Паяем полипропиленовые трубы
12 мая, 2014
Школа ремонта
Главным достоинством полипропиленовых труб является простой монтаж, отсутствие излишних резьбовых соединений, отсутствие следов коррозии при долгой эксплуатации, а также такие трубы можно без страха скрывать в стенах. Сваривание полипропиленовых труб начинается подготовкой инструмента. В первую очередь, необходимо плотно закреплять нагреваемые насадки к устройству для сварки, так называемому утюгу. Закрепив насадку, надо выставить температуру от 250 до 270 градусов, и включить утюг в сеть.
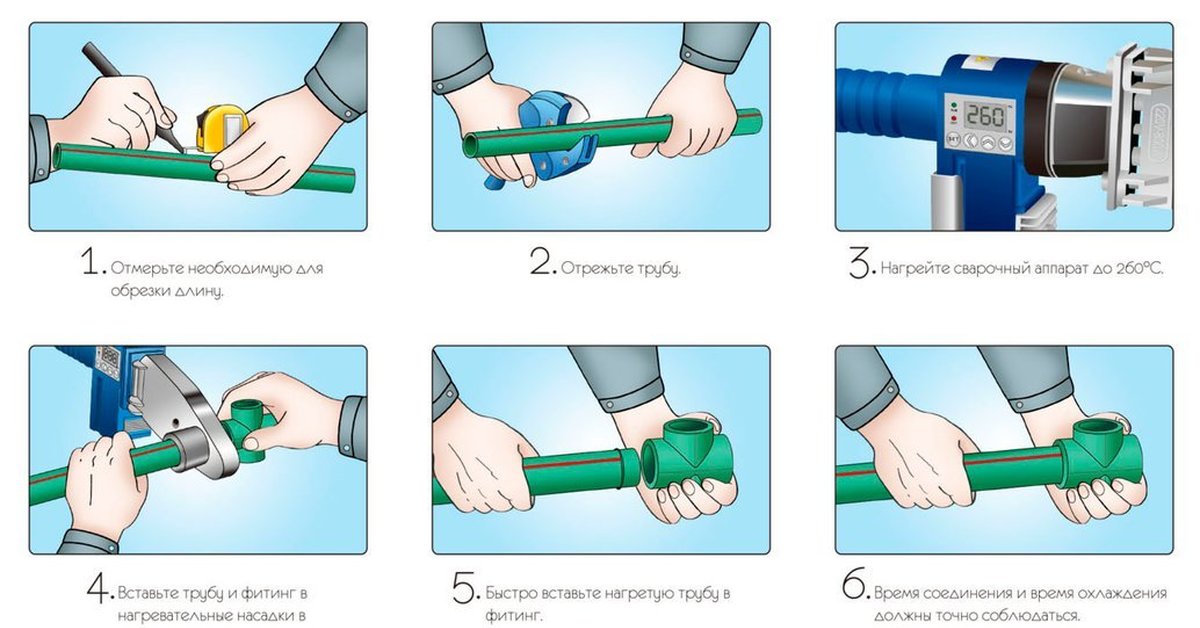
Пока утюг будет греться, можно начать изготовление деталей конструкции. Необходимые размеры затем переносятся на трубу с добавлением 3-4 сантиметров для спаивания, и при помощи особых ножниц ее отрезают. При спаивании полипропиленовых труб оставленный отрезок остается на пайку. Трубу надо стараться резать ровно, чтобы пайка получалась качественной. Перед спаиванием полипропиленовых труб нужно прикладывать друг к другу спаиваемые концы и карандашом наносить метку, которая соединит две детали.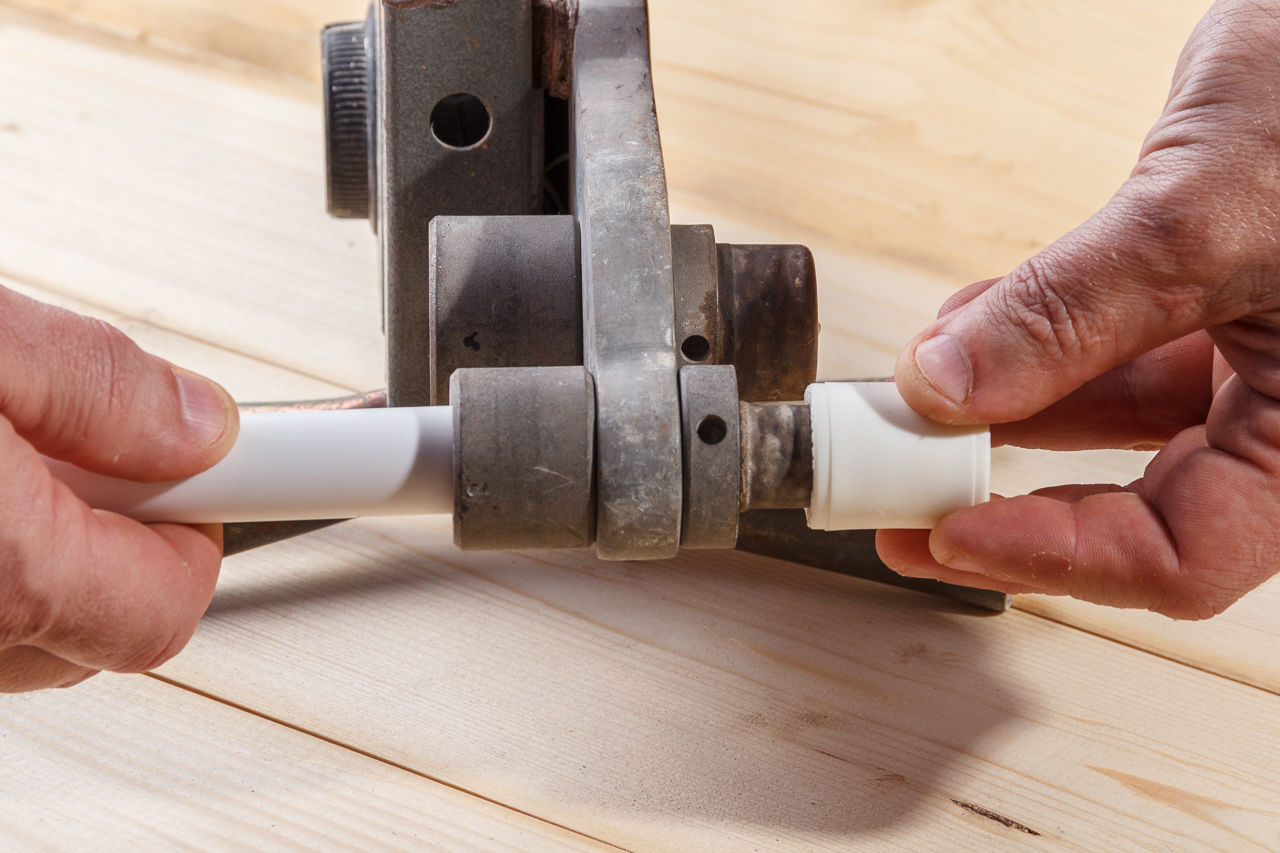
Как видите, все очень просто, поэтому вы можете прямо сейчас полипропиленовые трубы купить оптом, и начать создание системы водопровода у себя дома или на даче. На заметку: работу надо начинать с создания проекта своеобразного чертежа. Заранее подсчитайте количество фитингов (тройников, уголков, американок), длину трубы и клипс для ее фиксации. Наличие чертежа позволит без проблем собрать конструкцию, и при приобретении материалов вы не просчитаетесь, а закупите все нужные элементы.
Сама процедура спаивания полипропиленовых труб совершенно несложная: нужно взять две детали и с малым усилием надеть их на нагретые насадки утюга. Выдержав 4-5 секунд, вытащите их и вставьте друг в друга с некоторым усилием. Глубина посадки должна быть не меньше 1 сантиметра, иначе пайка получится ненадежной. Нормальной пайкой считается, когда спаиваемые детали не доходят до конечной точки на пару миллиметров.
В ходе выполнения работ не торопитесь, и не медлите, а следуйте пословице 7 раз отмерь 1 раз отрежь. Спаяв концы неправильно, перепаять вам уже не удастся, а собранную конструкцию придется отрезать и выбросить, думая, как все исправить.
Спаяв концы неправильно, перепаять вам уже не удастся, а собранную конструкцию придется отрезать и выбросить, думая, как все исправить.
Как перепаять полипропиленовые трубы
Как правильно паять полипропиленовые трубы
1. Приготовьте материалы и инструменты
- Трубы;
- фитинги;
- салфетки;
- перчатки;
- паяльник;
- ножницы для труб;
- рулетка;
- карандаш;
- уровень;
- изопропиловый спирт.
2. Составьте схему трубопровода
YouTube‑канал «Ремонт своими руками»Соединение полипропиленовых труб осуществляется довольно просто, но — как и с любой другой конструкцией — перед началом работ желательно подготовить примерную схему монтажа.
Набросайте на бумаге чертёж с расположением точек врезки, запорной арматуры и других нужных деталей. Так вы сможете сразу прикинуть длину труб, а также определить расположение, тип и количество необходимых фитингов.
Поскольку при соединении нагреваются оба конца трубопровода, для удобства монтажа важно, чтобы один из них оставался свободным. Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык. Всё это поможет предусмотреть схема сборки.
3. Подготовьте паяльник
Вообще, прибор правильно называть «сварочный аппарат». Процесс соединения полипропилена проходит без использования припоя, а значит — это сварка, а не пайка. Мы будем использовать оба термина.
YouTube‑канал «Дважды отец Дмитрий»Установите на платформу паяльника насадки нужного диаметра и зафиксируйте их винтом с помощью ключа. Если работаете с трубами нескольких размеров — используйте дополнительную пару гильз.
Выставьте температуру нагрева на 260 °С и включите прибор в сеть. На нагрев потребуется 10–20 минут. О готовности к работе сообщит светодиодный индикатор. Еще около 5 минут нужно подождать перед сваркой первого стыка.
При нагревании полипропилена выделяются вредные пары и дым, которые лучше не вдыхать.
Поэтому во время работы проветривайте помещение.
4. Сделайте разметку
Пока паяльник греется, подготовьте трубу и фитинги. Для качественной сварки они должны входить друг в друга строго на определённую глубину. Недостаточное погружение приведёт к плохому соединению, а чрезмерное — уменьшит или полностью закупорит проходное сечение выдавленным пластиком. Вот рекомендуемые большинством производителей значения для самых распространённых размеров:
Как видите, глубина пайки зависит от диаметра труб и фитингов.
Чтобы не ошибиться, отмерьте необходимую длину трубы с учётом припуска на стык и поставьте чёрточку карандашом. Затем на нужном расстоянии от этой метки нарисуйте ещё одну черту — она будет служить ориентиром во время сварки.
termpro.ruНапример, нам нужно соединить уголок и тройник в системе отопления. Расстояние между ними составляет 270 мм. Для фитингов диаметром 25 мм глубина пайки — 18 мм, значит, добавляем к 270 ещё 36 мм (по 18 с каждой стороны). В итоге получается 306 мм — именно такой кусок трубы надо отсечь.
В итоге получается 306 мм — именно такой кусок трубы надо отсечь.
5. Отрежьте трубу
Для резки полипропилена используются специальные ножницы, которые ещё называют труборезом. Они позволяют легко отсечь толстостенную трубу и получить ровные края без заусенцев.
Установите ножницы строго перпендикулярно трубе и совместите лезвие с первой меткой. Придерживая трубу одной рукой, второй нажимайте на рукоятки ножниц до тех пор, пока деталь полностью не разрежется.
Важно получить ровный торец, чтобы труба равномерно вошла в фитинг и одинаково спаялась по всему диаметру. Если отрезать косо, то выпирающая часть войдёт слишком глубоко и расплавленный полипропилен выдавится, уменьшив внутренний диаметр фитинга.
Если край получился неровным и позволяет запас, лучше отрезать ещё раз. Если же длина впритык — подровняйте торец, удалив всё лишнее острым ножом.
6. Обезжирьте детали
Согласно инструкциям всех производителей свариваемые детали полагается обезжиривать для качественного соединения. И хотя многие мастера пренебрегают этим и ограничиваются лишь протиркой труб тряпкой, мы рекомендуем придерживаться технологии.
И хотя многие мастера пренебрегают этим и ограничиваются лишь протиркой труб тряпкой, мы рекомендуем придерживаться технологии.
Очистите трубы от любых загрязнений. Слейте остатки воды и тщательно протрите салфеткой или туалетной бумагой насухо. Обработайте поверхности фитингов и труб смоченной в изопропиловом спирте тряпочкой.
Этим же спиртом легко стереть все надписи на трубах и придать им более эстетичный вид.
7. Нагрейте трубу и фитинг
При работе с горячим паяльником есть риск получить серьёзные ожоги, поэтому обязательно используйте защитные перчатки. Детали различных размеров нужно греть в течение определённого времени. Чем больше диаметр — тем дольше.
Для надёжного соединения полипропилен важно не перегреть, иначе материал станет текучим, расплавится и перекроет фитинг изнутри.
YouTube‑канал «Дважды отец Дмитрий»Вставьте в соответствующие гильзы паяльника сначала фитинг, затем трубу. Проталкивая детали, не проворачивайте их вокруг своей оси и не наклоняйте. Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Проталкивая детали, не проворачивайте их вокруг своей оси и не наклоняйте. Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Все указанные данные справедливы для работ при окружающей температуре около 20 °С. Если в помещении холоднее 5 °С, то время нагрева увеличивается примерно в два раза.
8. Сварите стык
Не проворачивая и не наклоняя, быстро снимите с насадок сначала трубу, а затем фитинг и соедините обе детали в нужном положении относительно друг друга. Не суетитесь, но и не мешкайте — у вас в запасе 4–6 секунд.
YouTube‑канал FV MianoПодержите трубу и фитинг неподвижно около 5 секунд, чтобы стык зафиксировался. В этот момент допускается провернуть соединение не более чем на 10 градусов, чтобы откорректировать его положение.
Полное время остывания, после которого можно нагружать место сварки, составляет от 2 до 4 минут.
Остатки полипропилена с насадки легко удалить бумажной салфеткой, пока паяльник горячий. Если очищать уже остывшие гильзы — есть риск повредить тефлоновое покрытие.
9. Проверьте соединение
YouTube‑канал FV MianoОпределить качество сварки можно по небольшому равномерному наплыву на конце фитинга. Если его нет, то, возможно, стык недогрет и герметичность будет под вопросом. Если наплыв слишком большой — трубу, скорее всего, перегрели, и она оплавилась внутри, частично и полностью перекрыв проходное сечение.
Для тех, кто впервые имеет дело со сваркой полипропилена, не лишним будет сначала попрактиковаться и сварить несколько тренировочных стыков. Учиться лучше на прямых муфтах. В отличие от уголков и других фитингов сложной формы, их легко хорошо осмотреть после пайки не только снаружи, но и изнутри.
Читайте также 🛠🏠
Как паять полипропиленовые трубы: 8 успешных шагов
Пластиковые трубы получили невероятно широкое распространение в сантехнике благодаря множеству неоспоримых преимуществ. Одно из них — простота соединения отдельных полипропиленовых элементов пайкой.
Одно из них — простота соединения отдельных полипропиленовых элементов пайкой.
Далее мы рассмотрим основные принципы выполнения такой задачи.
Технические характеристики
Перед пайкой полипропиленовых труб следует ознакомиться с некоторыми нюансами, которые существенно влияют на этот процесс.
Термостойкость
При какой температуре паять полипропиленовые трубы? Для ответа на этот вопрос существует три основных температурных порога:
| Температура | Поведение полипропилена |
| 95 около С | Предел нагрева рекомендуется производителями. |
| 140 около СО | Потеря твердости и формы, разупрочнение материала |
| 260 около СО | Начало перехода в жидкое агрегатное состояние — плавление |
Совет: Не рекомендуется использовать изделия из пластика при устройстве трубопровода, предназначенного для отопления квартир в регионах с особо суровыми зимами.
В случае сильных морозов туда возможна подача теплоносителя, температура которого превышает 95 градусов по Цельсию, что может привести к аварийной ситуации.
Из таблицы видно, при какой температуре паять полипропиленовые трубы, их достаточно, чтобы нагреться до 260 примерно С, чтобы можно было произвести соединение. Это довольно невысокая цифра, которую легко воспроизвести в домашних условиях с помощью специального инструмента, о котором мы поговорим чуть позже.
Эффект теплового расширения
Тепловое расширение характерно для всех материалов, и пластик не исключение.А в случае с трубами правильнее было бы назвать это удлинением, так как при нагревании они вытягиваются, провисают или приобретают волнообразный вид.
Как паять полипропиленовые трубы, чтобы избежать неприятных эффектов термического удлинения?
Для этого есть способ:
- Использовать вместо обычных армированных изделий. Их деформация при нагревании в пять раз меньше.
- Для установки в стыки П-образных элементов. Благодаря им все сведется к сближению «ножек» конструкции.
Совет: для большей эффективности рекомендуется использовать оба метода, поскольку армирование не предотвращает удлинение, а только уменьшает его.
Особенности пайки армированных труб
Как паять полипропиленовые трубы с армированным слоем?
Зависит в первую очередь от того, из какого материала он был изготовлен:
- Стекловолокно паяется не хуже обычных изделий.
- Алюминий требует предварительной очистки с помощью специального инструмента — бритвы.Если армирующий слой находится посередине трубы, то для его удаления вам понадобится плоский резак.
Совет: следует помнить, что армированные изделия имеет смысл приобретать только в том случае, если они используются в системе отопления, так как они способны без деформаций выдерживать более высокий температурный порог. Для устройства канализации и водопровода их более высокая цена будет неоправданной.

Приступаем к пайке
Но сначала давайте разберемся, как паять полипропиленовые трубы:
Инструменты
Самым главным достоинством, конечно же, является специальный паяльник, так как именно к ним вы будете создавать соединения .Мощность простейшего агрегата, пригодного для эксплуатации, не превышает 800 Вт, а в комплект входят насадки на самые распространенные в быту трубы сечением 20, 25 и 32 мм.
Совет: не тратьте деньги на более мощные устройства, так как этот показатель влияет только на время нагрева, а не на качество пайки.
Вам также понадобятся следующие аксессуары:
.Как паять полипропиленовые трубы
Многие владельцы домов и квартир при ремонте часто решают заменить существующие изношенные трубопроводы на новые современные аналоги из полипропиленового материала. Такая трубопроводная продукция имеет следующие преимущества перед металлическими трубами:
- отсутствие коррозии;
- хорошие рабочие характеристики при высоких давлениях и температурах;
- благодаря современным технологиям пайки изделий из полипропиленовых труб, предусмотрена для удобства монтажа в домашних условиях;
- устойчивость к механическим воздействиям;
- доступная стоимость.

При качественном монтаже полипропиленовых труб и правильной их эксплуатации они могут служить долго и надежно. Каждому, кто решил провести капитальный ремонт, который помимо множества других работ предполагает замену старых труб на новые, придется научиться паять полипропиленовые трубы. Имея соответствующие инструменты и оборудование, а также обладая определенными знаниями, выполнить эту работу будет не так уж и сложно.
Инструмент для полифузионной пайки полипропиленовых труб
Пайка полипропиленовых труб невозможна без специального инструмента.Для домашней пайки можно приобрести доступный по цене простой паяльник, который продается во многих строительных магазинах. Имеет нагревательный элемент мощностью 800 Вт. Если паять трубы для отопления или водопровода, то этой мощности хватит.
Также нужно знать, при какой температуре паять изделие. Основная задача паяльника — нагреть соединяемые концы полипропиленовой трубы до температуры 260 ° С. При этой температуре происходит диффузионная сварка, которая образует неразъемное соединение со свойствами, идентичными материалу трубы.
Совет! Мощность паяльника определяет только скорость нагрева элемента. Процесс пайки от этого параметра не зависит.
Паяльники бытовые Classic комплектуются насадками для труб самых распространенных диаметров — 20, 25 и 32 мм. Для работы с трубопроводами в доме или квартире можно ограничиться этим диапазоном. Если окажется, что их мало, насадки можно приобрести дополнительно. Особенностью форсунок является наличие тефлонового антипригарного покрытия, предотвращающего прилипание полипропилена при пайке.
При покупке паяльного инструмента следует обратить внимание на следующие параметры:
- Ручка должна быть удобной, что облегчит работу на весу. Конструкция этой важной части инструмента должна уберечь мастера от ожогов.
- При пайке в стационарных условиях устойчивость паяльника должна быть обеспечена с помощью надежной подставки.
- Бытовые инструменты для пайки должны иметь два регулятора мощности, при переключении которых будет изменяться температура нагрева рабочего элемента.
 Регулировка температуры в профессиональном паяльнике происходит плавно, что позволяет более точно выставлять температуру.
Регулировка температуры в профессиональном паяльнике происходит плавно, что позволяет более точно выставлять температуру. - Процесс нагрева рабочего элемента должен быть автоматизирован. Автоматика должна включать и выключать обогрев при выходе температуры за пределы установленных параметров.
Для работ по пайке труб из полипропилена один паяльник будет мал. Помимо паяльника вам потребуются специальные ножницы для труб, с помощью которых легким движением руки можно разрезать трубу в нужном месте под прямым углом и под углом 90 °.Они имеют усиленную конструкцию и могут разрезать даже армированные трубы. Такие ножницы есть в любом комплекте, предназначенном для пайки труб из полипропиленового материала. Для армированных труб требуется специальное приспособление для работы с ними — бритва, с помощью которой снимается фаска с заготовки вместе с алюминиевой фольгой. Если не удалить металлический слой с армированной трубы, паять трубу будет невозможно.
Совет! В большинстве наборов паяльных инструментов нет бритвы для снятия фольги, поэтому ее нужно приобретать отдельно.
Несмотря на дополнительные расходы, связанные с покупкой, советуем не отказываться от покупки. Бритва отличается долговечностью, а ее использование значительно упростит и облегчит работу.
Кроме того, в некоторых случаях потребуется дополнительный инструмент для пайки полипропиленовых труб:
- рулетка для мерных работ по определению нужной длины фрагмента трубы;
- карандаш для штамповки отметок, которые будут вырезаны; Ножовка
- , которая при отсутствии трубных ножниц будет выполнять свою функцию;
- острый нож для снятия фаски на конце паяемой трубы;
- ацетон или спирт для обезжиривания.
Технология пайки полифузией
Полипропиленовые трубы припаиваются в определенном порядке:
- На рабочий элемент устанавливаются сопла нужного диаметра для нагрева паяльника. Если при этом требуются соединительные трубы разного диаметра, на инструмент надеваются насадки необходимых размеров. Когда прибор уже включен, снять и поменять форсунки будет невозможно из-за опасности получить ожог — нужно дождаться, пока ТЭН остынет.

- Паяльник стационарно закреплен на подставке и подключен к электрической сети. Регулятор переключается на температуру нагревательного элемента 260 ° C, что является оптимальным для полипропилена. Если световые индикаторы горят, это означает, что устройство начало нагреваться. После первого выключения индикатор через некоторое время снова включается. Повторяется с
Как правильно паять трубы из ППР?
Полипропиленовые трубы постепенно получают наибольшее распространение. Причины этого. Полипропиленовые трубы и фитинги к ним стоят относительно недорого. Соединение фитинга и трубы в дальнейшем не протекает, его можно назвать практически вечным, как и сами трубы. Но важно понимать, как паять пластиковые трубы. Помните, что правильная техника — залог успеха.
Паяльная техника
Процесс сварки (пайки) предельно прост! Полипропилен эластичен при термическом нагревании — он переходит в состояние, которое можно сравнить с глиной.Когда материал остывает, его структура резко затвердевает. С научной точки зрения этот процесс называется сваркой полиэстера. Когда вы наберетесь достаточного опыта склеивания полипропиленовых труб, то это покажется невероятно простым.
С научной точки зрения этот процесс называется сваркой полиэстера. Когда вы наберетесь достаточного опыта склеивания полипропиленовых труб, то это покажется невероятно простым.
Способы пайки
Теперь паяем двумя способами. Пайка муфт — это соединение двух труб с помощью специальной муфты или отрезка трубы, диаметр которой больше двух свариваемых деталей. Этот метод применяется, когда сварочная труба имеет диаметр менее 63 мм.
Видео пайка — это просто соединение двух смежных граней труб без дополнительных сторонних элементов. Этот вариант предпочтителен с точки зрения эстетики, но более сложен с точки зрения исполнения.
Для выполнения этой (прямой) пайки требуется опыт. Как паять полипропиленовые трубы? Оба описанных варианта считаются правильными, у каждого способа есть свои нюансы и особенности. Выбор вы делаете для себя, но в основном для домашнего использования припой с муфтой.
Рекомендуется
Наиболее эффективные методы проращивания семян
Несмотря на то, что метод рассады в овощеводстве — процесс очень трудоемкий, его использует большинство садоводов. Посадка семян в открытый грунт — простой и удобный метод, но эффективен только в определенных климатических зонах. I …
Посадка семян в открытый грунт — простой и удобный метод, но эффективен только в определенных климатических зонах. I …
Светоотражающая краска. Сфера применения
Когда машины начали заполнять дороги, их популярность начала набирать светоотражающая краска.Благодаря этой краске как водителям, так и пешеходам становится намного легче избегать аварий в темноте. Назначение краски Светоотражающая краска — лакокрасочный материал, который …
Клеммы
Для пайки любым из вышеперечисленных методов требуется специальное оборудование, в частности, специальный паяльник. Если посмотреть на конструкцию паяльника для полипропиленовых труб, то он «близкий родственник» паяльника. Основная часть устройства — массивный нагреватель. Этот нагреватель проходит под специальные съемные насадки, поставляемые в комплекте с устройством (металлические стержни разные диаметры).
Если мы говорим о том, как паять полипропиленовые трубы своими руками, то нам подходит паяльник сверху. Он бытовой и подходит для пайки с использованием муфт. Если коснуться промышленной пайки, то для пайки полипропиленовых труб встык нужен специальный паяльник. Конструктивно этот паяльник также имеет систему ухода за свариваемыми элементами.
Он бытовой и подходит для пайки с использованием муфт. Если коснуться промышленной пайки, то для пайки полипропиленовых труб встык нужен специальный паяльник. Конструктивно этот паяльник также имеет систему ухода за свариваемыми элементами.
Также доступны паяльники двух основных мощностей. Обычно мощность существенно влияет на цену паяльника, хотя в ценообразовании устройства есть и другие составляющие.
Методика сварки
Главное правило: пайка должна производиться с обеспечением хорошей вентиляции. Плавление полимеров приводит к появлению токсинов, если вы вдыхаете их сверх нормы, здоровью человека будет нанесен значительный вред. Также необходимо иметь защитные перчатки, очки и респиратор. Но, стоит повторить главное правило, которым нельзя пренебрегать. Как паять пластиковые трубы с точки зрения безопасности, вашего здоровья? При притоке достаточного количества свежего воздуха!
При какой температуре пайка полипропиленовых труб?
Если вы используете для сварки труб именно специализированный паяльник, а другие варианты даже нельзя рассматривать, то вопросов о правильной температуре сварки у вас даже возникнуть не должно. Ваш паяльник снабжен зеленым индикатором, когда он загорится, можно приступать к работе. Если температурный вопрос интересен просто для общих знаний или ваш паяльник оснащен ручкой для установки температуры пайки, температура сварки полипропиленовых труб составляет 260 градусов. Перед сваркой двух труб с них снимают фаски, а эти места обезжиривают.
Ваш паяльник снабжен зеленым индикатором, когда он загорится, можно приступать к работе. Если температурный вопрос интересен просто для общих знаний или ваш паяльник оснащен ручкой для установки температуры пайки, температура сварки полипропиленовых труб составляет 260 градусов. Перед сваркой двух труб с них снимают фаски, а эти места обезжиривают.
Пайка
Вопросы, как паять трубы PPR, немаловажный фактор — время.Небольшое время воздействия плохого паяльника расплавит элементы, что приведет к плохому соединению. Если повернуть элементы на паяльнике, они начнут деформироваться и изменить свою структуру, что также не гарантирует качества соединения.
Если ваша сварная труба имеет диаметр 20 мм, то выдержите ее в горячем паяльнике примерно 8 секунд, заодно нужно сварить элементы между собой. Скорость охлаждения в этом случае считается 2 минуты.
Если вы свариваете трубы диаметром 40 мм, то нагреваете их в течение 18 секунд, для качественной сварки нужно будет удерживать соседние элементы около 20 секунд, остывание в данном случае 5 минут.
Если ваши сварные элементы имеют диаметр от 20 мм до 40 мм, вы можете рассчитать все параметры на основе приведенных примеров.
Сварка труб с армированием
Рассмотрим подробно, как паять армированные полипропиленовые трубы. Здесь главный вопрос — снятие защитного материала. Почему? Чуть ниже меня поймите прямо. Также нужно понимать, что фольга в структуре трубы (армирующий слой) обязательно требует дополнительного нагрева.
Особенность склеивания таких трубок — их увеличенный диаметр, как правило, такие трубки не подходят для бытовых утюгов. Чтобы решить эту проблему, трубы необходимо очистить перед пайкой. Для этого можно использовать специальный фрезер (фрезер для пластиковой трубы), принцип действия его чем-то схож с точилкой для карандашей. Свейер нужен для снятия внешнего слоя с трубы, строгальный станок снимает внутренний слой с трубы. Подбирается устройство исходя из расположения армирующего слоя к трубе.
Исключение составляют трубки, армированные не алюминием, а стекловолокном. В этом случае все стандартно и без осложнений. Теперь вы знаете, как паять трубы из ППР для отопления, потому что армирующий слой присутствует только в трубках из полипропилена, предназначенных для обогрева.
В этом случае все стандартно и без осложнений. Теперь вы знаете, как паять трубы из ППР для отопления, потому что армирующий слой присутствует только в трубках из полипропилена, предназначенных для обогрева.
Распространенные ошибки при пайке труб
Чтобы не допустить ошибок, не нужно торопиться. При пайке полипропиленовых труб допускается несколько типичных ошибок:
- На трубке осталась жирная пленка (забыл обезжирить).
- Непрямая резка сварных элементов под углом (скошенные кромки).
- Слабая посадка конца трубы внутри фитинга (небольшой опыт).
- Недостаточный или слишком продолжительный нагрев паяных деталей (небольшой опыт).
- Некачественное снятие армирующего слоя трубы (невнимательность).
- Корректировка расположения свариваемых деталей после их первоначальной полимерной застывания (небольшой опыт).
Когда вы знаете достаточно о том, как паять трубы из полипропилена, этот вопрос не кажется сложным. Электромонтаж труб из полипропилена помогает сэкономить не только деньги, но и время. Есть одна вещь, которая многих смущает при выборе полипропиленовых труб — якобы их эстетичность. Но следует отметить, что любая труба не выглядит привлекательной. Желательно по возможности делать скрытый монтаж любых трубопроводов.
Электромонтаж труб из полипропилена помогает сэкономить не только деньги, но и время. Есть одна вещь, которая многих смущает при выборе полипропиленовых труб — якобы их эстетичность. Но следует отметить, что любая труба не выглядит привлекательной. Желательно по возможности делать скрытый монтаж любых трубопроводов.
| Это страница содержит предупреждающие знаки, помогающие предотвратить возможные проблемы. Удалить легковоспламеняющиеся вещества из рабочей зоны Помните ваша вода выключен Паяльная горелка может вызвать возгорание. Проведите водяной шланг от соседского дома и готовьтесь. Приготовьте ведра с водой. Наполните ванну. БУДЬТЕ В БЕЗОПАСНОСТИ. Имейте под рукой огнетушитель класса ABC Купить: Газ банки безопасности в Amazon Fire огнетушители | |||
| Используйте бессвинцовый припой для серебряных подшипников | Собрать материалы: Колена, муфты, переходники с наружной и / или внутренней резьбой Наждачная бумага.  Труборез. На фото показан мини-резак для плотного локации. Водонагреватели «Под стойкой» обычно имеют соединения 1/2 дюйма. имеют обжимные фитинги 1/4 «и не требуют пайки. | ||
| Пайка паста / или флюс Паяльная паста наносится на трубы и фитинги. Используйте кисть для пасты с жесткой щетиной, продаваемую для пасты.  Не используйте смазку. Паяльная паста выглядит и ощущается как смазка, но не смазывать. Используйте бессвинцовую паяльную пасту Купить: Пайка вставить на Amazon | |||
| Использование Бессвинцовый припой Прочтите этикетку на стороне припоя: на этикетке должно быть указано, что продукт можно использовать для бытовые водопроводные трубы. НЕ используйте этилированный припой для труб с питьевой водой. Покупка: | |||
| Купить баллон с пропаном и наконечник горелки Пример показывает баллон с пропаном с самозажигающимся наконечником Извлеките наконечник резака из резервуара, когда закончите предотвратить утечку. По возможности храните пропан на открытом воздухе. | |||
| Песок концы труб Отшлифуйте торцы труб и внутреннюю арматуру наждачной бумагой Затем протрите сухой тряпкой, чтобы удалить песчинки | |||
| Стопка внутреннюю часть пробирки до однородности. Шероховатая внутренняя кромка трубы может вызвать эрозию медной трубы | |||
| Песок внутри фитингов Вращайте пальцем наждачную бумагу внутри каждого фитинга Затем протрите сухой тряпкой, чтобы удалить песок | |||
| Песок припой для удаления окислов и грязи.Если припой некоторое время находился в ящике для инструментов, он испачкается, а также становятся темными. | |||
| |||
| Применить паяльная паста внутри фитинга Нанесите паяльную пасту полностью на внутреннюю часть фитинга, но только там, где установлена труба. Припой будет прилипать к месту нанесения пасты. | |||
| |
| ||
| Опасность пожара / Используйте металлический щит, держите воду наготове |
| ||
| Световой фонарик с помощью бойка или спички Поток газа выдувает спичку Страйкер — самый простой способ зажечь факел. Купить Striker at Amazon Чтобы зажечь горелку спичкой: Включите газ при слабом расходе. | |||
| |||
| |||
| | Припой обтекает трубу и соединяется с медью там, где паяльная паста была применяется.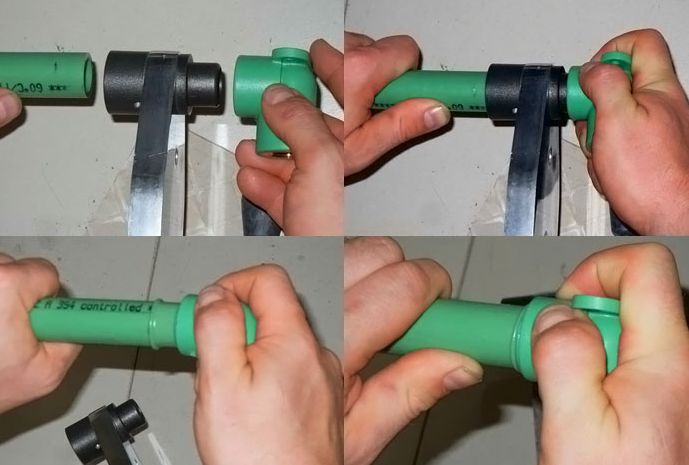 Соединение закончено = переместите резак на второй шарнир | ||
| Плохо паяное соединение Плохое паяное соединение: неравномерный припой, между ними видна трещина труба и фитинги. Даже небольшая трещина свидетельствует о плохом паяном соединении. Плохие стыки необходимо заменить, перепаять их нельзя. Труба и фитинг должны быть сухими. | |||
| |||
| Переходник с наружной резьбой 1/2 дюйма припаян к трубе. Когда остынет, подсоедините другой фитинги или подсоедините запорный вентиль к адаптеру. |
| ||
| |||
| |||


 Доверьте работу профессиональному застрахованному сантехнику.
Доверьте работу профессиональному застрахованному сантехнику. 

 Паяльная паста нанесена неправильно. Прочтите инструкции вверху страницы.
Паяльная паста нанесена неправильно. Прочтите инструкции вверху страницы. 

Пайка полипропиленовых труб своими руками (видео)
Монтаж полипропиленового водопровода в квартире производится с помощью сварочного аппарата (паяльник) с насадками различного диаметра и ножниц для резки труб (труборез).

полипропиленовые трубы и фитинги
9 обязательных правил при монтаже разводки из этого материала:
- Поверхности сварочного аппарата (паяльника) и насадок имеют тефлоновое покрытие, в процессе эксплуатации оберегайте их от царапин, ударов.
- Материал и оборудование, если внесёны с мороза, выдержать до комнатной температуры, только после этого приступайте к работе —
- Труба и фитинги должны быть чистыми и сухими (при необходимости обезжирить или протереть ветошью).
- Срез необходимо делать перпендикулярно оси трубы.
- На паяльнике выставляете температуру равную 280 градусов, как погаснут контрольные лампы можно приступать к спаиванию.
- Труба вставляется во внутреннюю сторону насадки, а фитинг на наружную. Лёгким усилием, ровно, плавно насадить. На трубе появится характерный валик, во избежание заужения давление прекратить, выдержать рекомендуемое данному диаметру трубы время, снять и соединить друг с другом, плавно вводя трубу в фитинг.
 Ни в коем случае не вращать. Выровнять. Я ещё и наплыв приминаю (красивее получается).
Ни в коем случае не вращать. Выровнять. Я ещё и наплыв приминаю (красивее получается). - Момент, когда снял с насадки и соединил между собой, называется технологическая пауза. Она должна быть, как можно короче. Повторюсь, если по оси, соединил не ровно — не вращать! Лучше перепаять затратив другой фитинг, иначе будет протечка. Выдержать пока, так сказать «схватится». Существует руководство, которого необходимо придерживаться, в нём указаны: глубина варки, время нагрева, время соединения и остывания. Для труб разного диаметра эти параметры различны. Поставляется сие руководство в комплекте со сварочным аппаратом.
- На разогретые поверхности ни в коем случае не допустимо попадание воды, попадёт хоть капля — будет протечка.

- Во время монтажа будьте внимательны: даже самое лёгкое прикосновение открытым участком кожи к паяльнику, даёт серьёзный ожог. При монтаже ни в коем случае не допустимо, по этой причине присутствие детей.
При соблюдении этих рекомендаций, успех обеспечен.
На фото паяльник, которым пользуюсь. Стоимость его не велика, а деньги затраченные на его приобретение перекрыл с лихвой.
паяльник и труборез
Посмотрите, как я сделал разводку в этом видео:
В рамках статьи всего не опишешь.
Подробный процесс по монтажу водопровода можно прочесть в моей электронной книге, она бесплатна, необходимо лишь ввести данные своей электронной почты. Уверен, книга — достойное пособие по этой работе, и не важно из какого материала.
Заинтересовавшемуся этой статьёй, не лишним будет знать:
А так ли прост монтаж полипропиленовых труб (видео)?
Надёжные краны для водопровода.
Надёжный электроинструмент для монтажа.
Если возникли какие вопросы, или есть дополнения прошу в комментарии. Гостям блога рекомендую подписаться на получение анонсов статей себе на почту, форма откроется при прокрутке страницы вниз.
А у меня на этом сегодня всё, успехов в монтаже, с уважением Андрей.
Если информация будет полезна друзьям, клик по иконке соцсети.
Поделиться с друзьями в сети:
1
Похожие статьи
Пайка полипропиленовых труб своими руками на примере
В последнее время традиционные чугунные и стальные трубопроводы все чаще вытесняются более современной продукцией химической промышленности — поливинилхлоридными и полипропиленовыми трубами и трубами. Но новые материалы требуют иной технологии соединения труб, и наиболее эффективной в данном случае является пайка.
Внимание! Температура пайки, влияющая на качество соединения, зависит от габаритов изделий — это видно из таблицы ниже.
| Трубы полипропиленовые, маркировка | Характеристики и назначение |
|---|---|
| ПН 10 | технические характеристики приемлемы для холодного водоснабжения до 20 градусов Цельсия, системы теплых полов до 45 градусов, при рабочем давлении 1 МПа |
| PN 16 | характеристики определяют применение как для горячего (до 60 градусов Цельсия), так и для холодного водоснабжения, номинальное рабочее давление — 1,6 МПа |
| PN 20 | технические характеристики данного типа труб позволяют использовать их в системах горячего водоснабжения с температурой до 95 градусов, номинальное давление — 2 МПа |
| PN 25 | Труба полипропиленовая армированная: характеристики подходят для горячего водоснабжения, а также для системы центрального отопления до 95 градусов тепла, номинальное давление — 2. 5 МПа 5 МПа |
Шаг 1. Выбор того или иного исходного материала напрямую зависит от будущего назначения. Основным критерием деления является максимально допустимая температура рабочей среды. В связи с этим различают трубы для горячего, холодного, а также смешанного водоснабжения.
Для определения точного количества необходимых труб и фитингов производится замер помещения и составляется примерный план. В последнем указываются размеры будущей магистрали и всех ее элементов.
После покупки всех компонентов можно переходить к следующему шагу.
Этап 2. Необходимое оборудование
Принцип пайки заключается в нагреве концов соединяемых труб до необходимой температуры и последующем их закреплении. Для этого понадобится специальный прибор – сварочный аппарат.
Может быть трех типов:
Кроме самого устройства для работы потребуются:
О выборе насадок
Патрубки обогрева должны соответствовать сечению подсоединяемых труб. Для этого нужно обратить внимание на определенные параметры:
Для этого нужно обратить внимание на определенные параметры:
- прочность;
- сохранение формы при изменении температуры;
- теплопроводность.
Большинство сварочных аппаратов совместимы сразу с несколькими различными насадками, что крайне удобно при обустройстве сложных магистралей.
Каждая насадка имеет сразу два конца – один предназначен для нагрева внешней поверхности изделий, другой – для внутренней. Все сопла покрыты тефлоном, что предотвращает прилипание расплавленного покрытия.Размеры патрубков варьируются от 2 см до 6 см, что полностью совпадает с общим и трубным сечениями.
Когда план составлен, и все комплектующие закуплены, остается только тщательно убрать помещение. Особое внимание нужно уделить пыли, ведь даже мельчайшие частицы, оседая на швы, легко могут нарушить герметичность.
Сначала в розетку вставляется насадка, после чего устройство включается.Дальнейшие действия зависят от выбранной техники пайки, поэтому рассмотрим их (способы) более подробно.
Способ №1. Диффузионная пайка
При использовании данной технологии сварки материал соединяемых деталей взаимно проникает друг в друга и после охлаждения образует монолитный элемент. Один из самых распространенных способов обработки, который, однако, подходит только для однородных материалов.
Внимание! При этом температура пайки достигает 265ᵒС.Именно при этой температуре плавится полипропилен.
Видео — Диффузионная пайка полипропиленовых труб
Способ №2. Пайка в розетку
При сварке раструбным способом применяют сварочные аппараты с разным сечением патрубков. Сама процедура выглядит достаточно просто.
Шаг 1. Сначала нарезаются отрезки трубы необходимой длины. Важно, чтобы резка происходила исключительно под прямым углом.
Шаг 2. Торцы изделий зачищают бритвой (если используются армированные трубы).
Шаг 3. Концы вставляются в патрубок соответствующей секции, нагреваются до температуры плавления и соединяются.
Внимание! Крайне важно, чтобы трубы не меняли своего положения при остывании.
Способ №3. Пайка встык
Этот способ удобен при соединении труб большого диаметра. Как и в предыдущих вариантах, трубы нарезаются на отрезки необходимой длины, а концы тщательно зачищаются.
Способ №3. Пайка рукава
При муфтовом способе сварки между соединяемыми элементами вводится дополнительная деталь — муфта. Прогрев происходит так же, только не прогреваются участки магистрали, а только соединительные элементы.
Способ №4. Полифузионная пайка
Разновидность диффузной технологии, отличающаяся тем, что оплавляется только один из двух соединяемых элементов.
Способ №5.»Холодная» пайка труб ПП
Этот метод сварки заключается в нанесении на соединяемые трубы специального клея. Характерно, что применение «холодной» сварки допустимо только в тех магистралях, в которых давление рабочей жидкости незначительно.
При перегреве или соединении труб малого диаметра существует риск образования наплывов на внутренней поверхности. Эти наплывы будут препятствовать свободному движению рабочей жидкости во время работы.
Во избежание этого необходимо проверить соединение на наличие таких дефектных участков. Место соединения нужно продуть, и если воздух проходит беспрепятственно, то сварка однозначно получилась очень качественной.
Внимание! После этого необходимо проверить герметичность соединения – для этого через спаянные элементы пропускают небольшое количество воды.
Важные правила пайки полипропилена
Для качественного и герметичного соединения необходимо соблюдать определенные правила.
Пайка полипропиленовых труб в труднодоступных местах
На вопрос, в чем основная проблема при обустройстве пластикового трубопровода, любой специалист ответит: пайка в труднодоступных местах. Для выполнения этой процедуры конструкция делится на несколько секций.
Для выполнения этой процедуры конструкция делится на несколько секций.
В первую очередь монтируется неудобная большая площадь. Целесообразно формировать его отдельно, и только потом устанавливать на стационарное место.
После исправления проблемного участка устанавливаются более мелкие и, соответственно, простые в установке элементы.Эту работу должны выполнять как минимум два человека.
Видео — Установка в труднодоступных местах
Типичные ошибки при пайке пластиковых труб
Видео — Технология пайки ПП труб
Результаты
Навыки пайки полипропиленовых труб придут со временем. Здесь нет ничего сложного, хотя сначала будут повреждены несколько муфт и один-два десятка метров труб. И это не страшно, ведь стоят они не так дорого; как минимум автономность от сантехников дороже.
С изобретением метода полимеризации винила в 1957 году началось время использования полипропиленовых труб. Благодаря отличным техническим характеристикам и невысокой стоимости они заменили классические металлические трубопроводы многих жилых и промышленных зданий. Из них монтируются системы холодного и горячего водоснабжения, отопления, отопления. Единственная сложность – только пайка полипропиленовых труб, необходимая для их соединения.
Из них монтируются системы холодного и горячего водоснабжения, отопления, отопления. Единственная сложность – только пайка полипропиленовых труб, необходимая для их соединения.
Свойство полипропилена
Полипропилен представляет собой бесцветный материал, получаемый полимеризацией мономера пропилена с добавлением катализаторов.Характеризуется химической стойкостью к различным неорганическим растворам соляного, кислотного или щелочного типа. Материал не впитывает жидкость и обладает диэлектрическими свойствами.
Температура плавления около 170 градусов Цельсия, твердость около 55 МПа. Он выдерживает воздействие холода до -15 градусов без изменения своих свойств, однако при температуре ниже этой температуры становится хрупким.
Благодаря своим характеристикам полипропилен нашел широкое применение в качестве материала для изготовления водопроводных труб.Полимер, используемый для их изготовления, не наносит вреда окружающей среде и не требует специальной утилизации. Его отличная адгезия к металлу позволяет изготавливать различные виды фитингов путем запрессовки их с латунными никелированными резьбовыми вставками.
Его отличная адгезия к металлу позволяет изготавливать различные виды фитингов путем запрессовки их с латунными никелированными резьбовыми вставками.
При нагреве выше 160 градусов полимерный материал размягчается и приобретает пластичность . А при охлаждении возвращает свою твердость. Это свойство используется при соединении различных частей трубопровода из пластика. Для неразъемного соединения используется паяльник (утюг).При этом, чтобы пользоваться паяльником для полипропиленовых труб, особых знаний не требуется.
Полипропилен
Типы труб
По полипропиленовым трубам (ППР) можно передавать как холодную, так и горячую воду. В зависимости от требований к водоснабжению применяют сплошные или усиленные конструкции. Армирование уменьшает тепловое расширение.
Может быть выполнен следующими способами :
- алюминиевое покрытие наружной стороны трубы;
- добавление алюминиевой сетки посередине конструкции;
- армированный стекловолокном;
- сплав композиционного материала с волокном.

В зависимости от типа армирования немного меняется и инструкция по пайке полипропиленовых труб.
В большей степени это относится к устройствам с использованием алюминия. Пластиковые трубы маркируются латинскими буквами PN и цифрой после них. Эти цифры говорят о максимальном давлении, которое может выдержать собранная из них конструкция. Так, PN 20 означает, что давление в середине водовода может достигать 2 МПа.
Технические характеристики используемых видов ППР и особенности их соединения для наглядности удобно свести в таблицу:
Таким образом, область применения полипропиленовых трубопроводов обширна.А их устойчивость к коррозии и внешним воздействиям, механическая твердость, долговечность, простота монтажа и невысокая цена делают их популярными. Немало этому способствует простота соединения частей конструкции, обеспечивающая надежное неразъемное соединение. Для сравнения, монтаж всей системы своими руками занимает в пять-шесть раз меньше времени, чем из металла.
Трубы полипропиленовые. Виды труб, и их отличие
Особенности паяльника
Для пайки полипропиленовых труб не обязательно приглашать профессионала, все операции можно выполнить самостоятельно.Но стоит отметить, что работать вдвоем гораздо удобнее. Инструмент, используемый для соединения, называется паяльником или утюгом. Он классифицируется по двум критериям: дизайн, производительность и мощность.
Несмотря на конструктивные различия и множество марок, принцип работы устройств одинаков. Как и обычный утюг, имеют два основных элемента : ТЭН и термостат. Кроме того, насадки являются обязательным атрибутом пайки. Они считаются расходным материалом и продаются как вместе с паяльником, так и отдельно в розницу.Форсунки изготовлены из теплопроводного материала, покрытого сверху слоем тефлона. Насадка состоит из двух элементов: один с выемкой, а второй с буртиком. С их помощью нагревают внутреннюю и внешнюю поверхности трубы и фитинга.
Термоэлемент расположен в середине корпуса, к которому прикручены патрубки. Для равномерного нагрева и удобства эксплуатации их расположение относительно друг друга соосное. При подключении прибора к сети 220 вольт термоэлемент нагревается, передавая свое тепло корпусу паяльника.А тот, в свою очередь, нагревает форсунки. С помощью термостата задается и поддерживается необходимая температура нагрева.
Для равномерного нагрева и удобства эксплуатации их расположение относительно друг друга соосное. При подключении прибора к сети 220 вольт термоэлемент нагревается, передавая свое тепло корпусу паяльника.А тот, в свою очередь, нагревает форсунки. С помощью термостата задается и поддерживается необходимая температура нагрева.
Как только датчик температуры определяет нужную температуру, срабатывает тепловое реле, и подача напряжения на нагреватель прекращается. При понижении температуры на два-три градуса обогреватель снова подключают к сети.
Техника соединения
Чтобы правильно соединить полипропиленовую трубу, купить паяльник будет недостаточно.Как и в любом деле, нужен опыт, поэтому профессионалы рекомендуют новичкам сначала потренироваться на образцах, а потом переходить к сварке основной конструкции.
Перед началом работы необходимо выполнить некоторые подготовительные действия . Это относится как к соединяемым деталям, так и к паяльному устройству. Принцип сварки основан на расплавлении двух деталей с последующим их физическим соединением друг с другом до момента кристаллизации. Чтобы сварочный шов был надежным, одна из свариваемых деталей вставляется в другую на глубину от 13 до 32 миллиметров в зависимости от диаметра деталей.Сварка двух труб происходит через фитинг. Они разного вида и размера. Каждый фитинг рассчитан на определенный диаметр трубы, поэтому при пайке следует соблюдать осторожность.
Принцип сварки основан на расплавлении двух деталей с последующим их физическим соединением друг с другом до момента кристаллизации. Чтобы сварочный шов был надежным, одна из свариваемых деталей вставляется в другую на глубину от 13 до 32 миллиметров в зависимости от диаметра деталей.Сварка двух труб происходит через фитинг. Они разного вида и размера. Каждый фитинг рассчитан на определенный диаметр трубы, поэтому при пайке следует соблюдать осторожность.
В случае использования армированной трубы с алюминиевой фольгой, конец, вставленный в патрубок, должен быть зачищен от слоя. Очистка происходит механическим способом с помощью специального инструмента. Но так как это устройство довольно дорогое, то часто используется ножовочное полотно. Трубу пропиливают по кругу на глубину армирующего слоя, а затем отрезают ножом.Такой подход требует умения и опыта.
Перед сваркой детали следует нарезать на необходимую длину, очистить от грязи и обезжирить. Для этого допускается использовать изопропиловый, изобутиловый или этиловый спирт. Применение ацетона, уайт-спирита, бензина или водки не допускается из-за разрыхления полипропилена после воздействия.
Применение ацетона, уайт-спирита, бензина или водки не допускается из-за разрыхления полипропилена после воздействия.
Втулки перед работой также необходимо очистить тряпкой. Следует обратить внимание на целостность тефлонового слоя; Форсунки с поврежденным покрытием использовать нельзя.Поэтому чистка металлическими предметами или абразивами запрещена. В случае сильного ожога используются деревянные скребки. Для удобства прочистки сопла рекомендуется предварительно немного нагреть паяльником.
На последнем этапе подготовки по всему диаметру трубы наносится линия, обозначающая глубину зоны сварки. Этот размер должен соответствовать глубине фитинга. Тогда можно будет переходить непосредственно к сварке.
Как паять полипропиленовые трубы
Процесс сварки
После завершения всех подготовительных операций можно приступать к пайке.Для этого нужно прикрутить насадки необходимого диаметра к паяльнику с помощью отвертки. С какой стороны расположить внешнюю часть или внутреннюю, не важно, главное выдержать их переносимость.
Утюг для пайки полипропиленовых труб устанавливается на ровную поверхность, включается и прогревается 10-15 минут. Для правильной пайки соединения можно воспользоваться следующей инструкцией по пайке полипропиленовых труб:
- 1.Изучается таблица с данными, из которой берется необходимое время продолжительности различных технологических процессов:
- 2. С помощью термостата устанавливается необходимая температура. Это значение составляет не менее 260 0 С и зависит в большей степени от диаметра деталей.
- 3. Свариваемые детали одновременно надеваются на нагретые сопла. Труба вставляется в паз внутренней части до отмеченной на ней линии, а на оправку надевается фитинг.
- 4. Через определенное время, в соответствии с вышеприведенной таблицей, детали снимаются с патрубков и плавно вставляются друг в друга на заданную глубину. Соединив элементы, их нельзя поворачивать или сгибать. Их следует держать неподвижно, пока они не затвердеют.
 При соединении излишки расплавленного вещества выдавливаются, образуя кольцо вокруг шва.
При соединении излишки расплавленного вещества выдавливаются, образуя кольцо вокруг шва. - 5. Как только шов затвердеет, полученную деталь можно распустить, а по истечении времени остывания эксплуатировать.
Распространенные ошибки монтажа можно разделить на несколько типов :
- 1. Недостаточно тщательная очистка поверхностей припаиваемых деталей.
- 2. Попадание воды в сварной шов.
- 3. При резке трубы на необходимую длину угол резки превышает 90 градусов.
- 4. Недостаточная длина входа трубы в фитинг.
- 5. Перегрев или недостаточный нагрев свариваемых деталей.
- 6. Неполное удаление армирующего слоя.
- 7. Несоблюдение правильной стыковки деталей и действий, связанных с последующей попыткой их исправления.
Хитрости монтажа
Профессионалы добиваются высокого качества паяных швов безукоризненным соблюдением правил сварки. Для этого они используют маленькие хитрости. В первую очередь при купировании важно соблюдать толерантность. Сделать это несложно. Секрет прямой оси заключается в том, чтобы провести параллельную линию тонким маркером или карандашом как на поверхности трубы, так и на фитинге.После плавления нужно только аккуратно совместить эти линии.
В первую очередь при купировании важно соблюдать толерантность. Сделать это несложно. Секрет прямой оси заключается в том, чтобы провести параллельную линию тонким маркером или карандашом как на поверхности трубы, так и на фитинге.После плавления нужно только аккуратно совместить эти линии.
Для фиксации паяльника в его конструкции используется утяжеленная ножка . Но из-за плохого качества патрубков или недостаточного их нагрева выдергивание из них оплавленных элементов трубопровода может привести к переворачиванию устройства. Поэтому сварку рекомендуется проводить с помощником, задачей которого будет удержание паяльника в неподвижном состоянии.
Для прямого реза используются специальные ножницы .С их помощью пластиковая труба режется точно и без усилий. Если срез получился неровным, его можно выровнять напильником. При этом после выравнивания трубу следует продуть и при необходимости снять фаску.
При выборе насадок предпочтение следует отдавать изготовленным из металлизированного тефлона. Они равномерно нагреваются и легко чистятся. Для бытовых нужд подойдет устройство мощностью 1,2 кВт. Его будет вполне достаточно для сварки труб диаметром до 50 мм.
Они равномерно нагреваются и легко чистятся. Для бытовых нужд подойдет устройство мощностью 1,2 кВт. Его будет вполне достаточно для сварки труб диаметром до 50 мм.
Таким образом, для пайки труб не нужны специальные знания, главное следить за процессом пайки и следовать рекомендациям. При этом, поскольку температура паяльника достигает высоких значений, стоит соблюдать технику безопасности, чтобы исключить возможность ожога.
Соединение полипропиленовых труб сварным способом отличается более высокой надежностью по сравнению с другими способами соединения изделий между собой.Данная технология соединения не имеет никаких отличий при работе с полипропиленом. Исключение составляют только армированные изделия: их монтаж предполагает некоторые особенности.
Этот метод довольно прост. Сварку можно проводить в домашних условиях, соблюдая требования технологического процесса и имея весь арсенал необходимых инструментов.
Есть несколько вариантов соединения полипропиленовых труб:
- пайка диффузионная;
- пайка с электроарматурой;
- холодная сварка.

В этой статье мы более подробно расскажем о каждом способе соединения цилиндрических изделий, рассмотрим их преимущества и недостатки, а также научимся правильно паять полипропиленовые трубы.
Перед началом работы необходимо подготовить монтажный инструмент. Для создания надежного соединения конструкций и всех дополнительных деталей вам понадобится специальный паяльник.
Стоит отметить, что иногда соединение изделий из полипропилена называют сваркой.Однако этот процесс имеет множество разновидностей, поэтому важно помнить, что полипропиленовые трубы соединяются только одним способом – пайкой. Для монтажа такой системы не используются резьбовые фитинги и металлопластик.
Пайка полипропиленовых труб требует применения сварочных аппаратов. В продаже несколько видов устройств:
- нагреватель круглого сечения;
- плоский блок.
Второй вид паяльника в народе называли утюгом, что больше связано с его внешним видом. Такие устройства отличаются только своей конструкцией.
Такие устройства отличаются только своей конструкцией.
Для первой модели тефлоновые насадки надеваются на нагреватель и фиксируются хомутами. Во втором устройстве такие же патрубки прикручены к нагревателю с обеих сторон. Остальные элементы дизайна ничем не отличаются. Основной функцией устройства является качественная и надежная пайка полипропиленовых изделий.
Насадкиобязательно входят в комплект паяльных приспособлений. Самым недорогим устройством, в состав которого входит минимальное количество элементов, считается китайский паяльник.Его мощность не превышает 800 Вт. В продаже он представлен вместе со стойкой, а также насадками, позволяющими паять трубы из ПП сечением 20-32 мм.
Когда система отопления частного дома выполнена из цилиндрических изделий такого диаметра, этого комплекта будет вполне достаточно. Но если вы собираетесь выполнять более профессиональные паяльные работы, вам понадобится более качественное устройство.
Для труб сечением 40-63 мм требуется другой комплект для пайки. Его придется приобретать отдельно. Самые дорогие комплекты, отличающиеся повышенной надежностью, производятся в крупных странах Европы. В их комплект входят следующие детали:
Его придется приобретать отдельно. Самые дорогие комплекты, отличающиеся повышенной надежностью, производятся в крупных странах Европы. В их комплект входят следующие детали:
- паяльник; подставка
- ;
- Форсунки тефлоновые разного диаметра; ножницы
- , которые позволяют резать трубы, выдерживая 90 градусов;
- шестигранник;
- крестовая отвертка;
- рулетка;
- перчатки.
Поскольку для пайки полипропиленовых труб необходимо работать с горячим оборудованием, операцию необходимо выполнять в перчатках.Новички довольно часто получают ожог, прикоснувшись к нагревательному элементу.
Конструкция любого паяльника устроена так, что можно установить сразу несколько насадок для соединения труб малого диаметра, что экономит время, особенно при работе с изделиями сечением 20-40 мм.
Мощность паяльника
Для равномерного и быстрого нагрева трубы диаметром 63 мм требуется большая мощность системы. Для бытовых целей подойдет аппарат со значением, определяющим количество энергии, не превышающим 0.7-1 кВт будет достаточно.
Для бытовых целей подойдет аппарат со значением, определяющим количество энергии, не превышающим 0.7-1 кВт будет достаточно.
Если мощность утюга более 1 кВт, он переходит в категорию профессиональных. Его стоимость намного выше, чем цена обычного паяльника.
Первый метод
Для изготовления самодельного паяльника вам понадобится:
- вышедший из строя старый утюг с нагревательным элементом;
- детский металлический конструктор;
- резиновая ручка;
- тумблер; асбестовый шнур
- ;
- дюралюминий; Изолента
- .
Технология производства
- болгаркой снизу утюга отрезаем все ненужные детали;
- изготовлена алюминиевая обшивка;
- коробка монтируется из конструктора; в него устанавливается лампочка и резиновая ручка;
- к проводу подключаются тумблер и паяльник-регулятор;
- все части объединены в одно целое;
- припаянные кабели;
- к корпусу, предварительно проложив асбестовую прокладку, ТЭН прикручивается болтами.

Таким образом, потратив немного времени на использование подручного материала, вы становитесь обладателем самодельного паяльника для сварки ПП труб.
Метод второй
Для изготовления инструмента потребуется пара насадок стоимостью 215 руб. и выброшенный зажженный утюг. Сборка занимает около двух часов.
Сначала нагревательное устройство устанавливается вертикально. Фитинг одновременно надевается на патрубки отопления вместе с трубой. Для возможности проведения операций на стене утюг нужно немного модернизировать: срезать «жало» подошвы и немного скруглить его.Полезно будет использовать термопасту.
Известно, что к такому самодельному аппарату было приварено несколько трубопроводов. Качество работы оказалось достаточно высоким.
После нагревания утюга, держа его за ручку, сначала вынимают трубу. Сразу снимать фитинг не нужно, так как его толщина препятствует его быстрому расплавлению. Осталось придержать трубу утюгом рукой и снять фитинг.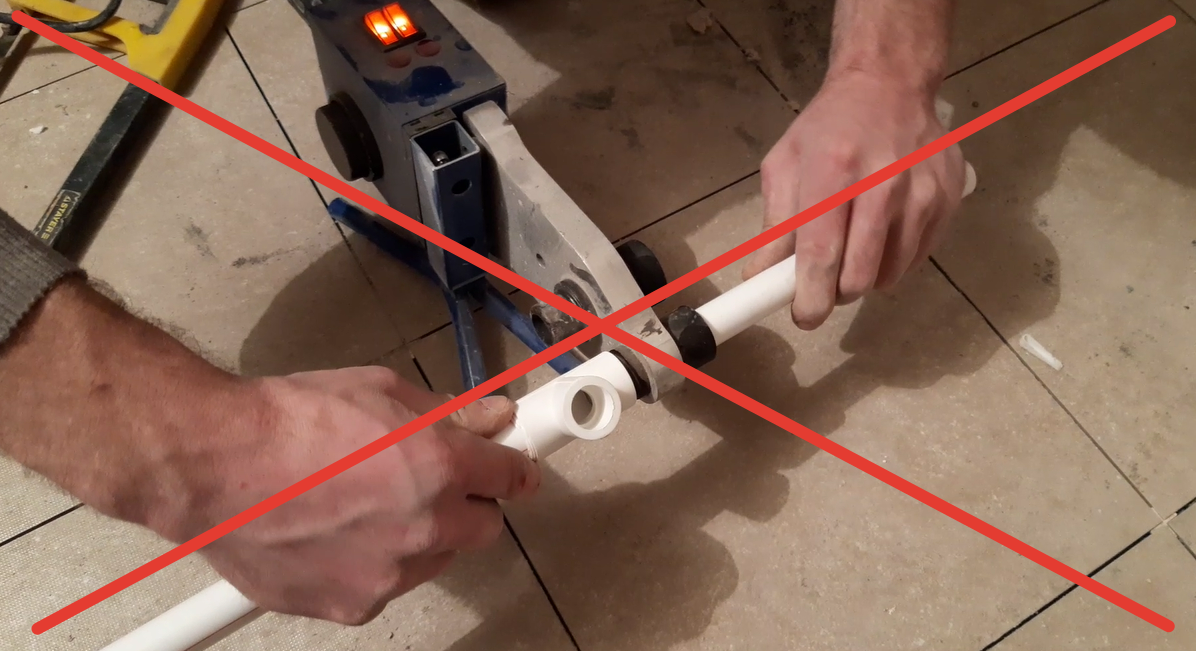
Для соединения изделий необходимо прикладывать небольшие усилия до образования ровного заусенца по всему периметру застегивающейся части.
В таком положении нужно удерживать соединение около 15-20 секунд, пока не начнется полимеризация. Сварка на стене проста: одна рука держит нагревательный прибор, другая – трубу.
Метод третий
Изготавливаем утюг, оснащенный регулятором температуры, который будет представлять собой специальное устройство регулирования мощности, собранное на тиристоре. Для паяльных работ применяется напряжение 170В. Для создания приспособления используются алюминиевые или медные пластины. На фото показана деталь толщиной 0.8 мм, однако значение этого значения может варьироваться в большую сторону.
Плоские элементы нужны для того, чтобы нагреватель не начал остывать при надевании трубы. Для работы используется ТЭН (1 кВт) от морально устаревшей печи «Мечта». Так как радиатор почти не греется, его можно уменьшить. Для установки тиристора и диода прокладки не требуются. Сам дизайн утюга может быть любым, все зависит от вашей фантазии.
Сам дизайн утюга может быть любым, все зависит от вашей фантазии.
Ниже представлена схема контроллера питания .
С каждой стороны спирали можно установить алюминиевые прокладки в виде круглых блинов. К корпусу прикреплена рукоятка с регулятором и неподвижным тумблером. Другими словами, вы можете заняться тюнингом.
Принцип работы всех устройств всегда одинаков: для пайки ПП труб необходимо соблюдать определенную температуру.
Как выбрать форсунки
При подборе форсунок отопления необходимо учитывать диаметр соединяемых труб и другие важные моменты:
- прочность;
- насколько хорошо сохраняется форма после изменения температуры;
- теплопроводность.
Почти все сварочные аппараты подходят для различных насадок. Это очень удобно, когда нужно смонтировать сложную магистраль.
Каждый элемент одежды имеет два конца. С одной стороны нагревается внешняя сторона детали, с другой – ее внутренняя часть.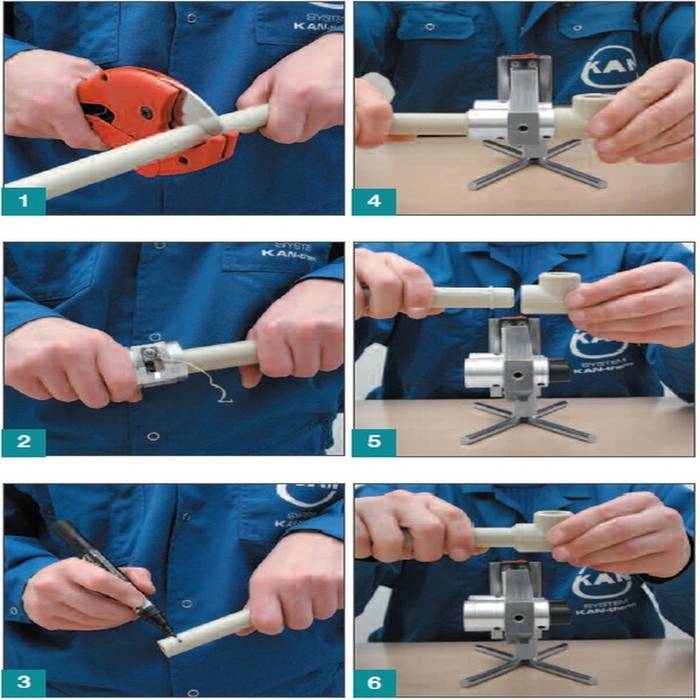 Все сопла имеют тефлоновое покрытие, предохраняющее поверхность от налипания расплавленного материала. Размеры деталей находятся в пределах 2-6 см, что соответствует распространенным диаметрам цилиндрических изделий.
Все сопла имеют тефлоновое покрытие, предохраняющее поверхность от налипания расплавленного материала. Размеры деталей находятся в пределах 2-6 см, что соответствует распространенным диаметрам цилиндрических изделий.
Нормальная температура для пайки
Для прочной сварки конструкций температура пайки полипропиленовых труб не должна превышать 260 °С. В противном случае это приведет к потере устойчивости пластикового основания, в результате чего труба просто не сможет соединиться с фитингом. Более того, нагретый соединительный элемент начнет прилипать ко всем окружающим его деталям. Однако более низкая температура также не подходит для пайки.
Важно помнить, что вязкость и пластичность полипропиленовой структуры должны иметь определенные значения, иначе не начнутся диффузионные процессы, и соединение потеряет свою надежность.Срок службы таких трубопроводов будет минимальным. О 50-летней гарантии придется забыть. При какой температуре соединять продукты, лучше посмотреть в таблице.
Время пайки трубы
При правильном соблюдении технологических требований по продолжительности процесса соединения конструкций с помощью специального инструмента можно получить достаточно плотное соединение. Полипропилен после перегрева не начнет растекаться. Время нагрева зависит от определенных параметров.Основные из них:
- отрезок трубы;
- ширина шва сварочной ленты;
- температура окружающей среды.
Ниже приведена специальная таблица, в которой указано рекомендуемое время пайки изделий из ПП с учетом всех указанных выше значений:
Сварка полипропиленовых труб в раструб
Основным способом крепления пластика, когда нужно соединить небольшие цилиндрические изделия разного сечения, является использование раструба.При сварке полипропиленовой конструкции потребуются дополнительные детали:
Все они изготовлены из того же материала, из которого изготовлены трубы. Использование дополнительных элементов для создания качественного соединения не считается недостатком этого метода. Рассматриваемые детали, кроме соединительной функции, помогают изменить направление трубопровода.
Рассматриваемые детали, кроме соединительной функции, помогают изменить направление трубопровода.
Этот процесс состоит из нескольких операций:
- оплавляются сопрягаемые поверхности: наружная стенка цилиндрического изделия с внутренней частью штуцера;
- используются специальные нагревательные детали;
- происходит охлаждение собранных элементов.
По мнению профессионалов, раструбное соединение считается гораздо более надежным, чем сварка встык. За счет того, что при совмещении труба входит в фитинг с усилием, создается высокая прочность. При этом выравнивание не требует использования специального инструмента. Комбинировать цилиндрические конструкции таким образом сможет даже новичок.
Аппарат для сварки враструб
Устройства, предназначенные для соединения изделий из ПП в розетку, называются паяльниками, или утюгами.Основным элементом такого устройства была нагревательная головка. К нему прилагаются все взаимозаменяемые части:
Первые элементы предназначены для обогрева наружной поверхности труб, вторые — внутренней части фитингов. Форма нагревателя в большинстве паяльников остается треугольной пластиной. В продаже можно найти устройства разной конструкции.
Размер насадок зависит от размеров плоской части. Другими словами, выбирается участок трубы, который будет свободно спаиваться.Кроме того, необходимо позаботиться о необходимом количестве пар отопления для одновременной установки. Для работы с большой плитой нужен мощный агрегат.
Дополнительные детали (муфты, оправки) должны быть закреплены так, чтобы их опорная поверхность плотно касалась плиты.
При хорошем контакте будет достигнута желаемая температура (260°С). При этом мощность паяльника большого значения не имеет.
Сегодня выпускаются устройства, оснащенные нагревательной головкой в виде стержня.Главным их достоинством можно назвать компактность. На технические характеристики форма головы не влияет.
Для качественной работы утюга важна точность функционирования термодатчика, поддерживающего необходимую температуру. Если его колебания становятся минимальными, это свидетельствует о высоком качестве паяльника.
Если его колебания становятся минимальными, это свидетельствует о высоком качестве паяльника.
Самыми передовыми на сегодняшний день являются электронные термостаты. Эти термисторы способны отображать точное значение температуры даже в местах сопряжения рабочих поверхностей.
Использование таких деталей позволяет снизить температурную инерционность утюга. В результате на шкале прибора отобразятся истинные показания нагревательной головки.
Биметаллические реле работают более грубо, как и капиллярные термостаты, значения которых неточны. При сравнении с данными термисторов расхождения будут достаточно большими. Какой бы ни был термостат, при выходе устройства на рабочий режим (судя по данным индикатора) необходимо подождать несколько минут.За это время температура форсунок будет сравниваться с показанной прибором.
Теперь можно приступать к сварке. Также производители выпускают паяльники с двумя нагревательными элементами разной мощности. Каждая часть оснащена отдельным выключателем.
Эти продукты способны самостоятельно достигать нужной температуры. Мастер сам выбирает необходимую мощность.
Вторая деталь становится запасной в случае выхода из строя первой.
В устройстве предусмотрена возможность одновременного включения обоих ТЭНов для быстрого выхода на рабочий режим.
Оборудование может комплектоваться вспомогательным инструментом, в том числе:
- кромкорез; калибратор
- ; триммер
- ;
- ножницы для резки труб.
В некоторых наборах можно найти даже специальную чистящую жидкость. Однако не все перечисленные детали входят в базовую комплектацию. Часто их приходится покупать отдельно. Важно, чтобы сварочный аппарат имел все необходимые инструменты для работы с любыми диаметрами труб и материалов.
Технологический процесс раструбной сварки
Наружный диаметр цилиндрического изделия всегда несколько больше номинального сечения. У фитинга, наоборот, внутренний диаметр меньше номинального сечения трубопровода.
Возьмем, к примеру, трубу 20 мм. Реальный размер его наружного диаметра будет в пределах 20,3-20,5 мм. Фитинг, рассчитанный на работу с изделием 20 мм, будет иметь внутреннее сечение 19,5-19,7 мм.
При этом средняя часть поверхности муфты будет точно соответствовать номинальному диаметру.Для конической плоскости принято 5 градусов.
Становится понятно, что если штуцеры не нагреваются, то их нельзя соединить с муфтой.
При совмещении трубы с горячим рукавом внешняя часть оплавляется. Выдавливается все лишнее, получается своеобразный валик. Далее внутренние слои нагреваются. Они начинают сжиматься, при этом труба получает возможность попасть в горячую муфту. Аналогичного эффекта можно добиться, когда элемент застежки соединяется с горячей оправкой.
При совмещении трубы с фитингом она упруго сжимается, а соединительный элемент начинает растягиваться. Нагретые поверхности сжимаются, вытесняя воздух. Результатом является равномерное перемешивание расплавленного материала.
Общий технологический процесс соединения труб из ПП раструба состоит из нескольких последовательных операций:
- изделия для резки;
- подготовительные мероприятия;
- установка сварочного аппарата;
- достижение рабочего режима;
- подогрев деталей;
- в сборе;
- линия охлаждения.
Можно вручную соединить трубу нагретым инструментом без особых усилий, если свариваются мелкие детали, сечение которых находится в пределах 40-50 мм. Для соединения цилиндрических конструкций диаметром более 50 мм необходимо использовать специальный центратор, предназначенный для раструбной сварки.
Так как пайка полипропиленовых труб не представляет сложности, работу можно выполнить в одиночку.
Для резки цилиндрических изделий используются специальные ножницы, не позволяющие стенкам трубы сминаться.
Перед тем, как приступить к пайке полипропиленовых изделий, поверхности деталей тщательно очищают и обезжиривают. Армированные конструкции подвергаются специальной подготовке. Об этом должны помнить рабочие, устанавливающие такие изделия.
Армированные конструкции подвергаются специальной подготовке. Об этом должны помнить рабочие, устанавливающие такие изделия.
Композитные трубы из полипропилена, армированные алюминием, характеризуются низким тепловым расширением. Поэтому система отопления из таких изделий не требует установки дополнительных компенсаторов температуры.Только в таких изделиях, армированных алюминием, возможна диффузия кислорода. После поступления воздуха в систему вода активно насыщается кислородом. В результате начинается процесс кавитации клапанов, а также других частей конструкции из цилиндрических конструкций.
При отсутствии армирующего слоя дополнительную специальную подготовку можно не проводить.
Технологическая карта раструбной сварки полиэтиленовых труб
Как паять армированные полипропиленовые трубы
При этом контакт алюминия с жидкостью категорически запрещен.Этот сплав начинает разрушаться, и покупать новые изделия невыгодно. Появление небольших внутренних перекосов на стыках трудно заметить невооруженным глазом, однако именно эти зоны являются слабым местом всей системы. Есть вероятность попадания воды на металлическую поверхность.
Есть вероятность попадания воды на металлическую поверхность.
Чтобы этого не произошло, армированный слой тщательно очищают. Такая операция обязательна, если поверхность труб обернута фольгой.
Для снятия металлического листа используется специальное приспособление — так называемый шейвер.Его необходимо приобретать отдельно.
Конец вставляется в приспособление, похожее на точилку карандаша, и начинают крутиться.
При работе не забывайте об очистке алюминиевого слоя. Сварка будет происходить и без этой процедуры, однако надежность полученного соединения будет достаточно низкой.
От такого человеческого фактора можно избавиться, установив трубы, армированные стекловолокном.
Если алюминиевый армирующий слой расположен в центре стены, поверхность подрезается с помощью специального инструмента.Это помогает снять алюминиевые кромки, закрывающие конец трубы. Если такую операцию не провести, вода может попасть в центр стены, продвигаясь по микротрещинам армирующего слоя, что неизбежно приведет к вздутию.
На фото видны места пайки срезов: на фото неправильное исполнение без обрезки и правильное с обрезкой.
Для достижения наилучшего результата используются специальные муфты.Они как бы «замуровывают» концы армирующего слоя, что позволяет избежать контакта металла с жидкостью.
Некоторые производители дают свои рекомендации по подготовке труб перед сваркой. Даже если нет армирующего слоя, обязательно нужно выверить наружный диаметр, а потом фаску.
Операция калибровки удаляет эллипс трубы, делая ее идеально круглой. Скошенная поверхность облегчает работу по соединению с муфтой.К сожалению, при самостоятельной пайке ПП труб эти операции полностью игнорируются.
Как подготовить паяльник к работе
Во-первых, сварочный аппарат должен быть хорошо закреплен. Когда начинается разогрев, детали подвергаются давлению, которое передается на паяльник. Чтобы было удобнее работать, важно обеспечить неподвижность устройства.
На инструмент надевается нагревательная пара. Далее выставляется нужная температура нагрева, подается напряжение.При сварке раструбных труб ПП температура нагрева должна быть в пределах 260±10°С, что выше значений, при которых полипропилен становится вязким и текучим.
Таким образом, происходит быстрое расплавление верхнего слоя трубы вместе с фитингом. В результате деталь легко снимается без прогрева всей толщины стенки. При другой температуре, когда элементы станут мягкими, произвести соединение будет невозможно.
Ставим детали на подогрев
Когда сварочный аппарат выйдет на рабочий режим, загорится индикатор.Труба вставляется в муфту, а фитинг вставляется в оправку. Если выполнить такую работу одновременно достаточно сложно, сначала монтируется тяжелый соединительный элемент.
Привариваемые детали обязательно имеют небольшой припуск, который начинает выдавливаться при их установке. Так получается кольцеобразный валик (грейфер). Чтобы сдвинуть такое колечко, нужно приложить некоторое усилие, но делать это нужно плавно и медленно, чтобы заусенец приобрел правильную форму.Фитинг, свободно сидящий на оправке и не образующий кольцевой валик, считается бракованным.
Чтобы сдвинуть такое колечко, нужно приложить некоторое усилие, но делать это нужно плавно и медленно, чтобы заусенец приобрел правильную форму.Фитинг, свободно сидящий на оправке и не образующий кольцевой валик, считается бракованным.
При монтаже детали обязательно следить за глубиной установки. Как только элемент упрется в верхнюю часть оправки, нужно прекратить давление, иначе можно повредить конец трубы и помять ограничитель фитинга. Для контроля глубины погружения детали в муфту на определенном расстоянии от торца делается соответствующая отметка. Однако в этой процедуре нет необходимости, так как фитинг обычно вставляется в оправку до упора.
После того, как детали были установлены в муфту аппарата и его оправку, нужно выждать несколько секунд, пока поверхности хорошо оплавятся. Важно правильно определить продолжительность нагрева. Этого времени должно хватить для получения вязкого и текучего состояния полипропилена.
Если период нагрева слишком длинный, детали станут очень мягкими. Производители пластиковых труб разработали специальные таблицы, в которых указано время нагрева для той или иной марки полипропилена.При этом также учитывается толщина стенки и сечение трубы.
Производители пластиковых труб разработали специальные таблицы, в которых указано время нагрева для той или иной марки полипропилена.При этом также учитывается толщина стенки и сечение трубы.
При соединении фитингов с цилиндрическими изделиями угол поворота деталей не должен превышать 5 градусов. Если соединение выполнено правильно, заусенец будет иметь одинаковую толщину со всех сторон.
Соединение для охлаждения
Если вам нужно исправить проделанную работу, технология позволяет сделать это за несколько секунд. Детали не должны подвергаться никакому давлению до тех пор, пока материал полностью не затвердеет, что длится примерно 2-4 минуты.
Ориентировочные параметры продолжительности сварочных работ можно посмотреть в специальной таблице. Более точные значения предоставляют производители фитингов и изделий из ПП.
При пайке изделий из ПП встык торцы деталей нагревают горячим инструментом до их расплавления. Затем элементы с усилием прижимаются до остывания шва. Эта технология отличается своей простотой.
Эта технология отличается своей простотой.
В этом случае нет необходимости использовать дополнительные устройства.Если все сделать правильно, получается достаточно надежный шов, не уступающий по прочности трубе. Технологическая операция выполняется в определенной последовательности:
При всей своей простоте стыковая сварка только кажется такой доступной. На практике для этого требуется решить несколько задач, что практически невозможно сделать в домашних условиях.
Трубы должны быть точно выровнены по своей оси, при этом допускается отклонение от толщины стенки всего 10%.Давление на детали, прижимающие цилиндрические изделия к плоскости нагревательного зеркала, при воздействии высокой температуры следует прикладывать только в течение определенного времени. Только так можно получить качественную связь. При выполнении обрезки необходимо, чтобы торец имел идеальную перпендикулярность.
Перечисленные выше условия достаточно сложно соблюдать без дополнительного устройства — специального центратора. Он оснащен электроприводом, создающим определенное усилие сжатия.Кроме того, это устройство оснащено триммером.
Он оснащен электроприводом, создающим определенное усилие сжатия.Кроме того, это устройство оснащено триммером.
Другими словами, чтобы сварить полипропиленовые трубы малого диаметра встык, потребуется больше специального оборудования по сравнению с предыдущим способом соединения. Учитывая тот факт, что при сварке раструба получается более качественный стык за счет замкового соединения, домашние мастера предпочитают использовать именно этот способ соединения труб.
Стыковая сварка изделий из ПП в основном применяется на производстве, когда необходимо соединить конструкции большого сечения при монтаже прямого участка инженерного сооружения из цилиндрических изделий.
Ассортимент строительных товаров растет с каждым годом. Появляются на рынке современные материалы, облегчающие этапы строительства и повышающие производительность труда рабочих. Потребители склонны использовать при планировке внутренних систем в домах трубопроводы с длительным сроком службы. Подходящей альтернативой, отвечающей потребностям потребителей, являются пластиковые ответвления внутренних коммуникаций. Как паять пластиковые трубы?
Как паять пластиковые трубы?
Еще одним преимуществом таких технологий является возможность самостоятельного ремонта или замены сетей водоснабжения и отопления.Как паять пластиковые трубы для водопровода?
Рассмотрим виды
металлопластиковые
Полиэтиленовые
Такие коммуникации делятся на подвиды:
- Полиэтиленовые — применяются для прокладки электропроводки внутри зданий и наружных трасс. Их можно использовать на соединениях труб высокого давления и при низких температурах окружающей среды.
- ПВХ используется для снижения стоимости ремонта.
- Металлопластик — самые практичные изделия, со сроком полезного использования более 50 лет.Идеальная замена для горячего водоснабжения.
Широкое использование этого материала обусловлено рядом причин. Положительные свойства таких конструкций, в отличие от металлических:
- Длительный срок службы.
- Низкая коррозионная активность.

- Простота установки.
- Не требует специальных навыков.
- Экологически чистый материал.
- Экономичен и доступен в применении.
- Легкий и удобный для транспортировки.
- Не подвержены вредному воздействию микроорганизмов.
Ваша сантехника
Муфта в сборе
Полиэтиленовые модели монтируются пайкой или с помощью муфт/фитингов (муфта в сборе). Как паять пластиковые трубы для водопровода?
Для новых водопроводных сетей подходят изделия из ПВХ и полиэтилена без армирования и армирования. Подготовка требует создания схемы будущего водопровода с обозначением длин ответвлений, его положения и всей необходимой для монтажа конструкции арматуры.Правильный расчет длин и количества изгибов упростит технологию, повысит скорость выполнения задачи и предотвратит переделок.
паяльник
труборез
для пайки полиэтиленовых компаундов потребуется:
- паяльник.

- Труборез
- Триммер для резки труб и обрезки краев обрезанных концов.
- Мелкая наждачная бумага для шлифования кромок
- Муфта (если муфта в сборе)
Нагреватель представляет собой специальное устройство с подошвой с присоединением к ней специальных насадок различного диаметра.Есть устройства, которые комплектуются двумя и более насадками одновременно.
Этапы технологии прокладки гидрокоммуникаций подскажут как научиться паять:
- Рулеткой отмеряем нужную длину.
- Отрежьте измеренную длину труборезом.
- Обрежьте обрезанные концы. Это веха при пайке. Секции должны быть гладко отшлифованы и очищены от заусенцев. Для большей уверенности можно дополнительно обезжирить спиртовым раствором.
- Припаиваем концы. Если при монтаже сетей жизнеобеспечения используется муфтовое соединение, то муфту/штуцер устанавливаем в одном конце здания и прогреваем вместе с будущей обраткой в насадке нужного диаметра паяльника.
 После прогрева сразу соединяем концы и ждем полного остывания сборки. Наличие буртика свидетельствует о качестве сварки.
После прогрева сразу соединяем концы и ждем полного остывания сборки. Наличие буртика свидетельствует о качестве сварки.
Внимание! При монтаже тепловодоснабжения с паяным швом категорически запрещается попадание воды или влаги в полость или на поверхность.При нагревании вода, превращаясь в пар, деформирует пластиковую конструкцию, в результате чего она теряет свою прочность.
На что обратить внимание
Температурный режим пайки описан в инструкции к инструменту. На современных изделиях устанавливается автоматический режим нагрева в зависимости от размера устанавливаемой сети и глубины сварки. На предыдущих марках сила нагрева выбиралась вручную.
При какой температуре паять пластиковые трубы? При пайке полиэтиленовых стояков ставим терморегулятор в районе 220°С, для полипропиленовых — 260°С.На нагревательном механизме имеется индикатор, показывающий готовность устройства к использованию. Индикатор горит только в режиме обогрева.
Продолжительность пайки зависит от окружного радиуса трубопровода и может составлять от 5 до 40 секунд. Не перегревайте концы. Это может привести к образованию закупорки в месте спайки.
Не перегревайте концы. Это может привести к образованию закупорки в месте спайки.
Если вы хотите установить водопровод такого же размера, то вам не стоит переплачивать за количество форсунок и наличие температурного механизма.
Если планируется большой объем производства долгосрочного характера с использованием сетей различного размера по окружности, то приобретаем универсальное устройство подключения с последними техническими возможностями и характеристиками.
Нюансы пайки
Знать технологию подключения автономных коммуникаций недостаточно. Для качественного монтажа необходимо знать ряд особенностей укладки и пайки ответвлений корпуса. Как паять пластиковые трубы? Для обеспечения профессионального монтажа технологических корпусов необходимо помнить о некоторых нюансах соединения:
- Для сборки пайкой предусмотрено время прогрева.Это время от 5 до 20 минут.
- Производство внутридомовых средств жизнеобеспечения должно осуществляться при плюсовых температурах.

- После пайки концов требуется предотвратить их прокручивание или перемещение, достаточно плавно устранить перекосы. Нужно дать им остыть. Прокрутка паяного шва может в дальнейшем дать течь. Охлаждение занимает столько же времени, сколько и пайка.
- Требуемая мощность паяльника- 1200 Вт.
- Паяльники бытовые предназначены для пайки проводов диаметром до 32 см.Если вам необходимо собрать изделия большого диаметра, то приобретаем профессиональный прибор для пайки.
- Между краем трубопровода и внутренней резьбой фитинга не должно быть зазора. Зазоры могут стать причиной утечки воды под высоким давлением. Чрезмерное усилие при сжатии элементов может привести к уменьшению зазора в полости и ухудшить работу всей конструкции.
- Остаточный материал следует удалять с насадок после каждой произведенной упаковки. Так как насадки имеют специальное покрытие, нагар следует удалять деревянным приспособлением, чтобы не повредить целостность поверхности.Царапины на поверхности насадки ухудшат технологические характеристики устройства и сделают его непригодным для дальнейшей эксплуатации.

Вам интересно, как сделать отопление?
Монтаж теплоснабжения имеет ряд сложностей. Устройство нагревательных моделей можно проводить в помещениях с низкими температурами, что усложняет процесс пайки. Для теплоснабжения разрабатывают системы в зависимости от температуры подаваемой в систему воды и рабочего давления.Использование пластика в строительстве позволило повысить производительность труда и снизить затраты на необходимый материал.
Трубы для отопления армированы стекловолокном, что делает этот материал прочным и долговечным.
Здоровье и условия труда
При выполнении работ, связанных с обогревом стыков теплотрассы, соблюдаем правила техники безопасности во избежание травм и ожогов:
- Паяем в специальных защитных перчатках.
- Следим за чистотой пола в помещении.Грязь негативно скажется на качестве сварки и внешнем виде всей конструкции.
- Паяльник устанавливается на ровную горизонтальную поверхность.

- Приступать к работе необходимо после полного прогрева устройства, после выключения индикатора готовности к работе.
- Пальник не отключаем от электросети на протяжении всей установки.
Паять пластиковые трубы своими руками несложно. Процесс пайки не требует профессиональных навыков или опыта.Любой может установить сети жизнеобеспечения в собственном доме. В обязательный состав необходимого инструмента входит только паяльное устройство. Остальные вспомогательные инструменты можно заменить подручными средствами, труборезом с острым ножом. Трубопровод из полиэтиленовых конструкций и ПВХ – это надежная, долговечная и экологически чистая система подачи воды и отопления.
Пайка полипропиленовых труб происходит в достаточно короткие сроки, это самая привлекательная сторона полипропиленовой трубы.Благодаря низкой цене, технологичности и простоте соединения он занял лидирующие позиции среди труб из конкурирующих материалов. В основном используется для прокладки водопроводных и частично тепловых инженерных сетей. И пусть прочность уступает коммуникациям из металлических труб, но затевая ремонт в квартире или доме предпочтение отдается именно этому материалу. Трубы надежно, прочно и быстро соединяются пайкой за считанные минуты.
И пусть прочность уступает коммуникациям из металлических труб, но затевая ремонт в квартире или доме предпочтение отдается именно этому материалу. Трубы надежно, прочно и быстро соединяются пайкой за считанные минуты.
Трубы полипропиленовые приобретают все большую популярность благодаря простоте монтажа и надежности.
Типы полипропиленовых труб
Пластик, используемый для изготовления изделия, высокопрочный. Он не ржавеет, не накапливает соли и не прилипает к нему известковый налет. Сетки, собранные из полипропилена, рассчитаны на длительный срок службы (до 50 лет). Фактически срок службы трубопроводов не ограничивается, если нет превышения технических условий эксплуатации по температуре или давлению. Материал деталей способен длительное время работать при достаточно высоком давлении при низкой температуре жидкости, и наоборот.
Полипропиленовые трубы
производятся в четырех цветовых вариантах, цвет не означает ничего, кроме цвета. Полипропилен разрешен к применению в системах водоснабжения, канализации и отопления. Допускается сочетание пластика с металлом, выполнение переходов.
Допускается сочетание пластика с металлом, выполнение переходов.
Изделия полипропиленовые подразделяются на категории: PN10 — данная категория устанавливается для тонкостенных изделий. Применение ограничено рабочей температурой 45° и для холодной воды. PN16 — категория, разрешенная для использования в трубопроводах с высоким давлением на холодную воду или в системе отопления без давления.PN20 – самый универсальный вариант, эта категория используется как для холодной, так и для горячей воды – до 80°. PN25 – армированная категория полипропиленовой трубы, в состав введена алюминиевая фольга, за счет этого продлевается применение до температуры 95°.
Вернуться к индексу
Технология пайки полипропиленовых труб
Согласно техническому руководству по сварке полипропиленовых труб, если диаметры соединяемых труб менее 63 мм, то применяется раструбная сварка.В месте соединения устанавливается фитинг, это специальная деталь, к которой привариваются обе трубы.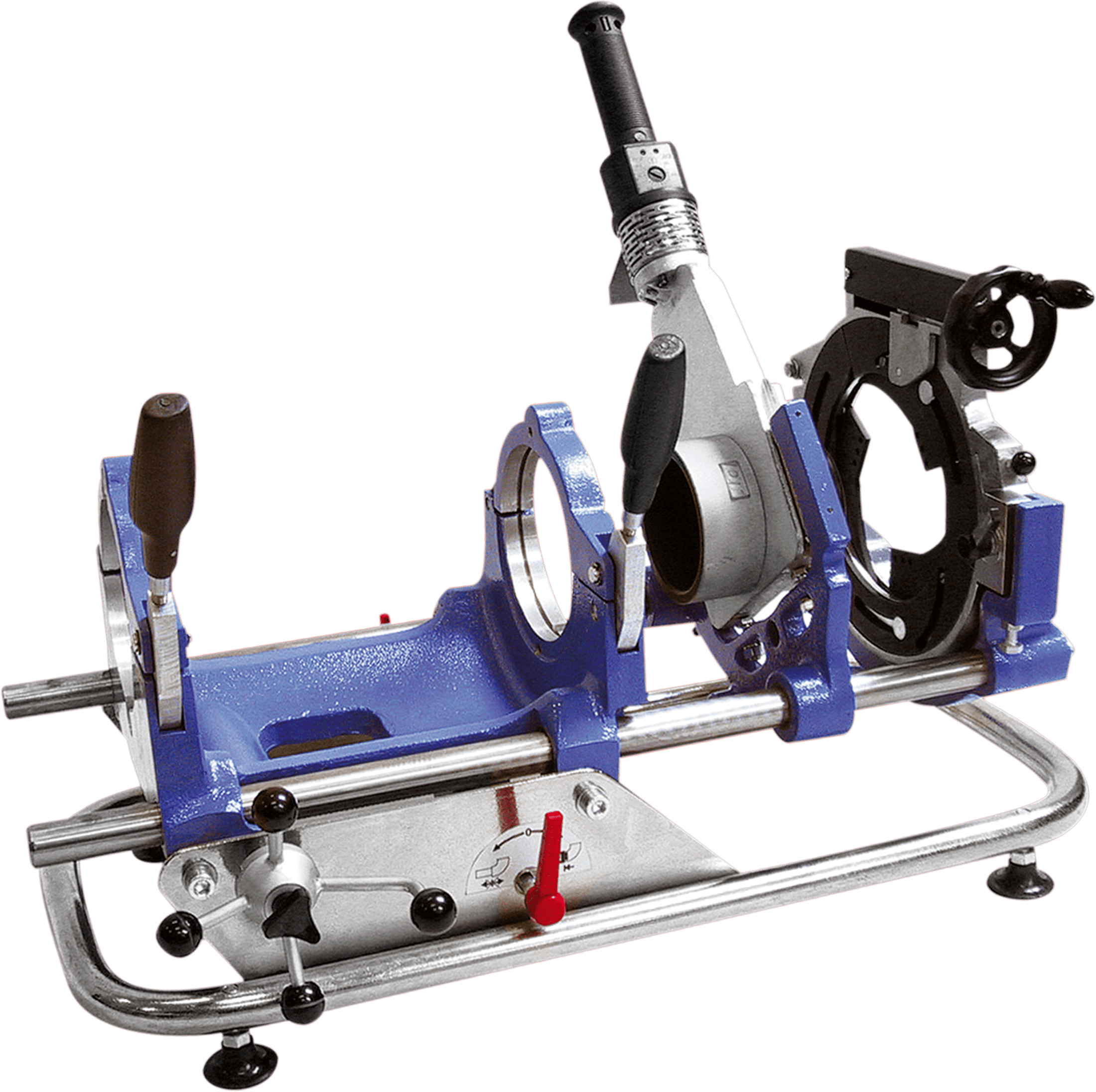 Для труб диаметром больше указанного фитинга не требуется, они свариваются встык. Такое соединение считается более надежным.
Для труб диаметром больше указанного фитинга не требуется, они свариваются встык. Такое соединение считается более надежным.
Изготавливается на ручной сварочной машине — «утюг».
При сварке труб от 40 мм и выше лучше использовать сварочные аппараты с центрирующим устройством.
Работа несколько сложнее, но необходимая.
Сварочный аппарат устроен следующим образом: имеет специальные съемные насадки для труб, которые нагреваются электричеством. Насадки выполнены по типу рукава, оплавляющего внешний край трубы или нагревающего внутреннюю часть соединяемых деталей.
Насадки изготавливаются различных диаметров — от 14 до 63 мм. Для предотвращения возгорания сами нагревательные детали покрыты тефлоном. Во время сварки всегда держите сопло в чистоте. Требуется стирать следы пластика после каждой сварки, желательно специальной тряпкой или деревянными скребками.Очищать необходимо до полного остывания нагревательного элемента, попытка очистки холодных элементов может испортить тефлоновый слой.

правил проведения работ и разбор возможных ошибок. Как соединить полипропиленовые трубы Полипропиленовые трубы Фитинги без пайки
Полипропиленовые трубопроводыпри качественной сборке способны прослужить без ремонта до полувека. Популярность пластиковых коммуникаций при строительстве индивидуальных домов объясняется в том числе и тем, что монтаж полипропиленовых трубопроводов доступен для самостоятельного выполнения.
Выбор способа соединения пластиковых труб зависит от наличия специального инструмента, характера соединяемых материалов, назначения коммуникаций.
Все способы монтажа полипропиленовых труб можно разделить на две большие категории. Один включает сварку материалов путем нагревания органического полимера до точки плавления. Ко вторым можно отнести все «холодные» способы соединения, за исключением холодной сварки.
- Сварные соединения не называются прочными.Здесь задействованы диффузионные процессы.
 Однородные полимеры смешиваются на молекулярном уровне, образуя монолит. Такой док самый прочный, но требует специального инструмента или клея (при холодной сварке). Второй минус – невозможность временного демонтажа коммуникаций без разрушения части конструкции.
Однородные полимеры смешиваются на молекулярном уровне, образуя монолит. Такой док самый прочный, но требует специального инструмента или клея (при холодной сварке). Второй минус – невозможность временного демонтажа коммуникаций без разрушения части конструкции. - Соединительные (резьбовые) соединения выполняются с использованием специальных фитингов. Применяются при стыковке тонкостенных труб малого диаметра, при выполнении конструкций из разных материалов, смешении полипропилена с полиэтиленом, с металлическими элементами.
Диффузионная сварка
Разборка приварка домкрата (труба к трубе) и использование дополнительных фитингов (муфта). Это технологии, основанные на плавлении полипропилена, которые отличаются нюансами работы.
Сварка диффузионной муфтой осуществляется на полипропиленовых трубах диаметром от 16 до 40 мм.
Здесь фитинг используется для подачи дополнительного количества полипропилена, чтобы соединение было надежным.
Для более толстостенных материалов сварку производят домкратом, соединяя патрубки трубы напрямую, без использования дополнительных деталей.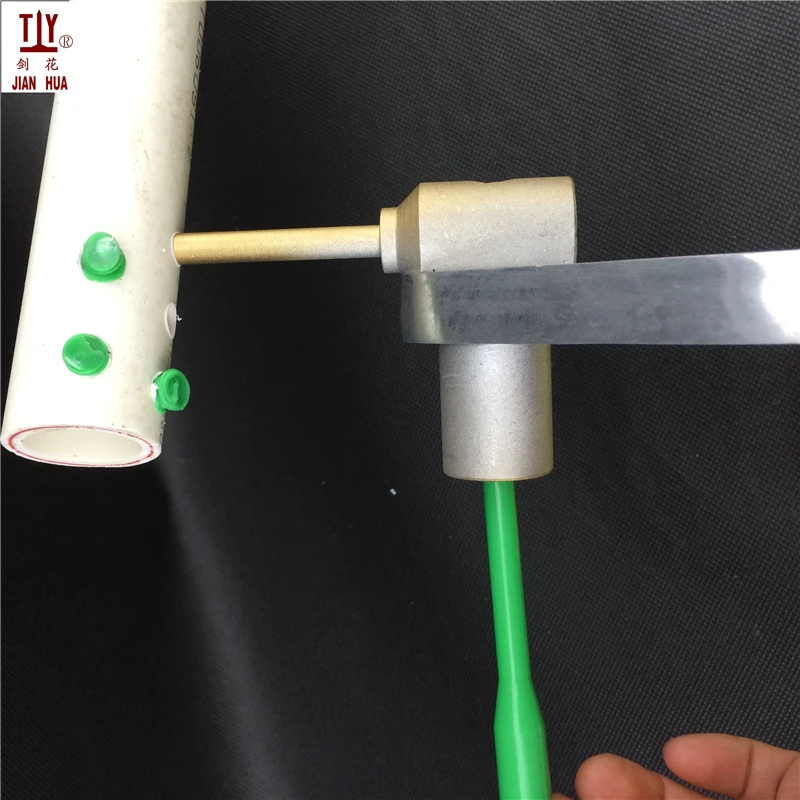 Производители полипропиленовых материалов предлагают фитинги полностью из полимерных материалов, комбинированные, с резьбовым переходом под металлические элементы.
Производители полипропиленовых материалов предлагают фитинги полностью из полимерных материалов, комбинированные, с резьбовым переходом под металлические элементы.
Комплектация арматуры выбирается исходя из особенностей трубопровода. Производители предлагают следующие виды соединительных элементов:
- уголки, тройники, муфты;
- фитинги для соединения элементов одного диаметра с переходом на другой диаметр;
- полностью полимер или комбинация металлополимера;
- с внутренней, внешней резьбой.
Вопрос пайки полипропиленовых труб сегодня остро стоит перед каждым владельцем своей квартиры. Качественного крепления трубы хотят все без исключения, так как от этого напрямую зависит:
- срок службы водопроводной или отопительной системы,
- необходимость затрат на ремонт.
Поэтому многих интересует, как крепить трубы, чтобы избежать неприятностей в будущем.
Для пайки труб из полипропилена необходим, конечно же, специальный паяльник. Но что делать, если такого инструмента в доме нет? Ответ прост: воспользуйтесь преимуществами материалов и инструментов из огня. Например, газовая горелка.
Но что делать, если такого инструмента в доме нет? Ответ прост: воспользуйтесь преимуществами материалов и инструментов из огня. Например, газовая горелка.
Несомненно, в каждом доме должна быть газовая горелка. Но если его нет, при выборе этого инструмента стоит учитывать его основные параметры:
- газ используемый;
- подключить цилиндр.
Этот способ пайки подходит не только для труб малого диаметра, но и для шиповых труб большого диаметра.
С помощью газовой горелки можно самостоятельно отремонтировать или смонтировать систему отопления за короткий промежуток времени.
Для пайки требуется:
- точность
- уход
- стремление к качеству
- подготовка к основным работам.
Полипропиленовая трубка: инструкция по пайке
Рассмотрим этапы, как разматывать трубы:
Шаг 1. Подбираем трубы подходящего диаметра. Обратите внимание: вновь приобретаемые трубы должны соответствовать по диаметру старым. Это поможет избежать проблем при подключении.
Это поможет избежать проблем при подключении.
Шаг 2. Измерив, отрезаем нужный кусок трубы. Не забудьте добавить дополнительные 25 миллиметров, которые впоследствии останутся в подгонке фитинга.
Шаг 3. Нагрев с помощью трубы горелки и фитингов. Делать это нужно одновременно.
Шаг 4. После этого детали нужно соединить и немного подержать, дожидаясь их остывания.
Примечание: Перед монтажом труб необходимо составить подробную схему, по которой они будут соединяться.Следует отметить места установки поворотных уголков, тройников и кранов.
- Рекомендуется приобретать соединительные детали и трубы предпочтительного производителя. Это важный момент, так как у каждого производителя своя технология изготовления этих элементов. А это значит, что температура плавления деталей может различаться, что не подходит для монолитной конструкции.
- Перед основной работой детали нужно очистить и обезжирить, что позволит избежать нарушения качества соединения.
- На практике сначала на отрезках труб, чтобы знать, какие усилия нужно приложить для получения ожидаемого результата. Примечание: трубу, вставленную в фитинг, нельзя вращать, это нарушит прочность соединения, так как поверхности деталей будут собирать волны.
- Если вы выбираете качество, то не стоит экономить! Хорошие изделия прослужат дольше, на чем вы сэкономите в будущем.
- Если температура в помещении ниже +5°С, не нужно рисковать и начинать работу, так как ее эффективность значительно снижается.Соединения в этом случае будут непрочными, а соединительные детали потребуются в обязательном порядке. А это чревато ненужным оплавлением и деформацией элементов.
Паяльники: как паять, если нет паяльника?
Наверняка многие сталкивались с тем, что два провода надо перепаять, но паяльник под рукой не оказывается. Остается полагаться на смекалку современников, предлагающих легкие способы пайки, которые освоит каждый.
В данных материалах предложены такие материалы:
Пайка без паяльника с пастой
Паяльной пастой называют механическую смесь флюса, припоя и смазочного порошка, то есть связующее.
Производители паяльной пасты практикуют их изготовление на основе серебра, что дает возможность использовать эту смесь для пайки разных видов никеля, стали, а также медных сплавов.
Требования к пасте
Паяльная паста должна:
- очень быстро пахнут, но не окисляются;
- быть вязким (что очень важно!) и сохранять деформацию;
- , обладающий адгезивными свойствами;
- смывают в обычных растворителях;
- не заливать за границы нанесенного слоя;
- не оставлять непропахших остатков после нанесения;
- не влияют на технические свойства платы.
Этапы пайки
Этап 1. Первоочередная задача подготовить провода. Очистите поверхность проволоки, применяя канцелярский нож или тельца.
Шаг 2. Скрутка проводов.
Шаг 3. Место шипа тщательно промазать пастой для пайки. Нанесите капли пасты по всей поверхности проволоки равномерно.
Шаг 4. Место нанесения прогревается. Для этого можно использовать обычную зажигалку. После нагревания паста будет твердым шипом.
Для этого можно использовать обычную зажигалку. После нагревания паста будет твердым шипом.
Шаг 5. Надеваем на провод термоусадочную трубку, которую также обрабатываем пламенем, чтобы она равномерно распределилась по поверхности провода.
Обратите внимание: Этот способ пайки в основном для крепления проводки небольшого диаметра, например провода от наушников.
Лента для пайки Лента для пайки
Лента для пайки – материал, применимый при монтаже, ремонте или замене электропроводки, в бытовых и полевых условиях, а также в автомобильном деле.
Рассмотрим поэтапный процесс пайки через ленточную пайку:Шаг 1. С проводов необходимо снять изоляцию, то есть зачистить ниппелями.
Шаг 2. Неправильные провода, и после намотки скрутки с лентой припоя. После снятия защитной пленки наносим флюс на поверхность провода и обжимаем.
Шаг 3. Нагрейте место намотки спичкой или зажигалкой до тех пор, пока припой полностью не растечется по поверхности проводки.

Шаг 4. Дождаться остывания, после чего можно удалить лишний флюс.
Как видите, паяльник для шпильки покупать вовсе не обязательно, можно воспользоваться вышеописанными способами. Это сэкономит и время, и деньги.
Способы соединения труб из пластика
Изделия полипропиленовые
Стыковка труб из металлопластика
Обжимные фитинги для водопроводных труб
Соединение полиэтиленовых труб
Как соединить трубы из поливинилхлорида
Чтобы выполнить самостоятельно монтаж водопровода из пластиковых труб, не потребуется много знаний и опыта, так как этот процесс не отличается сложностью.Однако для повышения качества проводимых работ необходимо ознакомиться с технологией и некоторыми нюансами соединения трубных элементов данного типа. Также важно усвоить несколько уроков, описывающих способы соединения разных видов пластиковых труб и основные моменты этого процесса.
Способы соединения труб из пластика
В первую очередь стоит отметить, что к пластиковым трубам относятся изделия из следующих материалов:
- Полипропилен.

- Металлопластик.
- Полиэтилен.
- Поливинилхлорид.
Каждому материалу присущи определенные свойства, поэтому соединение изделий выполняется разными способами, в том числе пайка полипропиленовых труб без паяльника (читайте также: «Как соединить полипропиленовые трубы — обзор проверенных способов стыковки») . Для большей осознанности стоит узнать, как соединить водопроводные трубы из этих материалов.
Изделия из полипропилена
Полипропиленовая труба – самый популярный материал для водоснабжения.Это объясняется наличием некоторых предустановленных моментов: приемлемой ценой, высокой прочностью и длительной эксплуатацией. Поэтому изучение способов соединения всех видов пластиковых труб следует начинать именно с этого вида.
Полипропиленовые трубы соединяются сваркой с обязательным применением муфт, уголков, тройников и других фитинговых элементов. При подключении полипропиленовых труб для водоснабжения необходимо приобретать трубы и фитинги одного производителя. В противном случае даже строгое соблюдение технологии сварки не может гарантировать полной герметичности и качества.
В противном случае даже строгое соблюдение технологии сварки не может гарантировать полной герметичности и качества.
Для соединения сантехнических полипропиленовых труб своими руками необходимо иметь под рукой следующие инструменты:
- Специальный паяльник.
Так просто называется сварочный аппарат с набором специальных насадок, позволяющих соединять трубы различного сечения. При этом насадка подбирается индивидуально к каждой трубе по ее сечению.
- Зачистка. Этим инструментом срезается армирующий слой на концах труб.Зачистка применяется только для многослойных армированных трубных изделий.
- Труборез. По названию можно определить, что устройство помогает резать полипропиленовые трубы.
- Рулетка, карандаш или фломастер также могут понадобиться в процессе соединения полипропиленовых трубных изделий.
Монтаж водопровода из полипропиленовых труб выполняется следующим образом:
- Включите и прогрейте сварочный аппарат.
 Устройство должно пройти три фазы: нагрев до определенной температуры, отключение, повторный нагрев.Режим работы можно проследить по световому индикатору (читайте также: «Виды сварки труб ПВХ, преимущества и недостатки способов»).
Устройство должно пройти три фазы: нагрев до определенной температуры, отключение, повторный нагрев.Режим работы можно проследить по световому индикатору (читайте также: «Виды сварки труб ПВХ, преимущества и недостатки способов»). - Во время нагрева паяльника натяните армирующий слой в месте, где будет производиться приварка фитингов.
- С поверхности соединяемых элементов очищается пыль и грязь, хорошо протираются салфетки. Следует помнить, что не выполнение этих действий может привести к непрочному соединению.
- Конец одной трубы и соединительный элемент вставляются в патрубок для нагрева и выдерживают определенный промежуток времени.Время нагрева следует строго контролировать, так как длительная выдержка приводит к деформации элементов, а при недостаточном нагреве снижается прочность соединения пластиковых водопроводных труб. Поэтому к каждому сварочному аппарату прилагается специальная таблица, в которой указано время нагрева деталей, имеющих определенный диаметр.

- Предварительно подогретые элементы вытягиваются из патрубков и быстро соединяются. Прочность соединения также зависит от быстроты действий на этом этапе, поэтому процесс нужно выполнять быстро, но аккуратно.Труба вставляется в фитинг до упора, но не должна деформироваться. Соединяемые детали следует выдерживать до полного остывания пластика.
- Подобным способом компонуются все элементы водопровода. Чтобы избежать порчи материала, нужно произвести действия по ненужной обрезке труб. Процесс сварки полипропиленовых труб достаточно сложен, но после нескольких пробных действий его можно перевести в самостоятельную эксплуатацию.
Стыковочные трубы из металлопластика
Соединение металлопластиковых трубных изделий также можно выполнить своими руками одним из трех способов:
- Соединение с помощью компрессионных фитингов подразумевает следующие действия: конец трубы надевается на цангу, закрепляется компрессионным кольцом и сжимается зажимной гайкой.

- Обжатие фитингов обжимного типа заключается в обжатии колец на конце фитинга с помощью специального пресса.
- Стыковочные пуш-фитинги — это новый метод соединения, не требующий никаких инструментов.
Этот способ может стать ответом на вопрос, как соединить пластиковые трубы без пайки.
Вне зависимости от выбранных способов соединения металлопластиковых труб инструменты все же стоит варить. В частности, потребуется трубопровод, который можно заменить обычным монтажным ножом, и калибратор, в качестве которого может выступать любой цилиндрический предмет определенного диаметра.
Наибольшей популярностью пользуется соединение металлопластиковых труб с помощью компрессионных фитингов, что подразумевает следующие действия:
- Сначала трубы разрезают ножом или труборезом, обеспечивая прямой угол линии реза.
- Обрезанные концы перед соединением труб обрабатывают, то есть калибруют по диаметру и снимают затычку с помощью калибратора в обоих случаях.

- Гайка снимается с фитинга и надевается на конец трубы, за ней находится компрессионное кольцо.
- Теперь цангу вставляют в конец трубы, предварительно проверив наличие резиновых уплотнительных колец.
- Зажимное кольцо накинуть на подборку и затянуть гайку на штуцере. Не следует допускать сильного затягивания гайки, так как это приводит к повреждению резиновых уплотнителей (читайте также: «Чем и как соединять трубы ПВХ – оптимальные способы соединения»).
Аналогично выполняется подключение всех элементов водопровода. Такая установка характеризуется одним достоинством: минимальный набор инструментов для работы, что бывает у любого хозяина.Кроме того, это единственный вариант, позволяющий получить разъемное соединение, необходимое в некоторых ситуациях.
Обжимные фитинги для водопроводных труб
Соединение с помощью обжимных фитингов выполняется в том же порядке, только компрессионное кольцо и гайка заменены обжимным кольцом.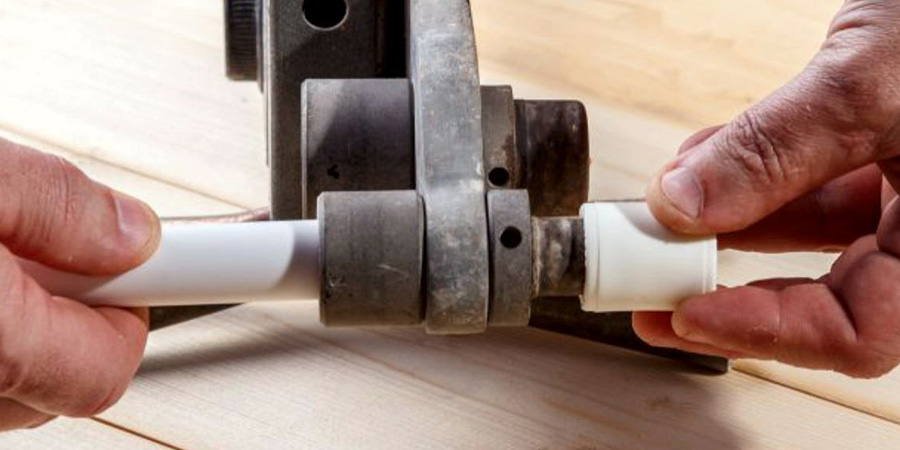 Для его выдавливания используется ручной или электрический пресс.
Для его выдавливания используется ручной или электрический пресс.
Пуш-фитинги позволяют получить комбинацию металлопластиковых труб намного быстрее, чем предыдущие способы. Для выполнения работы достаточно вставить подготовленный конец трубы в соединительную часть, и все действия выполняются без особых усилий.
При подаче воды в собранную систему зажим фитинга нажимается, что предотвращает попадание воды. Этот способ не требует специальных инструментов или ключей, а сама установка выполняется в несколько раз быстрее. ЧИТАЙТЕ ТАКЖЕ: «Как установить пластиковые трубы — основные правила монтажа».
Пуш-фитинги могут использоваться для соединения труб из металлопластика и сшитого полиэтилена.
Подключение к любому из перечисленных способов является герметичным и надежным, поэтому выбирать нужно в зависимости от имеющихся инструментов и финансовых возможностей.
Соединение полиэтиленовой трубы
Полиэтиленовые трубы можно соединить одним из следующих вариантов:
- С помощью компрессионных фитингов.

- Сварка электрооборудованием.
Фитинги компрессионные компрессионные выполняются по аналогии с металлопластиковыми трубами, но в определенной последовательности:
- Труба обрезана и снята фаска.
- На трубу надевается зажимная гайка.
- Он следует за Цангом.
- Далее по очереди надевается упорное и уплотнительное кольцо.
- Труба вставляется в корпус фитинга, сдвигается по краю все детали и затягивается гайкой.
Этот способ чаще всего используется при сборке бытовых систем полива в загородных домах или на дачном участке.
Соединение металлопластиковых труб в системах хозяйственно-питьевого водоснабжения выполняется с помощью электросварки. Следовательно, для выполнения работ необходимо иметь специальный сварочный аппарат и электродвигатель, имеющий диаметр в соответствии с сечением соединяемых элементов.
Процедура сварки подразумевает следующие действия:
- Подготовка поверхности соединяемых элементов.
 Для этого специальным скребком снимают верхний слой трубных изделий и обезжиривают очищенное место.
Для этого специальным скребком снимают верхний слой трубных изделий и обезжиривают очищенное место. - Концы соединяемых элементов вставляются в электроблок, при этом место соединения должно располагаться точно по его середине.
- Электросварка присоединяется к сварочному аппарату, и спираль внутри нее начинает нагреваться.В результате полиэтилен начинает плавиться и спаивать края элементов трубы.
Аппарат для данного вида сварки имеет очень высокую цену, поэтому, если его дальнейшее использование не предполагается, лучше взять аппарат в аренду на несколько дней, чем тратить большую сумму на его одноразовое использование.
Как соединить трубы из поливинилхлорида
Трубные изделия из поливинилхлорида соединяются с помощью специального клеевого состава. Однако назвать его клеем очень сложно, так как при обработке этим веществом соединяемых поверхностей происходит плавление пластика, и кромки свариваются, а не склеиваются.Другими словами, пайка труб без паяльника.
Процесс соединения труб их поливинилхлорида следующий:
- Первоначально края соединяемых труб очищаются от пыли и грязи и хорошо просушиваются.
- Затем с торцов с фаской. Это действие нужно выполнять обязательно, чтобы клеевой состав не сползал при соединении элементов.
- Далее один конец трубы вставляется в фитинг для измерения его глубины.На трубке карандашом или маркером сделайте соответствующую отметку.
- Торец трубы обработан клеевым составом до отметки с помощью кисточки. Не следует забывать, что оставлять клей на поверхности более 25 секунд нельзя.
- Элементы соединяются и слегка поворачиваются, благодаря чему состав равномерно распределяется по всей поверхности. Клей должен сохнуть естественным путем без каких-либо внешних воздействий. Во время высыхания клеевого состава может влиять температура воздуха и другие факторы.
Исходя из всего вышеизложенного, можно сделать вывод, что в большинстве случаев соединение пластиковых труб можно выполнить своими руками, не имея под рукой специальных приспособлений и не владея специальными знаниями и навыками. Главное условие – строгое соблюдение технологии. Также важно прислушиваться к советам профессионалов. Это поможет установить водопровод без лишних материальных затрат.
Главное условие – строгое соблюдение технологии. Также важно прислушиваться к советам профессионалов. Это поможет установить водопровод без лишних материальных затрат.
Значительное увеличение замены морально устаревших водопроводных сетей привело к выводу на лидирующие позиции такого материала, как полипропиленовые трубы.Поэтому сегодня и поговорим о том, что для выполнения данной работы есть преимущества коммуникаций из такого материала.
Преимущества полипропиленовых труб и область их применения
В первую очередь необходимо знать, благодаря своим качествам полипропиленовые трубы смогли так быстро стать самым популярным материалом для прокладки систем водоснабжения и отопления.
Преимущества полипропиленовых труб:
-
Полипропиленовые трубы марки
обладают высокой устойчивостью к коррозионным процессам.Кроме того, на внутренних стенках труб не образуются минеральные соли, благодаря этому в течение всего периода эксплуатации проводимость магистрали не меняется.

- Гарантийный срок труб 50 лет (при соблюдении режимов эксплуатации, температуры и давления). Полипропиленовые трубы
- могут эксплуатироваться при давлении жидкости до 25 атмосфер, рабочая температура 95, а максимально допустимая достигает 110 градусов (кратковременно).
- Этот материал достаточно устойчив к различным химическим веществам.
- Кстати немаловажную, а в некоторых случаях и главную роль играет относительно невысокая цена и простота монтажа линий из полипропиленовых труб.
Область применения таких труб достаточно широка, они используются для прокладки следующих магистралей:
Обязательным условием, позволяющим использовать полипропилен в этих областях, является точное соблюдение технологии пайки (сварки), а для этого нужно знать, как паять пластиковые трубы, какой инструмент для этого используется.
Инструмент для пайки полипропиленовых труб
В первую очередь следует определиться с выбором инструмента, который используется для пайки труб из полипропилена. Для выполнения работ на бытовом уровне вполне достаточно приобрести недорогой минимальный набор оборудования, в который входят:
Для выполнения работ на бытовом уровне вполне достаточно приобрести недорогой минимальный набор оборудования, в который входят:
Сварочный аппарат (паяльник). Основная задача этого инструмента нагреть поверхность соединяемых элементов до температуры 260 градусов . Именно при таких условиях возможен процесс диффузионной сварки, в результате которого получается неразборное соединение, по своим свойствам не уступающее материалу магистральной трубы.
Прежде чем выбрать паяльник для пластиковых труб, необходимо определиться с основной областью его применения. Для бытового использования вполне достаточно моделей, мощность которых составляет 900-1200 Вт, для профессиональных целей стоит купить более мощное оборудование, стоимость которого намного дороже.
При выборе стоит обратить внимание на следующие конструктивные особенности прибора:
Именно эти особенности конструкции паяльника будут определять удобство работы с ним и его долговечность.
Насадки для пайки труб. В недорогих наборах инструментов обычно 3-4 насадки для работы с трубами различного диаметра. При необходимости такие насадки приобретаются отдельно. Главной особенностью таких элементов является качественное антипригарное покрытие. Обычно для этих целей используется тефлон, в профессиональном инструменте используется более качественный слой этого материала, который практически предотвращает прилипание полипропилена в процессе пайки.
Для резки полипропиленовых труб используются специальные ножницы для пластика.Отличаются усиленной конструкцией, позволяющей резать даже армированные трубы. Такой инструмент есть в любом минимальном наборе для пайки полипропиленовых труб.
Для работы с армированными трубами также необходимо изготовить приспособление, позволяющее снимать торец с заготовки вместе со слоем алюминиевой фольги. Промыть армированные трубы без удаления этого слоя невозможно. Конечно, снять арматуру можно и с помощью простого ножа, но такое приспособление выполняется быстрее и качественнее. К сожалению, в большинстве наборов инструментов это устройство отсутствует, поэтому необходимо позаботиться о его отдельном приобретении.
К сожалению, в большинстве наборов инструментов это устройство отсутствует, поэтому необходимо позаботиться о его отдельном приобретении.
Правила пайки полипропиленовых труб
Перед пайкой пластиковых труб из полипропилена необходимо выполнить ряд подготовительных операций:
В целом процедура пайки полипропиленовых труб не сложная. Главное, соблюдать размер и выдерживать температурную обработку. Тогда полученное соединение прослужит достаточно долго.
Возможность самостоятельно собрать трубопроводы – несомненный плюс изделий из полипропилена. Используя удобный и легкий материал, можно собственноручно построить канализацию, починить и модернизировать сантехнику.
Главное понимать специфику сочетания сборных элементов между собой. Согласитесь, это важная часть работы, отвечающая за герметичность магистрали и ее безаварийную работу.
Предлагаем вам подробную информацию о том, как паять полипропиленовые трубы, какое оборудование используется в работе, а также перечисляем наиболее распространенные ошибки начинающих сварщиков.
Предлагаемая нами информация поможет наладить бесперебойную связь. Для визуального восприятия статья дополнена графическими приложениями и видео-гайдами.
Процесс пайки осуществляется благодаря ярко выраженным термопластическим свойствам материала. Полипропилен размягчается при нагревании – приобретает состояние, подобное пластилину.
Галерея изображений
Так выглядит паяльник («Утюг») для труб из полипропилена.Простое электротехническое полуавтоматическое устройство, благодаря которому изготавливается шип пластиковый
При выполнении стыковой сварки конструкции из припоев отличаются повышенной сложностью. Обычно в составе этой техники есть не только нагревательный элемент, но и система центрирования свариваемых деталей.
Как правило, аппарат прямой сварки, как и сама технология, в бытовой сфере применяется редко. Используйте приоритет — промышленность.
Более сложное устройство, с помощью которого производится точная центровка свариваемых деталей с последующим процессом нагрева и пайки. Используется при прямой технологии сварки
Используется при прямой технологии сварки
Помимо одежды для пайки, мастеру также потребуются:
- ножницы -;
- конструкция рулетки;
- коронка Техническое обслуживание;
- ширма для труб с армированием;
- маркер или карандаш;
- средства обезжиривания поверхностей.
Поскольку работа производится на высокотемпературном оборудовании, необходимо надевать плотные рабочие перчатки.
Процедура сварки полипропилена
Важное предупреждение! Работы по сварке полимерных материалов следует проводить в хорошо проветриваемом помещении.При нагревании и всплытии полимеров выделяют ядовитые вещества, которые в определенной концентрации оказывают серьезное влияние на здоровье человека.
Процедура сварки полипропилена несложная, но требует аккуратности и аккуратности в работе. Также следует избегать банальных ошибок, таких как недостаточный или избыточный нагрев.
В первую очередь необходимо подготовить к работе:
- На плато нагревателя установить заготовки нужного диаметра.

- Комплект регуляторов 260ºС.
- Подготовить детали сопряжения — выставить, снять фаску, обезжирить.
- Включите паяльную станцию.
- Дождаться набора рабочей температуры — включить зеленый индикатор.
Сопрягаемые детали (труба — муфта) одновременно надеваются на заготовки паяльной станции. При этом полипропиленовая трубка втачивается во внутреннюю область одной заготовки, а муфта (или раструб фасонной части) — во внешнюю поверхность другой заготовки.
Обычно концы трубы вставляются по границе отмеченной ранее линии, и муфта выполняется до упора. Выдерживая полипропиленовые детали на предварительно подогретых карликах, следует помнить о важном нюансе технологии – времени выдержки.
Галерея изображений
Выводы и полезное видео по теме
У профессионалов всегда есть чему поучиться. Как работать с полипропиленом, можно посмотреть в следующем видео:
Монтаж трубопроводов из полимеров методом их пайки «на горячую» — удобный и популярный прием. Успешно применяется в условиях монтажа коммуникаций, в том числе на бытовом уровне.
Успешно применяется в условиях монтажа коммуникаций, в том числе на бытовом уровне.
Этот метод сварки могут использовать люди без опыта работы. Главное правильно понять технологию и обеспечить точность ее выполнения. А технологическое оборудование можно купить или арендовать.
У вас есть опыт пайки полипропиленовых труб? Пожалуйста, поделитесь информацией с нашими читателями. Оставляйте комментарии и задавайте вопросы по теме в форме ниже.
В квартирах и в частных домах часто можно увидеть пластиковые трубы. Актуальность таких изделий в последнее десятилетие обосновывается их низкой ценой, длительным эксплуатационным периодом и принципиальной невозможностью спешки.
Соединение пластиковых труб друг с другом можно производить с помощью паяльника, а также альтернативными способами — с помощью фланцев, фитингов, муфт или приклеивания.
Соединение пластиковых труб без пайки не потребует больших финансовых затрат.И доставать где-то дорогое паяльное оборудование (очевидно, что далеко не у всех) тоже не обязательно.
Стоит признать, что сам процесс пайки кажется некоторым очень сложным. Человек должен уметь правильно обращаться с паяльным прибором, выставлять нужное давление и температуру, подбирать припой. В общем, чтобы размотать трубы, нужно знать действительно много нюансов.
Так же есть такой вариант как пайка полипропиленовых труб без паяльника.Для этого просто берется паяльная паста (продается уже в готовом виде смесь флюса, припоя и смазочного порошка), наносится на место соединения и нагревается. Причем вместо паяльника предлагается использовать газовую горелку или зажигалку. Но этот способ у некоторых может вызвать неприятие, так как приходится иметь дело с открытым огнем.
Представление о форс-мажоре: произошел прорыв пластикового водопровода. Чтобы вернуть ему герметичность пайкой, может уйти много времени.Да и восстановление герметичности труб, соединенных без пайки, можно осуществить гораздо быстрее – это действительно важное преимущество.
Составные фитинги
Для соединения пластиковых труб без пайки очень часто используют пресс-фитинги (они же компрессионные фитинги) или новые бельгийские пуштинги, которые собственно и фиксируются сами.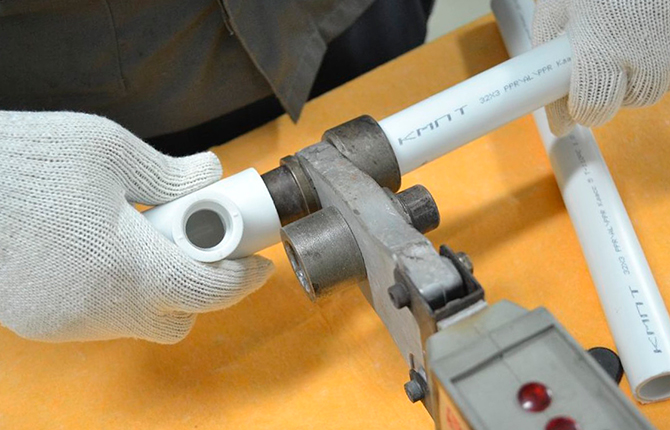
Стандартные пресс-фитинги обычно изготавливаются из стального сплава или чугуна. И лучше всего их использовать для полипропиленовых или других пластиковых труб небольшого диаметра.Преимущество этих сантехнических изделий в том, что с их помощью можно построить переходы между элементами трубопровода и соединить их под разными углами.
Чаще всего арматуру надевают на повороты и ответвления пластикового трубопровода. Обычный пресс-фитинг состоит из основного корпуса, крышек, гильз и двух колец: прижимного (находится в специальном гнезде) и фальцевого (с ним фиксируется пластиковая труба).
Если речь идет о фитингах диаметром менее пятидесяти миллиметров, их допускается монтировать вручную, без дополнительных приспособлений и оборудования.И еще одно важное правило. Пластиковую трубу следует предварительно перед установкой штуцера подготовить – обрезать, удалить заусенцы, очистить от пыли и обезжирить. Такие препараты проводят в любом случае, независимо от выбранного способа соединения.
После того, как пластиковое изделие будет приведено в приемлемое состояние, необходимо установить гайку, предварительно снятую с фитинга. Далее на эту гайку надевается прижимное кольцо. Теперь можно вставлять трубу в фитинг до упора и фиксировать.Те же действия нужно проделать со второй подключенной трубой.
Использование фланцев
Пластиковые трубы можно соединять фланцами без пайки. Такое сочленение считается очень надежным – металлические фланцы выдерживают огромный плюс температуры и высокое давление.
Сегодня даже на трубопроводах большого диаметра ставятся фланцы. Они обеспечивают действительно прочное соединение.
Фланцы для сборки бытовых пластиковых трубопроводов всегда имеют резьбу только с одной стороны.Как правило, они рассчитаны на давление 1,6 МПа. При этом в магазинах можно найти варианты фланцев с разным сечением – от 20 до 1200 мм.
Алгоритм соединения с помощью фланцев достаточно прост. В первую очередь нужно аккуратно натянуть фланец на трубу и надеть уплотнительную прокладку из резины. Прокладка должна заходить на край пластиковой трубы не более чем на один сантиметр. Потом фланец аккуратно грамотный на эту прокладку.
Прокладка должна заходить на край пластиковой трубы не более чем на один сантиметр. Потом фланец аккуратно грамотный на эту прокладку.
На следующем этапе осуществляется стыковка с точно таким же фланцем другой пластиковой трубы.И затягивайте болты здесь очень осторожно. Если приложить слишком много усилий, пластиковая поверхность может треснуть.
Использование муфт
Обыкновенная муфта для пластиковых трубопроводов является достаточно простой по своему устройству деталью. Состоит из:
- корпус чугунный;
- две гайки;
- резиновые прокладки;
- четыре металлические шайбы.
Муфту можно найти в ближайшем магазине сантехники, либо при наличии определенных навыков и знаний изготовить самостоятельно.При этом сцепные характеристики должны строго соответствовать размерам соединяемых изделий. Обычные муфты подходят для напорных пластиковых трубопроводов и трубопроводов без давления. С их помощью обеспечивают надежное соединение полипропилена без применения паяльника.
В муфту для формирования компаунда необходимо вставить концы труб так, чтобы они соприкасались посередине. Концы должны проходить через шайбы, прокладки и гайки.Затем нужно плотно затянуть гайки, чтобы давление на прокладки было довольно сильным.
Стыковка пластиковых труб муфтой абсцессивно дает герметичный шов даже без применения пайки. Но в некоторых случаях, например, если труба имеет небольшую длину или примыкает непосредственно к полу (или другой горизонтальной поверхности), установить обычную муфту не представляется возможным.
Для таких сложных случаев придумана зажимная муфта. Как это использовать? Сначала нужно очистить край пластиковой трубы.Затем нужно разработать муфту и надеть на пластиковое изделие в правильной последовательности все детали крепления. А уплотнительное кольцо в итоге должно располагаться не менее чем в одном сантиметре от края изделия.
Затем в концы пластиковой трубки нужно вставить сам корпус вставной муфты. А затем к этому корпусу нужно придвинуть все имеющиеся кольца и закрутить болт. А к резьбе, расположенной с другой стороны муфты, необходимо будет присоединить штуцер «американку» с подсоединенной к нему пластиковой трубой.
А затем к этому корпусу нужно придвинуть все имеющиеся кольца и закрутить болт. А к резьбе, расположенной с другой стороны муфты, необходимо будет присоединить штуцер «американку» с подсоединенной к нему пластиковой трубой.
Для контроля прочности соединения необходимо осторожно потянуть муфту на себя, удерживая свободной рукой трубу, к которой она крепится. Муфта должна оставаться неподвижной. Если он двигается, значит, деталь выбрана не по размеру. Именно поэтому он так плохо держится на конвейере. Впрочем, исправить это легко – стоит лишь подтянуть нитки.
Способ склеивания
Трубы из пластика можно клеить, хотя многие сантехники считают такой способ крайне ненадежным.И поэтому на практике клей для соединения труб применяется только в сочетании с фитингами.
Перед нанесением клея трубу разрезают и избавляются от заусенцев на ней. Также с него также необходимо обеспылить и провести тщательное обезжиривание тех участков, для которых предполагается клей (то есть будет специальное средство для обезжиривания). Затем нужно запустить трубы в фитинг, чтобы проверить, насколько хорошо они сочетаются друг с другом.
Затем нужно запустить трубы в фитинг, чтобы проверить, насколько хорошо они сочетаются друг с другом.
Теперь можно нанести клей на место будущего контакта тонким слоем.Сразу после этого трубу до упора вставляют в фитинг и держат в таком положении около двух минут, чтобы клей схватился. А остатки клея, появившиеся на внешней поверхности, удаляются тряпкой.
Клей сохнет около 15-20 минут. Однако пускать воду по трубопроводу (или как-то еще) нужно только не ранее, чем через 24 часа.
Некоторые виды пластика (например, тот же полипропилен) склеиваются с большим трудом.Чтобы полипропиленовые детали хорошо сочетались друг с другом, для них придется обзавестись качественным клеем, специально предназначенным для этого материала.
Можно сделать вывод, что способы соединения труб из пластика без применения пайки злоупотребляют. Наиболее надежным из них является сцепной метод, а склеивание помогает только в экстренной ситуации, и применять его нужно с осторожностью.
Эффективная и мощная паяльная машина для сварки пластиковых труб
Alibaba.com предлагает широкий выбор надежных, производительных и модернизированных паяльных аппаратов для сварки пластиковых труб для различных видов сварки. Эти паяльные машины для сварки пластиковых труб широко используются в коммерческом и промышленном секторах благодаря своим широким возможностям и превосходной точности, удовлетворяя все виды требований. Эти машины сертифицированы и протестированы строгими командами контроля качества и уполномоченными регулирующими органами для обеспечения оптимальной производительности продуктов.Покупайте эти товары у проверенных и надежных паяльных аппаратов для сварки пластиковых труб продавцов и поставщиков на сайте. Великолепная и высококачественная паяльная машина для сварки пластиковых труб , доступная на сайте, изготовлена из материалов, обладающих высокой производительностью и надежностью. Эти устройства прочны благодаря своему материалу и могут выдержать грубое обращение, ежедневное использование или любые другие внешние воздействия. Эти паяльные машины для сварки пластиковых труб доступны как в полуавтоматическом, так и в автоматическом вариантах в зависимости от ваших требований и моделей.Сочетая основные технологии в одном продукте, эти паяльные машины для сварки пластиковых труб обеспечивают более высокий уровень автоматизации.
Эти устройства прочны благодаря своему материалу и могут выдержать грубое обращение, ежедневное использование или любые другие внешние воздействия. Эти паяльные машины для сварки пластиковых труб доступны как в полуавтоматическом, так и в автоматическом вариантах в зависимости от ваших требований и моделей.Сочетая основные технологии в одном продукте, эти паяльные машины для сварки пластиковых труб обеспечивают более высокий уровень автоматизации.
На Alibaba.com вы можете выбрать из различных вариантов паяльного аппарата для сварки пластиковых труб , доступных в различных формах, размерах, цветах, функциях и мощностях в зависимости от выбранной модели. Эти выдающиеся паяльные машины для сварки пластиковых труб сертифицированы и оснащены мощными ультразвуковыми рожками.Компактные размеры вместе с защитными рамами делают эти паяльные машины для сварки пластиковых труб великолепными для коммерческого использования и обеспечивают большую универсальность.
Alibaba.com предлагает полную линейку паяльных аппаратов для сварки пластиковых труб вариантов, которые могут соответствовать вашим требованиям и бюджету, чтобы сэкономить ваши деньги. Эти продукты сертифицированы ISO, CE, SGS для обеспечения лучшего качества. Вы можете размещать OEM-заказы вместе с индивидуальной упаковкой при покупке оптом.
Пайка полипропиленовых труб для систем отопления
Сейчас все чаще используются трубы, изготовленные из различных полимерных материалов. Полипропилен – один из них. Этот вид труб достаточно легко поддается обработке. Имея специальный аппарат для пайки полипропиленовых труб, можно быстро и без особых сложностей за короткий промежуток времени смонтировать систему отопления или водоснабжения.
Рассмотрим основные этапы монтажа системы отопления с использованием данного вида материала, а также способы пайки полипропиленовых труб.Первый шаг — планирование. Необходимо выбрать места крепления радиаторов, общую длину трубопроводов, а также отдельные длины труб. На втором этапе проводятся подготовительные работы. После установки всех элементов на свои места можно приступать к сбору урожая. Трубы распиливаются после проведения всех замеров. Далее потребуется закупить необходимое количество фитингов, тройников, муфт и других вспомогательных деталей. Пайка полипропиленовых труб осуществляется только после их удаления из армирующего слоя с помощью специального приспособления.
На третьем этапе происходит соединение деталей. Трубопровод из данного вида материала представляет собой органическое соединение на основе сварных швов, поэтому важно соблюдать линейное и радиальное сопряжение всех элементов. Соединение выполнено на специальных метках, чтобы избежать возможных перекрутов.Пайка полипропиленовых труб является завершающим этапом. Отдельные элементы предварительно нагреваются до определенной температуры, после чего производится их сопряжение. После окончательной закалки узла можно переходить к следующему. Детали из полипропилена нагреваются определенное время, которое зависит от толщины стенок и диаметра.В этом процессе очень важно учитывать температуру окружающей среды.
Итак, если с какой технологией пайки полипропиленовых труб все более-менее понятно, то следует рассмотреть другие моменты. Для системы отопления и горячего водоснабжения есть не каждая труба.
Для систем отопления — особый вид материала, отличительной чертой которого является почти одинаковая степень расширения со стальными трубопроводами. Такие трубы способны пропускать воду, нагретую до 95 градусов Цельсия.Армирующий слой используется специально для получения изделий из полипропилена с низким коэффициентом расширения. Это может быть стекловолокно или тонкая алюминиевая фольга.
В то время как все изделия из полипропилена, предназначенные для систем отопления, соответствуют специальным техническим требованиям и допущены к применению в системах горячего водоснабжения, металлические детали подходят для этой цели гораздо лучше, поскольку нет полиэтиленового материала, способного превышают характеристики линейного расширения для стали.Итак, теперь вы знаете, как осуществляется пайка полипропиленовых труб, а также что для этого нужно.Теперь можно приступать к работе.
Неправильное использование флюса вызывает коррозию трубы
Опубликовано автором Shaun
Будучи сантехником, который гордится тем, что выполняет свою работу должным образом, вы сталкиваетесь с работой, выполненной другими сантехниками, которую вы категорически не одобряете. Вы видите, что одни и те же «школьные» ошибки возникают снова и снова, это простые ошибки, которые совершают сантехники, которые впоследствии вызывают у клиентов всевозможные проблемы.
Я горжусь своей работой пайки, это часть первоклассной установки котла
В этой статье мы собираемся раскрыть одну из самых распространенных и разрушительных ошибок, которые многие сантехники совершают изо дня в день.Пайка труб – неотъемлемая часть правильного монтажа котла. В наши дни мы видим все больше и больше пластиковых фитингов, но лишь немногие дома работают без старых добрых паяных медных труб. Я по-прежнему рекомендую паяные медные трубы вместо пластиковых соединений, для установки пластикового соединения может потребоваться меньше навыков и обучения, но я обнаружил, что в реальной жизни они более ненадежны, и для меня это все.
Проблемы с коррозией труб
Одной из наиболее распространенных причин выхода из строя стыков труб и возникающих в результате утечек является коррозия в трубе и стыке. Корродированная труба редко начинает протекать, когда коррозия проходит прямо через середину трубы. Обычно коррозия ослабляет соединения и создает проблемы для котла, которые могут привести к протечке соединения или клапана. Когда я прихожу к трубам в таком состоянии и заменяю их, я могу провести детективную работу, чтобы найти причину.
Когда я проверяю неисправные соединения труб, я вижу множество распространенных причин.Когда дело доходит до коррозии, я снова и снова вижу закономерность, и это признак того, что сантехники неправильно используют вещество под названием «Флюс» при пайке соединений.
То, что вы видите, это большое количество зеленой окисленной меди и участки поврежденной поверхности внутри трубы и, в частности, вокруг соединений. Медь используется в трубопроводах, потому что воде потребуется очень много времени, чтобы разрушить поверхность, где вы видите такую коррозию, это потому, что что-то попало в трубу.
Что такое флюс?
В сантехнике флюс представляет собой состав, используемый для пайки соединения труб.Это кислая паста, которая наносится на ту часть медной трубы, где припой должен склеиться. Он очищает швы, если вы потрите его о медь и ненадолго оставите, он останется блестящим, когда вы его протрите.
Особенно важно, что при нагревании кислотный флюс втягивает расплавленный припой глубоко в трещины соединения и образует прочную связь с металлом. Флюс является важной частью, позволяющей припою равномерно и полностью обтекать хорошо пропаянное соединение.
Когда с потоком что-то не так!
Проблема в сантехнике заключается в том, что многие сантехники наносят слишком много флюса, слишком небрежно и прямо в стык трубы.Это означает, что большой избыток этой кислой пасты заталкивается внутрь соединения трубы, и даже неспециалист должен увидеть в этом проблему.
Многие сантехники, кажется, не подозревают, что это может вызвать проблемы в будущем, это одна из моих «мозолей», и я был бы рад, если бы это прекратилось. Флюс будет разъедать трубу в месте соединения, и некоторые из них будут проталкиваться по системе, чтобы найти другие элементы, вызывающие коррозию, возможно, внутри вашего котла. Суть в том, что неправильное использование флюса является обычным явлением и вызывает большие и малые проблемы.
Как избежать плохой сантехники
Нет простого ответа, как найти подходящего сантехника для вашей работы. Если бы вы знали все, что нужно спросить, вы бы знали достаточно, чтобы выполнить работу самостоятельно.
Мой совет: в любом случае старайтесь задавать вопросы. Если вы покупаете новый котел, спросите их о том, как они вводят новый котел в эксплуатацию, как они планируют работу, и если речь идет о пайке, вы можете спросить об использовании ими флюса. Не забудьте убедиться, что они являются газобезопасными сантехниками.
Также полезно просмотреть онлайн-обзоры и немного почитать об интересующей вас области сантехники.Вы уже делаете что-то правильно, находясь здесь и читая это. Если вы можете выбрать качественного сантехника, который знает свое дело, это стоит усилий и любых дополнительных затрат по сравнению с самым дешевым вариантом, который вы можете найти.
Опубликовано в:
Сантехнические советы
Убедитесь, что ваш сантехник правильно вводит в эксплуатацию ваш новый котел Знайте о ваших запорных клапанах для водыСоветы по пайке медной или латунной сантехники
Считаете ли вы себя умелым или любителем делать что-то своими руками? Тогда вы не против исправить мелкие проблемы с сантехникой, когда они появятся, и это здорово.
Если вы планируете выполнять какие-либо проекты, связанные с металлической сантехникой (трубы и фитинги), вам необходимо знать, как паять. В отличие от пластиковых труб, таких как ПВХ, которые можно склеивать, металлические трубы нуждаются в прочном соединении.
Что такое пайка?
Пайка — это процесс соединения двух металлических деталей. В сантехнике это делается для создания постоянного водонепроницаемого уплотнения между трубой и фитингом. Его можно использовать для ремонта трубы, установки новой арматуры и многих других целей.
В процессе пайки используется горелка (обычно работающая на пропане) и проволока для пайки. Проволока размещается там, где встречаются труба и фитинг, и тепло горелки используется для расплавления проволоки, образуя прочное соединение.
Пайка меди и латуни
Если вы собираетесь заняться сантехническим проектом, требующим пайки, вы должны знать, что процесс может различаться в зависимости от материалов, с которыми вы работаете. Когда дело доходит до сантехники, два наиболее распространенных металла, с которыми вы столкнетесь, — это медь и латунь.
Медь обычно используется в трубах, потому что с ней легко работать и она устойчива к коррозии. С другой стороны, многие фитинги сделаны из латуни для дополнительной прочности и меньшей стоимости. Вы также можете найти медные фитинги. Поэтому важно знать, какой материал вы используете, потому что это повлияет на то, как вы будете паять соединения.
Общая техника пайки очень похожа. Независимо от того, работаете ли вы с медной или латунной сантехникой, выполните следующие действия:
- Очистите конец трубы
- Используйте инструмент для снятия заусенцев, чтобы создать гладкие края
- Используйте кисть для нанесения
- Наденьте фитинг на трубу
- Предварительно нагрейте фитинг
- Нанесите припой и нагрейте горелкой
- Удалите излишки припоя тряпкой латунь может быть более сложной задачей, требовать дополнительного времени или других инструментов.Вот несколько полезных советов, о которых следует помнить:
- Латунь требует более сильного нагрева — по этой причине некоторые сантехники используют газ MAPP (метилацетилен и пропадиен) вместо пропана
- Может потребоваться больше флюса или паяльной пасты
- Убедитесь, клапан фитинга открыт, чтобы избежать повышения давления, которое может вызвать утечку
Когда вызывать специалистов
Пайка может быть полезным навыком, но это не самый простой процесс, который можно сделать своими руками.Если вы не уверены или хотите убедиться, что работа выполнена правильно с первого раза, доверьтесь Reichelt Plumbing.
Местная компания Reichelt Plumbing, находящаяся в собственности и эксплуатируемая более 25 лет, готова удовлетворить все ваши потребности в сантехнике на северо-западе Индианы. Чтобы записаться на прием, позвоните нам сегодня по телефону 219-322-4906.
Пластиковые вставные фитинги и пайка сантехники
С появлением пластиковых сантехнических фитингов с нажимной посадкой на протяжении многих лет возникало множество мифов об их качестве и производительности.В этом блоге мы узнаем, почему вы не всегда должны верить тому, что слышите, когда речь идет о сантехническом устройстве.
Изображение: Сантехника с запрессовкой JG Speedfit
Четыре мифа о пластиковых сантехнических фитингах, в которые не стоит верить
Все мы знаем о преимуществах вставных фитингов: они быстро и легко устанавливаются и не требуют никаких инструментов для сборки. Тем не менее, некоторые профессионалы отрасли все еще не уверены в их использовании и считают, что они удаляют навык из торговли.Мы решили бросить вызов этим мифам и доказать, что вставные соединения — отличный вариант для установщиков.
Миф 1: Пайка труб — это настоящий навык, а использование вставных посадок обесценивает профессию
Несмотря на простоту установки, технология, лежащая в основе системы push-fit, на самом деле чрезвычайно инновационная. Их способность скручиваться и фиксироваться в нужном положении, а также обеспечивать высокое давление делает их бесценным элементом технологии, который монтажники должны иметь в своей броне. Нельзя отрицать, что пайка — это навык, которым установщики могут и должны гордиться, но вставные фитинги также играют важную роль в развитии современной отрасли.
Миф 2: Пластиковые вставные фитинги совместимы только с пластиковыми трубами
Вовсе нет. Вставные фитинги предназначены для соединения любых двух труб вместе, и материал двух труб даже не обязательно должен быть одинаковым, поэтому он так же совместим с медью, как и с пластиком.
Миф 3: пластик недолговечен
Это касается только некачественных устройств. Продукты, которые были одобрены Британским институтом стандартов, Британским советом по сельскому хозяйству или Консультативной схемой регулирования водных ресурсов (WRAS), будут иметь высокий уровень качества и долговечности.Убедившись, что все компоненты произведены в Великобритании, как в случае с фитингами JG Speedfit, вы можете быть уверены, что продукт прошел строгие испытания на соответствие высоким британским и международным стандартам.
Миф 4: При чем тут навыки?
Использование вставных фитингов вовсе не отменяет навыков сантехника, у которого есть много других требований к работе, которые не следует недооценивать или забывать. На самом деле, возможно, самым важным навыком для профессионального сантехника является умение использовать наиболее подходящую систему для конкретного применения, повышая ценность для конечного пользователя, предоставляя максимально надежные, безопасные и эффективные услуги.Таким образом, используя вставной фитинг, вы не теряете навык, а просто используете другой.
А искусство сантехники осталось нетронутым?
Действительно. Как и в любой отрасли, всегда появляются новые технологии и изменения, и, хотя проводить исследования полезно, вы не должны игнорировать новаторские продукты, которые могут принести реальную пользу клиенту и вашей прибыли.
Пластиковые фитинги для сантехники
Что вы думаете о вставных фитингах как об инструменте? Сообщите нам свое мнение, отправив нам твит @JGSpeedfit.
См. также…
Ответы на 7 распространенных вопросов по водопроводу и отоплению Speedfit
5 способов, с помощью которых JG Speedfit поможет вам в сантехнических проектах с ограниченным пространством
Экономьте время на установке с помощью фитингов Push-Fit
5 причин выбрать пластиковую сантехнику и трубы
Вставные фитинги подходят не только для сантехники
Автор: JG Marketing
.