины
Для процесса формования на вибропрессе потребуются металлические пластины размеров, идентичных площадке пресса. На этих пластинах будут находится изделия после воздействия не бетон машины. После формования пластины с брусчаткой перемещаются для первичной сушки
Рамки для сушки и поддоны
Пластины складируются на стандартные строительные поддоны, которые можно изготовить самому, а можно купить на любой стройплощадке. Пластины с плиткой устанавливаются на поддоны в вертикальную стопку. Чтобы сырые изделия не подавили друг друга вокруг них на пластины ставится металлическая или деревянная рамка, размеры которой точно соответствуют габаритам пластины и высоте изделий.
Подъёмник
Через сутки-двое для вторичного увлажнения брусчатки нужно пометить образованную стопку из пластин в бассейн с водой на 12 часов. Для этого потребуется подъёмный механизм. Обычно это тельфер, но можно приспособить и другие устройства.
Водный бассейн
В нём вымачивается готовая брусчатка или плитка для того, чтобы цемент взял необходимую для его полного затвердевания влагу. Такой бассейн делается в размерах чуть больше размера пластин и по высоте должен быть выше самой высокой стопки с готовой продукцией.
Рокла

Вынутые поддоны с вымоченной плиткой транспортируются для окончательной сушки. Для этого можно переместить поддон с продукцией тельфером к месту складирования, а можно использовать роклу, если есть ровный пол для её передвижения.
Вибросито
Для вибролитья просев песка не столь важен. Брусчатка же, преимущественно делается из очень мелкого щебня или гранитного отсева. Наличие даже ненамного более крупных камней недопустимо. Кроме того, малейшие кусочки глины в песке могут стать препятствием для полноценного уплотнения изделий.
Вибросито представляет собой тот же вибростол, только вместо плиты у него мелкая металлическая сетка. На неё сыпется щебень, песок или отсев, а вибрация отделяет только допустимые по размеру фракции.
Мелкий инструмент
Также для работы такого малого предприятия понадобятся вёдра, лопаты, ёмкости для приготовления пластификатора и т.д.
izplitki.com
Оборудование для производства тротуарной плитки вибропрессованием
На современном рынке представлено самое разное оборудование для производства тротуарной плитки. Какое из них имеет самые выгодные характеристики для производства плитки?
Рынок давно переполнен китайским оборудованием для производства тротуарной плитки. Стоимость такого оборудования всегда остается на низком уровне, но при этом сильно страдает качество. Поэтому выбирая оборудование для изготовления тротуарной плитки импортного производства, необходимо учесть несколько важных моментов:
- Производительность зарубежных станков в некоторых случаях намного ниже, чем их российские аналоги, зато цена намного выше.
- Дорого обходится замена вышедших из строя деталей. Причем, чтобы замена была качественной, необходимо вызвать специалиста, а найти его неимоверно сложно.
- Формирование комплекта оборудования для изготовления брусчатки зависит от технологического процесса обработки искусственного камня.
Способы производства
Для непрофессиональных условий самым подходящим процессом производства тротуарной плитки считается вибролитье. За основу берется бетонная смесь, которую заливают в особые формы. Необходимую плотность получают на специальном вибрационном столе.

Другим способом производства таких изделий считается вибропрессование. Бетонный раствор в полусухом состоянии укладывается в пресс-форму. Ее устанавливают на мощную вибрирующую станину. Для уплотнения используют специальный пуансон так называемый вибропресс для изготовления такого изделия.
Необходимое оборудование
Для изготовления тротуарных блоков, брусчатки и плитки, потребуется специальное оборудование:
- бетоносмеситель;
- заливной вибростол;
- пресс-формы;
- распалубочный вибростол. В комплект входит набор рамок, чтобы выполнить разбивку.
Такое оборудование специалисты называют универсальным.
Оно часто используется также и для изготовления:
- блоков;
- кирпичей;
- бордюров.
При этом дополнением будут использованы специальные формы.
Вибролитье
Чтобы запустить такое производство, необходимо иметь несколько устройств, выполняющих технологические функции:
- бетоносмеситель – с помощью этого агрегата происходит замешивание рабочей смеси. В случае производства двухслойной плитки, понадобится несколько установок;
- специальные формы – в них формируется вид плиточного изделия, поэтому они могут отличаться своими габаритами и формой.
Такие пресс-формы могут изготавливаться из самого разного материала:
- дерева;
- стали;
- пластмассы.
Форма должна быть изготовлена так, чтобы специалист мог ее легко эксплуатировать долгие годы. Поэтому прочности такого изделия уделяется большое внимание.
Линии вибропрессования GLOBMAC
Дополнительное оборудование
А также потребуется ряд дополнительного оборудования:
- формовочный вибростол – в устройство вибропрессующего оборудования входит подвижная плита, закрепленная на станине. После включения электродвигателя, плита начинает непрерывно двигаться. В результате происходит уплотнение бетона. В это время из камня удаляются воздушные пузырьки. Это значительно улучшает качественные показатели искусственного камня;
- термокамера – в ней, определенное время выдерживается готовое изделие, после чего полученный модуль извлекается из формы.
Вибропрессование
Для работы применяется рабочий раствор в полусухом состоянии. Этот процесс часто полностью автоматизирован, поэтому на больших производствах очень часто устанавливают линии для производства тротуарной плитки.
Чтобы получить рабочий раствор, в котором будет очень мало жидкости, включается бетоносмеситель, а затем вибропресс. В матричную форму, установленную на вибростоле, подается рабочая смесь. Пуансон начинает опускаться, раствор прижимается к матрице, затем включается вибрация, одновременно для пуансона и вибростола.
После этого вибрацию отключают. Матрицу удаляют с изделия. Транспортерная лента перемещает модуль, цикл повторяется.
Чтобы изготавливать тротуарную плитку вышеописанными способами, и добиваться высокой автоматизации технологических работ, необходимо задействовать также и дополнительное оборудование. Оно помогает быстрее и проще выполнить довольно трудоемкие работы:
- погрузчики;
- вибросито;
- гильотина;
- вибрационная площадка.
Формы
Форма для таких изделий часто изготавливается из разного материала. Однако, чаще всего для этих целей используют:
- пластик;
- резину;
- полиуретан.
Материал формы сильно влияет на ее прочность и долговечность. От него зависит, какое количество циклов сможет выдержать эта пресс-форма:
- прочная резина – 500 циклов;
- пластик – 250 циклов;
- полиуретан – 100 циклов.

Полиуретановые формы
Заливка формы происходит согласно соответствующему технологическому процессу. Сначала формующую поверхность смазывают специальным составом.
Если начать работу без предварительной смазки, рабочую поверхность формы необходимо обработать антистатиком.
Готовая тротуарная деталь, после извлечения из формы, подвергается контролю и тщательному осмотру. При обнаружении дефектов ее дополнительно обрабатывают соляной кислотой.
Чтобы смазывать формующую поверхность применяются несколько видов смазок. Самыми популярными считаются:
- эмульсол;
- ОПЛ-1, изготовленная в России;
- СРА-3, английского производства.
Чтобы не испортить поверхность формы, запрещается пользоваться смазками, в состав которых входят нефтепродукты. Поверхность обязана смазываться очень тонким слоем. Если этого не сделать, на готовой плитке могут появиться сильно заметные поры.
Эмульсол, а также ОПЛ-1 наносится на формующую поверхность перед началом каждой заливки бетонной смеси, английскую смазку следует использовать для нескольких формовок.

Самые популярные модели оборудования для изготовления тротуарной плитки
Среди большого разнообразия прессового оборудования, наиболее востребованными для производства таких деталей, остается несколько брендовых моделей.
«Рифей-Удар»
Очень мощное устройство, на котором специалисты могут изготавливать самые разные строительные изделия:
- декоративные камни;
- тротуарную деталь;
- кирпич;
- бордюры и прочее.
Для производства изделий, на этом устройстве используется принцип вибропрессования бетонного раствора.
Агрегат отличается от своих аналогов следующими показателями производительности:
- полублок – 500 штук в час;
- шлакоблок – 330 изделий в час;
- плитка тротуарная – 25 кв. метров в час.

Плитка тротуарная на вибростоле
Вибропрессование на устройстве, марки «Мастек-Метеор»
Для работы такого оборудования используется технологический процесс объемного прессования. На агрегате мастера могут изготавливать самые разные бетонные изделия, не составляет исключения и тротуарная плитка любых размеров и форм. Исходным материалом для такого пресса стали:
- песок, можно заменить щебнем;
- цемент;
- вода.
Агрегат «Мастек-Метеор» отличается от подобных систем уменьшенной зоной, в которой происходит процесс формования. Однако, такое уменьшение не повлияло на производство нужных строительных материалов.

Агрегат «Мастек-Метеор»
После одного процесса формования на «Метеоре» изготавливают сразу пять полублоков или три шлакоблока. Такое оборудование рассчитано на изготовление более 300 видов изделий из бетона.
Вибропресс марки «Форманта-Геркулес»
Это особое оборудование для производства крупных деталей. На таком оборудовании специалисты могут изготовить:
- облицовочные камни;
- стеновые панели;
- тротуарную плитку.
Принцип работы агрегата построен на использовании технологического процесса полусухого вибропрессования. Все получаемые изделия отличаются своим высоким качеством и надежностью. Они уже давно составляют конкуренцию аналогичным изделиям.
Главным преимуществом «Форманты» считается:
- большой ассортимент выпускаемой продукции;
- имеется возможность производить тротуарную плитку, состоящую из двух слоев;
- вибрационный блок имеет повышенную мощность;
- значительно снижается расход цементной смеси.

Вибропресс марки «Форманта-Геркулес»
Сравнение
Промышленности известно много моделей оборудования для производства тротуарной плитки. При выборе какого-либо устройства, учитывается его производительность, стоимость и качество выпускаемой продукции.
Кроме того, необходимо помнить, что такие станки необходимо устанавливать только в больших помещениях. Для массового производства тротуарной плитки следует использовать специальные автоматические линии. Любой вибропресс для производства тротуарной плитки требует внимательности от работника и щепетильности. Для изготовления плитки используют только качественные материалы.
Видео: Оборудование для производства тротуарной плитки и блоков
promzn.ru
Изготовление тротуарной плитки своими руками — Малый бизнес на дому
Материалы для изготовления
Для производства тротуарной плитки очень важны 3 ингредиента:
цемент;
песок;
вода чистая.
Изготовление раствора для плитки
При изготовлении цементного раствора сперва надо смешать смесь без прибавления воды.
Цемент рекомендовано марки не менее 500, песок обязан быть речной крупнозернистый. Вода обязана быть чистой. Грязная вода приведет к смещению в худшую сторону параметров готового продукта. Соответствие цемента и песка рекомендовано как 1:3. Число цемента по отношению к песку быть может увеличено до 1:2 или же уменьшено до 1:4. Песок в смеси частично допустимо замещать небольшим щебнем или же гранитным отсевом. Вода прибавляется в цементно-песчаную смесь осторожно. Готовый раствор обязан быть умеренно-густым. Для увеличения эксплуатационных качеств и производства цветных продуктов требуются дополнительно:
пластификаторы;
пигментные красители;
армирующие материалы.

Пластификаторы повышают прочность и морозостойкость продуктов. Реже потребуется ремонт покрытия. Рекомендовано прибавлять 0,7-1,0% пластификатора к массе песчано-цементной смеси. В зависимости от того, какую насыщенность цвета вы желаете получить, краситель вполне возможно прибавлять -0,5-10% от единой массы смеси. Армирующие материалы повышают прочность плитки. В качестве таковых материалов больше всего используются железные сетки либо армирующие волокна.
Ключевые технологические операции
Процесс производства тротуарной плитки:
Схема производства плитки: 1. Замешивание бетонной смеси. 2. Составление плитки на вибростоле. 3. Выдерживание продуктов. 4. Выемка готовой плитки. 5. Упаковка плитки. 6. Отгрузка и реализация (для больших производств).
Производство тротуарной плитки своими силами включает в себя простые технологические операции:
подготовка форм для заливки бетона;
изготовление бетонного раствора;
заполнение форм раствором;
уплотнение раствора в формах;
выдержка (сушка) раствора в формах;
извлечение продуктов из форм – распалубка.
Набор и последовательность данных операций остаются постоянными, независимо от размера производства продуктов и их черт. Но использующиеся приборы и оборудование будут находиться в зависимости от этого.
В случае если ожидается своими силами покрыть плиткой очень большие площади, к примеру, парковки для авто около здания, площадку для отдыха, число тротуарной плитки может достигать 1000 шт., а с учетом запаса на ремонт и более. Для производства плитки требуется более сильное оборудование, в том числе и в случае если это обычная брусчатка, чем при производстве плитки для садовых дорожек в численности 100-200 шт. Рассмотрим два данных варианта с стороны медали технологии, используемых инструментов и оборудования.
Возвратиться к оглавлению
Большое производство
Формы для производства плитки
Для солидного производства идеальнее всего применять готовые разнородные формы для ассортимента.
Для этого производства требуется много форм, иначе изготовка плитки затянется на долгий срок. Единый выход при всем этом – приобретение готовых форм.Сейчас рынок предлагает немаленький перечень форм для производства тротуарной плитки различных размеров и форм.
Материал форм – пластики разного вида, сополимеры и резина. В зависимости от материала и качества производства, они выдерживают 100-500 циклов производства плиток. Ремонт их почти что исключен. Ориентировочная необходимость в формах быть может рассчитана отталкиваясь от того, что малое время выдержки продукта в форме до распалубки – 1 день. Надлежит предугадать запас плиток на ремонт покрытия при эксплуатации. Это 10-15% от единого количества.
Для изготовления бетонного раствора своими силами будет нужно бетономешалка с электроприводом. Размер ее рабочего бака вполне возможно выбрать, отталкиваясь от рационального соответствия числа применяемых форм для заливки и производительности бетономешалки.
Вибростол для производства плитки
Вибростолы применяются для равномерного распределения цементной смеси по форме и предотвращения зарождения невесомых камер, делающих плитку хрупкой.
Уплотнение раствора в формах нереально совершить без внедрения специального вибростола для тротуарной плитки. Индустрия изготавливает столы многообразных систем с электроприводом. Незатейливый вибростол нетрудно сделать собственными руками.
Для сушки продуктов в формах гораздо лучше применять стеллажи. Они обязаны быть установлены в местах, защищенных от прямых солнечных лучей и погодных осадков. В формах продукта выдерживаются минимум суток. Освобожденные от формы, они щепетильно складируются до полного высыхания, которое продолжается от 3 недель до месяца.
Возвратиться к оглавлению
Небольшое производство
Древесная формочка для производства плитки собственными руками
При небольшом производстве возможно обойтись самодельными формами. Для этого достаточно соединить друг от друга ровненькие древесные бруски.
При маленьком численности продуктов, изготавливаемых собственными руками, возможно обойтись без внедрения специального оборудования.
Вполне возможно категорически отказаться от покупки форм для заливки. В основной массе случаев их производят своими силами из деревянных планок и собирают на гвоздях или же саморезах. Для возможности распалубки форма делается разъемной. Эта форма может прослужить длительное время. Она ремонтопригодна.
Раствор вполне возможно приготовить в пластиковом ведре пригодной емкости, размешивая смесь дрелью или же перфоратором с насадкой-миксером. Сделать своими силами вибростол вполне возможно из обыкновенной авто покрышки. Уложите на нее железный лист (плиту) шириной 5-10 мм с закрепленным на ней, к примеру, электролобзиком либо иным электроинструментом, вибрирующим во включенном состоянии. Вибростол готов. Другой метод уплотнения бетона: руками необходимо немного потрясти причина, на котором лежат формы, либо саму форму при не очень большом численности применяемых форм.
Для творения на плитке, заливаемой в самодельную форму, благовидного рисунка вполне возможно подсунуть под нее подложку, к примеру, резиновый либо пластмассовый коврик с понравившимся рисунком, покрыв его полиэтиленовой пленкой. Или же приобрести в торговом центре Специализированные трафареты с рисунками. Они накладываются на бетон после заливки и уплотнения. При получении точного следа на плоскости плитки трафареты с нее удаляются.
Возвратиться к оглавлению
Технологические особенности
Формы нужно подготовить к заливке. Предпочтительно смазать внутреннюю поверхность формы специальным маслом для форм.
Пигмент для окраски тротуарной плитки
Важно умеренно распределить красящий пигмент по всему размеру бетонной смеси. Для этого пигмент сначала растворяют в маленьком объёме воды.
При применении пластификаторов и красителей в сухом форме их вполне возможно прибавлять в смесь при ее перемешивании без воды. Важно, чтоб краситель был умеренно распределен по всему размеру. Сгустки красителя образуют раковины в бетоне и портят его прочностные характеристики.
Другой прием внесения данных присадок – растворение их в малом объёме воды и вливание ее в раствор при замешивании. Из любой партии плиток часть нужно отложить на вполне вероятный ремонт.Разные партии будут выделяться по цвету (разнотон). Отложенные из любой партии плитки после этого станет возможно собрать по цвету, ежели будет нужно ремонтировать покрытия.
При производстве цветной тротуарной плитки с целью экономии красителей вполне возможно изготавливать двухслойную плитку. 1-ый слой делается с красителем и раскладывается по формам. Вторым слоем из обыкновенного серого бетона формы заполняются до верха. Меж слоями вполне возможно уложить армирующий материал. Уплотнение раствора в формах при применении всякого приема надлежит создавать до выходы в свет на плоскости железо бетона пузырьков, а потом пленки воды. Это будет свидетельствовать о полном удалении воздуха из раствора.
Проявив находчивость и ловкость опытных рук, вполне возможно без усилий изучить изготовление и укладку тротуарной плитки собственными руками.Так же можно приобрести недорогой мини завод по производству плитки на дому ,в комплекте вы получите и вибростол и формы и пигменты с пластификатором.
Кроме экономии средств, это даст возможность воплотить самые отважные дизайнерские планы на вашем приусадебном и садовом участках.
Возможно Вам это будет интересно:
biznes-nadomu.ru
Производство керамической плитки: оборудование и технология изготовления
Производство керамической плитки осуществляется множеством заводов и фабрик во всем мире. Это считается перспективным делом и хорошей инвестицией капитала. На сегодняшний день существуют производства, на которых изготовление керамической плитки во многом ориентировано на индивидуальные заказы. Обилие вариантов готовых решений наряду с возможностью изготовления персональных заказов позволяет воплощать в керамике любые дизайнерские замыслы.
Производство керамической плитки вполне можно выполнять и самостоятельно. Керамику делали задолго до того, как появились специальные прессы и другие механизмы. Изготовление кафеля основывается на тысячелетней практике. Любому желающему сегодня вполне доступно изготовление плитки с помощью простых механизмов, дающих возможность делать исходную массу, наносить глазурь и выполнять обжиг плитки.

Какие материалы используются в производстве кафеля
Процесс изготовления кафеля несложен. Исходя из разновидности изготавливаемой кафельной плитки и ее предназначения в производстве применяется смесь глины различных видов с добавлением прочих натуральных примесей. Для получения кафеля хорошего качества важно использовать подходящую разновидность глины. Поначалу все компоненты при помощи соответствующего оборудования прессуются. Процесс выполняется под большим давлением, после чего изделия проходят обжиг в печи при большой температуре.

Для производства кафеля используется огнеупорная либо тугоплавкая глина. Первый вариант является наиболее подходящим благодаря большому количеству примесей. При изготовлении кафеля крайне важно не нарушать предусмотренные технологией условия. Несмотря на то что сегодня изготовление кафеля является основой деятельности многих предприятий, растущий спрос позволяет не только расширять существующие мощности, но и открывать новые линии.
Для различных вариантов кафеля предусматривается использование смеси разных сортов глины и дополнительных примесей. Для получения глазури применяется смесь, включающая каолиновые глины, песок, стеклянную крошку и оксидные пигменты. Пигменты используются для придания плитке необходимого цвета. Для изготовления самой плитки в основном применяется смесь полевого шпата, глины и кварцевого песка.
Промышленное изготовление кафеля
Производство кафельной плитки мало отличается от изготовления любой другой керамической продукции. На протяжении очень длительного времени технология производства керамической плитки в своей основе остается неизменной. Невзирая на различия в особенностях изготовления плитки разных видов, для основной их массы схема технологии производства также одинакова.

Производство плитки — процесс, состоящий из нескольких фаз. Для получения плитки высокого качества применяется прогрессивное технологическое оснащение, лучшие виды исходного сырья. Для производства плитки может быть использовано полностью автоматизированное промышленное оборудование. Технология изготовления, которая основана на высокотехнологичном оснащении, позволяет делать плитку больших размеров с идеальной формой и пропорциями.
Отличия способов производства
Все исходные материалы сначала основательно измельчаются, после чего размешиваются и увлажняются до образования гомогенной массы. На следующем этапе следует формование, для чего может использоваться прессование либо экструзия. Прессованная плитка вырабатывается из сырья, размельченного в порошок. Сначала порошок уплотняется, после чего подвергается прессованию под большим давлением. Такой способ дает возможность более жестко соблюдать типоразмер изделий и формировать высококачественную поверхность.
В производстве керамической плитки технология экструдирования предусматривает прохождение пастообразной смеси основных материалов сквозь специальную фильеру нужной формы. В процессе прохождения подготовленной смеси сквозь форму создаются изделия необходимой ширины и толщины. Использование такого способа формования отличается простотой и меньшей стоимостью по сравнению с методом прессования. После этого действия керамическая плитка сушится и подвергается обжигу.

Как готовится смесь и формуются изделия
Изготовление кафеля начинается с подготовки сырья. На стадии подготовки выполняется смешивание составляющих, из которых формируется однородная исходная масса. Для этого сначала измельчается глина, после чего в нее добавляются необходимые примеси для получения нужного состава. Измельченная глина обязательно смачивается. Степень смачивания определяется добавками, объем и пропорции которых определяются требуемыми характеристиками для готовых изделий.
Далее происходит формование плитки. Как уже было описано выше, формование может выполняться двумя методами: экструзией или прессованием. В первом случае готовая масса пропускается через специальную формующую установку, во втором в подготовленные формы заливают массу, которая затем прессуется под большим давлением. На выходе получаются очень плотные и крепкие изделия.
Сушка изделия и покрытие глазурью
На следующей стадии выполняется сушка изделий, с помощью которой из плитки удаляется излишняя влага. Без этой стадии не обойтись, поскольку без удаления излишков влаги на этапе обжига будет происходить интенсивное парообразование. Образующийся избыток пара станет причиной нарушения целостности плиточных изделий, и на выходе получится слишком много бракованного продукта.
Глазурование требуется для придания плиточным изделиям определенной расцветки либо оттенка. Покрытие глазурью выполняется накануне обжига. Глазуруют плитки посредством обливания и пульверизации. Высокотемпературная обработка изделий в печи и процесс остывания превращают такой вид покрытия в своеобразное стекло. Это покрытие выполняет не только эстетическую, но и защитную функцию. В итоге кафель будет защищен от негативного влияния внешних факторов и обретет высокие гигиенические свойства.

Как происходит обжиг изделий
Высокотемпературное воздействие в печи формирует требуемые химические реакции, приводящие к необходимым физическим изменениям в плиточных изделиях. На производстве печь устроена в виде конвейера, где изделия перемещаются в туннеле. Существуют печи, в которых перемещение изделий основано на карусельном принципе.
На рынке технологического оснащения оборудование для производства керамической плитки представлено в большом ассортименте. С развитием и совершенствованием технологий оно непрерывно улучшается. Ассортимент его велик, приобрести можно самостоятельные установки, большие агрегаты для крупных фабрик либо отдельный станок для производства плитки у себя на участке.
Какие преимущества дают новые технологии
Производство кафеля в последнее время переживает обновление. Это связано с тем, что появились новые современные типы оборудования для раскрашивания изделий. Новые технологии позволяют формировать декоративный слой таким образом, чтобы он образовывал единое целое со структурой изделий. Такой рисунок со временем не стирается и не блекнет.
Один из современных вариантов нанесения рисунка на керамическую плитку предусматривает использование УФ-принтеров. Такого рода печать основана на применении особых чернил и глазурных красок с хорошими адгезионными характеристиками. По завершении процесса нанесения таким способом графического рисунка производится полимеризация при помощи УФ-лампы.

Для нанесения на керамическую плитку рисунка могут использоваться специальные струйные и лазерные принтеры. В процессе производства малых партий используют струйные принтеры для керамики. С их помощью наносятся главным образом черно-белые рисунки. Для крупных объемов керамической плитки производство может быть оснащено лазерными принтерами. В этом случае картинка сначала переносится на декольную бумагу, после чего фиксируется на плитке, которая вслед за этим проходит обжиг в печи.
Самостоятельное изготовление
В последнее время получает все большее распространение самостоятельное изготовление кафеля. Мотивом для этого служит желание не только сэкономить, но и сделать оригинальный, не встречающийся ни у кого отделочный материал. Большой популярностью в самостоятельном производстве пользуется цементная плитка. Она представляет собой весьма интересный материал отделки, который может использоваться для стен и пола. Такое покрытие изготавливается ручным способом, который был изобретен еще в Средние века.
Производство цементной плитки является занимательным процессом. Для ее изготовления делается специальная металлическая форма в виде матрицы с контурами рисунка плитки — наподобие трафарета. Далее готовится окрашенный цемент, для чего используется смесь, в которую входит мелкий песок, особый цемент, мраморный порошок и красители на натуральной основе. У готовых плиток образуется матовая поверхность, шероховатая на ощупь и нескользкая. Сделанные таким способом изделия не проходят обжиг, а только сушатся. Благодаря этому размеры плиток не меняются, сохраняя изначальную точность, что можно считать преимуществом.
oblicovshik.ru
Производство керамической плитки — от поточной линии до кустарного производства
Несмотря на то, что производство керамической плитки осуществляют сотни предприятий по всему миру, его организация считается делом перспективным, удачным вложением капитала.
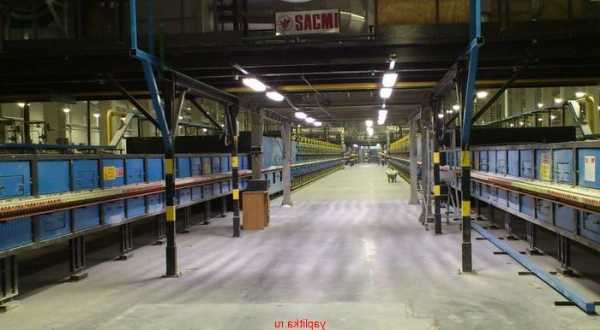
 Поточная линия производства керамической плитки
Поточная линия производства керамической плитки
Эти утверждения основываются на следующих факторах:
- Строительная индустрия потребляет все больше материалов, среди которых керамические изделия занимают видное место, спрос на них растет.
- Производство керамической плитки – хорошо отработанная технологическая операция, она не требует больших ассигнований на исследовательские работы. Методика производства работ подробно описана и проверена многолетней практикой.
- Основной исходный материал – глина дешев и широко распространен, часто его добыча производится неподалеку от производства, плечо подвоза небольшое, что снижает себестоимость.
- Многообразие оборудования для производства различной производительности и цены позволяет выбирать объемы и конкретное направление деятельности.
В ближайшее время вряд ли будет найдена альтернатива керамике. Предприятие по производству керамической плитки может не беспокоиться о перспективах, его продукция будет пользоваться постоянным, устойчивым спросом на рынке стройматериалов.
 Кроме автоматики на предприятии работают и люди. Так ОКТ плитки, которое вы видите на картинке, частично выполняет человек
Кроме автоматики на предприятии работают и люди. Так ОКТ плитки, которое вы видите на картинке, частично выполняет человек
Технология
Рассматривая такое изделие, как керамическая плитка, технология производства которой приводится ниже.
Нужно вспомнить — алгоритм работы всех предприятий, производящих строительные изделия примерно одинаков:
- Сортировка и хранение исходного сырья
- Смешивание ингредиентов в первичную массу
- Формовка
- Механические, тепловые и другие физические воздействия на исходный материал
- Контроль качества и складирование.
Технология производства керамической плитки — это ряд мероприятий, последовательно приводящих, к созданию готового продукта.
 На открытых участках видно только разъезжающую плитку от формовки до упаковки
На открытых участках видно только разъезжающую плитку от формовки до упаковкиОдин из секретов получения качественной плитки состоит в тщательном предварительном отборе и соблюдении пропорций в смешивании главных компонентов: глины, песка, полевого шпата. Все составляющие должны быть чистыми, без примесей. Карьерная глина непригодна для производства, ее нужно сначала подготовить к дальнейшему использованию. Сырье для производства керамической плитки подвергается измельчению в дробильно-размольных машинах, методом магнитной сепарации удаляются окислы железа.
 В этих печах плитка получает свою твердость
В этих печах плитка получает свою твердостьЛидеры отрасли знают, что качественное изготовление плитки керамической во многом зависит от химического состава глины. Сырье, взятое из разных месторождений, каждый раз требует коррекции температурных режимов, что часто приводит к изменению тона плиток одной серии. Поэтому они предпочитают иметь дело с постоянными поставщиками, привозящими сырье из проверенных карьеров.
Дробление и перемешивание преследуют главную цель – создание максимально однородной массы. В зависимости от способа формования в нее может добавляться вода.
 На этой фотографии вы видите плитку заезжающую на сушку. Через пару минут все полки будут заполнены и робот перевезет плитку.
На этой фотографии вы видите плитку заезжающую на сушку. Через пару минут все полки будут заполнены и робот перевезет плитку.
Формирование геометрических размеров будущих изделий происходит одним из трех способов:
- Экструдером. Механизм вытягивает тестообразную массу в широкую ленту установленной толщины, здесь же она нарезается на фрагменты.
- Прессом. Гидравлическое устройство со специальным штампом сдавливает приготовленную смесь с двух сторон усилием равным 300–500 кг/см2.
- Литьем. Разбавленная до полужидкого состояния масса заливается в заранее приготовленные формы.
Следует отметить, что два первых способа получили большее распространение.
Если сразу после формовки сырую плитку подвергнуть обжигу, то содержащаяся в ней лишняя вода разорвет материал. Для того чтобы подготовить полуфабрикат к дальнейшим операциям, его подвергают предварительной сушке. После ее проведения содержание влаги в глине должно составлять 0.1–0.3%. Время, отведенное для подсушивания в скоростных сушилках, зависит от плотности и толщины заготовок. Так, производство керамических плиток для полов предусматривает сушку полуфабриката в течение 30–60 минут.
 А так выглядит перевозка роботом плитки для окончательной упаковки
А так выглядит перевозка роботом плитки для окончательной упаковкиОсновная термическая обработка материала производится в специальных печах. Технология изготовления керамической плитки предусматривает два варианта обжига. Керамический гранит, основная масса напольной и настенной декоративной плитки делаются в технике однократного обжига. По этой методике на полуфабрикат вначале наносится глазурь, а затем он отправляется в печь, где при температуре в 900–14000C происходит спекание минеральных компонентов, получается монолитная прочная структура. Производство кафеля двойного обжига подразумевает сначала обжиг глиняного черепка, затем нанесение на него глазури и потом повторный обжиг с более низкой температурой, достаточной для расплавления глазури, но не влияющей на структуру основы.
 Марка производителя технологический линии красуется на самом видном месте.
Марка производителя технологический линии красуется на самом видном месте.В ряде случаев технология производства керамической плитки двойного обжига включает процесс ангобирования, то есть нанесения на поверхность после первого обжига тонкого слоя смеси из качественной глины, стекольного боя и минералов. Это подглазурное покрытие улучшает качество поверхности после второго обжига.
 Если плитка на линии движется, значит процесс её подготовки еще не закончен
Если плитка на линии движется, значит процесс её подготовки еще не законченПроизводство напольной керамической плитки имеет свои особенности. Они заключаются в создании дополнительных условий, способствующих полному спеканию массы. С этой целью в шихту добавляются плавни (пегматиты, натриевые и кальциевые шпаты). Результат – улучшение прочности на изгиб и повышенное сопротивление абразивному воздействию. Для того чтобы ускорить процесс обжига используются присадки (тальк, магнезит и доломит).Остывшая готовая плитка проходит контроль качества и сортировку по сериям.
 Остановка бывает только в трех случаях: сушка, подготовка к упаковке, поломка линии
Остановка бывает только в трех случаях: сушка, подготовка к упаковке, поломка линии Технологическая схема производства керамической плитки
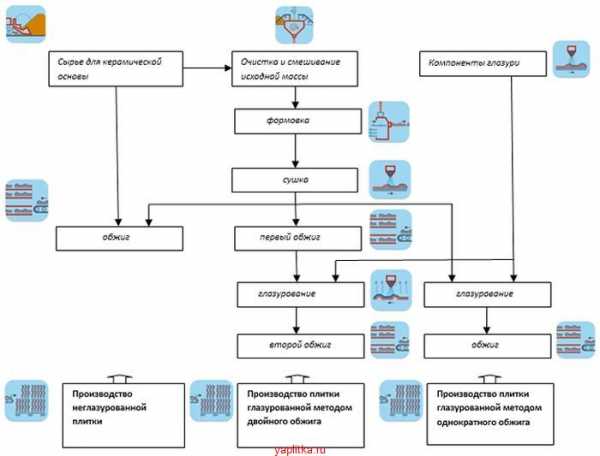 Перед вами наглядная схема производства керамической плитки разного вида
Перед вами наглядная схема производства керамической плитки разного вида
Представленное на видео производство керамической плитки наглядно иллюстрирует весь процесс.
Оборудование
Оборудование для производства керамической плитки широко представлено на рынке, оно постоянно совершенствуется. Выбор велик, можно приобрести отдельные агрегаты для небольших фабрик или мощные высокопроизводительные механизмы для массового производства, все зависит от целевого назначения.

Эта машина делает рисунок на плитке
 Вот что происходит внутри. Именно так наносится рисунок. Очень похоже на печать. Правда чернила у такого принтера особенные
Вот что происходит внутри. Именно так наносится рисунок. Очень похоже на печать. Правда чернила у такого принтера особенные
Примерный перечень составлен с учетом, выполняемых оборудованием, задач:
- Подготовка и смешивание компонентов в первичную массу. Шаровые мельницы, различные дробилки, распределительные башенные сушилки, специальные миксеры. В интернете часто упоминаются бетономешалки. Если маленькое кустарное производство – почему бы и нет;
- Формование. Пресса, экструдеры, заливные формы;
- Предварительная сушка. Однорядные скоростные сушки на сетчатых или роликовых конвейерах.
- Глазурование. Аэрографы, автоматы фильерные и конусные, распылители дисковые, автоматы шелкографии, дозаторы трубчатые и ковшовые;
- Обжиг. Газовые или электрические туннельные печи с транспортером и программным регулированием температуры.
Если отдельные механизмы установлены в соответствии с технологическими требованиями, объединены автоматическим транспортом и общей системой управления, то образуется линия по производству керамической плитки.
 Это мельница. Самая настоящая, только для производства сырья плитки
Это мельница. Самая настоящая, только для производства сырья плиткиЭто оптимальная производственная конфигурация. Достижения в области информатики позволяют компьютеризировать весь процесс, свести участие человека к минимуму. Ведущие производители керамики используют именно такие линии. К примеру, керамическая плитка производства разных развитых стран практически целиком делается на таком оборудовании.
Декорирование плитки
Технология изготовления керамической плитки переживает в последние годы второе рождение в связи с появлением новых методик нанесения рисунков или красочных слоев на ее поверхность. Причем важно, что это не переводные картинки, смываемые водой, а составная часть самой структуры изделия.
К традиционным методам окрашивания – пигментации шихты, введению в состав глазури минеральных присадок, добавился новый способ – фотопечать. Технология печати на керамической плитке предусматривает методы: сублимации; использование чернил, вступающих во взаимодействие с керамикой при ультрафиолетовом облучении; способ «горячей деколи»; перенесения на плитку специальных чернил принтерами.
 На таких линиях плитку и полируется и преполируется
На таких линиях плитку и полируется и преполируетсяСегодня производство керамической плитки во много ориентируется на индивидуальные заказы. Вышеперечисленные способы помогают воплотить в керамике любой художественный замысел клиента.
Можно ли сделать керамическую плитку самому? Разумеется. Производство керамической плитки имеет в основе тысячелетнюю практику. Люди делали керамику задолго до появления гидравлических прессов и прочих современных механизмов. Простейшие механизмы, помогающие приготовить и перемешать массу, нанести глазурь и произвести обжиг — вполне доступны. Для того чтобы керамическая плитка своими руками, изготовление которой задумано, получилась сносного вида, необходимо позаботиться, прежде всего, о качестве глины. Поскольку, в ручном производстве использование пресса не предусмотрено, все зависит от мелкозернистой однородной структуры приготовленной массы. С порядком глазуровки и обжига можно ознакомиться, отправив запрос «производство керамической плитки видео». Следует только помнить, что оборудование для изготовления керамической плитки потребует достаточно места для размещения, агрегаты для смешивания создают много шума, а печи опасны в пожарном отношении. Техника безопасности должна соблюдаться неукоснительно.
 В этих печах температура плавления достигает 1200 градусов по Цельсию
В этих печах температура плавления достигает 1200 градусов по ЦельсиюЕсли методика хорошо изучена и соблюдаются все технические требования, то вполне возможно наладить собственное небольшое производство. Фото плитки керамической, сделанной самостоятельно, демонстрирует, что упорство и правильный подход к делу обязательно приводят к успеху.
yaplitka.ru
Оборудование для производства керамической плитки
Добро пожаловать на журнал о бизнесе и финансах «Rabota-Tam». На сегодня в строительной отрасли керамическая плитка является популярным отделочным материалом среди большинства потребителей. Чтобы наладить ее выпуск на любом производстве необходимо иметь соответствующее оборудование и знать особенности технологических процессов. Не всегда руководители предприятий знают, какое нужно оборудование для производства керамической плитки, чтоб составить достойную конкуренцию на рынке услуг.
На сегодня в строительной отрасли керамическая плитка является популярным отделочным материалом среди большинства потребителей. Чтобы наладить ее выпуск на любом производстве необходимо иметь соответствующее оборудование и знать особенности технологических процессов. Не всегда руководители предприятий знают, какое нужно оборудование для производства керамической плитки, чтоб составить достойную конкуренцию на рынке услуг.
Изготовление данного изделия на производстве охватывает в себя несколько производственных стадий – подготовка, формировка изделия, высушивание и обжиг готового изделия. Каждая стадия производства плитки имеет свои особенности обработки материала при помощи специальных аппаратов. При правильном соблюдении технологических процессов производства она обладает такими характерными свойствами, как прочностью, экологичностью и долговечностью в эксплуатации
Изготовление керамической плитки с использованием отечественного оборудования
Учитывая специфику данного оборудования, его рыночную стоимость, не каждое предприятие может позволить купить оборудование для производства керамической плитки высокого качества.
На предприятиях отечественного производства, которые занимаются изготовлением керамической плитки, используется следующее оборудование:
- Бетономешалки, внутрь которой засыпается сырье, после чего посредством крутящихся лопастей оно перемешивается. В зависимости от необходимого объема выпуска продукции рассчитывается количество бетономешалок.
- Вибростанок, первоначальная функция – это создание формы керамической плитки. Приготовленная смесь поступает в специально подготовленные формы, после чего прессуется под большим давлением.
- Печи для сушки плитки и последующего обжигания. Готовые полуфабрикаты для удаления влаги помещаются в термостат. После этого изделия приобретаю прочность, и происходит процесс становления их формы. Далее плитка движется по специальному туннелю с температурой около 1250 %. На некоторых заводах в зависимости от технологических процессов обработки для этого используют горячий воздух.
- Камеры для рисунков и глазури. Метод нанесения глазури на плитку зависит от установленных на производстве специальных автоматов. Это может быть выполнено в виде: конусного, ковшевого или трубчатого метода. Для изготовления уникальных плиточных изделий потребуется приобрести современные напылительные камеры и трафареты для рисунков.
Вам может быть это интересно:
Для изготовления неповторимой продукции, на производство лучше покупать итальянское оборудование для производства керамической плитки, которое отличается высокой производительностью и качеством. Производство данной продукции на таких заводах полностью автоматизировано. Используя современное оборудование, усовершенствуется и технология производства кафельной плитки.
Процесс изготовление керамической плитки на дому
Если есть необходимые знания в строительной области то изготавливать керамическую плитку можно не только на производстве, но и на дому. Рассмотрим оборудование для производства керамической плитки в домашних условиях, которое нам понадобиться:
- Компоненты – вода, цемент, песок краситель и пластификатор. При смешивании ингредиентов необходимо соблюдать нужные пропорции раствора и условия сушки керамической плитки. Соотношение песка и цемента должно быть 6/1, а воды около семи литров. В течение трех минут тщательно перемешать, после чего добавить пигмент-краситель.
- Заливка в формы и сушка. Готовая смесь заливается в специальные формы, разравнивается и ставится на твердую поверхность. Сушить плитку необходимо при температуре 16-26 % в течение двух дней. Для придания плитке большей прочности перед укладкой ее можно еще раз просушить. Для облегчения изъятия плитки из формы ее опускают в воду и аккуратно выбивают резиновым молоточком.
На сегодняшний день технологии выпускаемой керамической плитки постоянно усовершенствуются. Это дает широкое возможности для творческих решений в дизайне интерьера помещений. Поэтому цена оборудования для производства керамической плитки зависит от ее производителя – отечественного или зарубежного.
www.rabota-tam.com