При какой минимальной температуре воздуха можно паять полипропиленовые трубы, можно паять на морозе?
Если речь о качественном монтаже водопровода с использованием полипропиленовых труб, то я бы настоятельно не советовал паять трубы при отрицательных температурах.
Время прогрева (по таблице) не ориентир, при низких температурах придётся увеличивать время прогрева и делать это по сути «на глаз».
Увеличивать температуру на паяльнике не советую, увеличивается только время прогрева.
Далее, на морозе труба быстро остывает, после прогрева работать нужно без задержек.
На морозе полипропиленовая труба становится более хрупкой, это особенно актуально если речь об армированных алюминием ПП трубах.
Вот такую
полипропиленовую трубу арилированную стекловолокном зачищать (шейвером) не нужно перед пайкой, в отличие от алюминия.Далее, после монтажа труб качество сборки проверяется давлением.
То есть система заполняется водой.
На морозе (после испытания системы) вода тут же замёрзнет, её нужно сливать и причём в обязательном порядке, сделать это довольно проблематично.
Если речь о наружных работах, то вначале выкапывается траншея (глубина ниже точки промерзания в Вашей местности).
Заниматься земляными работами и тем более в ручном режиме (лопата) крайне сложно в замёрзшем грунте.
Если речь о квартире (к примеру Новостройка, отопление ещё не дали), то и в этом случае не советую паять полипропилен на морозе.
Такие трубы паяются при температуре не ниже + 5 (рекомендация от производителя) градусов (наиболее предпочтительный вариант, комнатная температура), минимально допустимая 0 градусов и не ниже.
Но если ситуация аварийная, то в принципе работать можно и в мороз, неоднократно занимался ремонтом водопровода зимой, впаивал фитинги, отрезки трубы, при температуре в — 10 и даже чуть ниже градусов.
То есть паять на морозе можно, но качество пайки будет под вопросом.
Если ситуация не аварийная, то настоятельно рекомендую заниматься этими работами (монтаж водопровода) только в тёплое время года, или же в отапливаемом помещении.
Но если так получилось, не допускайте замерзания воды в трубах (полипропилен разный, но всё же), особенно если речь идёт о тонкостенных полипропиленовых трубах.
Полипропиленовые трубы — температура эксплуатации и другие особенности
В наши дни пластик считается наиболее предпочитаемым материалом для обустройства жилища. Самая современная его разновидность – полипропилен, который идеально подходит для создания напорных отопительных систем и систем водоснабжения.
В отличие от стали полипропилен устойчив к большому количеству реагентов, надежен и прост в эксплуатации. Более того, осуществить монтаж труб можно самостоятельно, без помощи специалиста. Монтируются трубы пайкой, т.е. благодаря нагреву элементов. Соединение, получаемое в процессе нагрева, отличается особой прочностью и герметичностью.
Различают три типа:
- Трубы с армированием
- Трубы, которые подходят для давления с показателем 10, 16, 20 атмосфер.

Важным моментом при выборе полипропиленовых труб является то, какую температуру они способны выдерживать. Некоторые изготовители труб гарантируют пятидесятилетний срок эксплуатации, даже при максимальной температуре 95 градусов. Однако продолжительность срока службы также зависит и от другого фактора – давления.
Если давление будет низким, а температура напротив высокой или же наоборот, то труба прослужит довольно долго, но если оба показателя высокие, тогда срок эксплуатации сократится. Для увеличения срока службы труб важно, чтобы давление не превышало 6 атмосфер, а температура не была выше 75 градусов.
Самые надежные в плане эксплуатации армированные трубы акватерм (из материала Fusiolen) — температура, которую они могут выдерживать, достигает 120 градусов. Однако нельзя, чтобы такая температура была постоянной, ведь это значительно снижает срок службы трубы.
При температуре 175 градусов происходит плавление полипропиленовых труб, даже армированных. Но если температура трубы немного ниже отметки плавления при максимальном давлении, полипропиленовая труба без армирования лопнет, а с армированием такого не произойдет.
Но если температура трубы немного ниже отметки плавления при максимальном давлении, полипропиленовая труба без армирования лопнет, а с армированием такого не произойдет.
Трубы из полипропилена имеют массу преимуществ. Это высокая теплопроводность, отменная звукоизоляция, гигиеничность, долговечность, малый вес, прочность, отсутствие электрической проводимости, прекрасная технологичность, а также быстрый и легкий монтаж, не требующий особых усилий.
Полипропиленовые трубы превосходно себя зарекомендовали на современном строительном рынке, что одновременно с невысокой стоимостью делает их самыми востребованными. Качество исходных материалов и правильный монтаж – гарантия длительного срока эксплуатации.
Подводя итог, можно составить таблицу особенностей температуры.
Таблица особенностей эксплуатации полипропиленовых труб при различной температуре.
|
Температура |
Особенность |
|
свыше 120 градусов |
Разрыв или плавление трубы |
|
от 95 до 120 градусов |
Критическая температура, трубы выдерживают кратковременно. |
|
95 градусов |
Срок службы от 20 до 40 лет |
|
от 75 до 95 градусов |
Срок службы от 40 до 50 лет |
|
до 75 градусов |
Срок службы более 50 лет |

Минимальные сроки поставки
Весь ассортимент хранится на нашем складе в Москве, благодаря этому, мы можем поставить продукцию в самые кратчайшие сроки. По Москве — в день оплаты, при наличии продукции на нашем складе или в течении нескольких дней при их отсутствии.
Так как наша компания представитель завода aquatherm GmbH — мы можем организовать быструю поставку из за границы даже сверх крупных объемов.
Купить полипропиленовые трубы
Что бы купить систему трубопроводов, пришлите нам спецификацию объекта или непосредственное количество необходимых труб и фитингов.
В большинстве случаев все продукция будет находится на нашем складе в Москве и Вы получите самые минимальные сроки поставки.
Полипропиленовые трубы — пайка своими руками, сварочные аппараты
На чтение 5 мин.
Изделия из этого материала давно пришли на смену металлическим система отопления. Водопроводы из пластика устанавливаются в частных домах, квартирах. Многие не знают, как паять полипропиленовые трубы. Освоив этот процесс, можно дополнительно удешевить монтаж трубопровода.
Пайка полипропиленовых трубМетоды соединенияПластик — это термопластичный полимер, который размягчается при нагревании. Если после разогрева, соединить две детали из этого материала равномерно между собой, произойдет процесс полифузии — взаимопроникновение материала.
Существует два способа соединения труб из полипропилена:
- Пайка встык. Технологический процесс, при котором две трубки соединяются между собой точно по внешнему, внутреннему диаметру.

- Муфтовая спайка. Для изготовления прочного соединения применяется отдельная деталь. Разогревается внешняя сторона трубки, внутренний диаметр муфты. Детали соединяются между собой.
Сварочные аппаратыМуфта позволяет получить наиболее герметичное соединение, но ее применение ограничивается диаметром труб — до 63 мм. Для стыковки больших элементов трубопровода необходимо применять технологию пайки встык.
Сварка труб из полипропилена выполняется с помощью специального паяльника. В магазинах можно купить два вида нагревательного оборудования для пластика:
- Цилиндрические нагреватели. Удобны для проведения пайки в труднодоступных местах.
- Плоские нагреватели. На разогревающейся плите закрепляются насадки разных диаметров, с помощью которых спаиваются трубки, муфты.
Для выполнения сварки аппарат должен комплектоваться набором насадок разного диаметра. Лучше выбирать устройства с терморегулятором, датчиком нагрева до 260 градусов (температура требуемая для спайки пластика).
Независимо от технологии сварка полипропиленовых труб выполняется в несколько этапов:
- Трубы обрезаются с помощью специальных ножниц.
- Сварочный аппарат разогревается до 260 градусов. Он должен быть надежно закреплен на горизонтальной поверхности, чтобы не раскачиваться при нагревании.
- Дождаться пока отключится индикатор нагрева (погаснет лампочка на корпусе).
- Надеть соединяемую сторону трубки на нагревшуюся насадку. Одновременно с этим надеть другую деталь на соседнюю разогретую насадку.
- Подождать 4–6 секунд, одновременно соединить детали между собой.
Дождаться остывания шва.
Резка труб ножницамиПодготовительные работыПеред монтажом водопровода из пластика, нужно подготовить инструменты, расходные материалы:
- сварочный аппарат для полипропилена;
- ножницы для пластика;
- муфты, запорную арматуру, трубки;
- измерительный, разметочный инструмент.
Помимо этого, необходимо нарисовать чертеж расположения труб, места подключения радиаторов, смесителей, бытовых приборов. Существует два варианта разводки трубок:
- Коллекторная — изготовление отдельного контура, один конец которого подключается к центральному стояку, а на втором устанавливается запорный кран. После запорной арматуры крепится тройник, от которого начинается разводка труб к разным бытовым приборам, точкам слива воды.
- Тройниковая — на центральной трубе устанавливается тройник, от которого монтируется одноконтурный трубопровод, с последовательным подключением бытовых приборов, смесителей.
Температура плавления полипропилена, влияет на процесс спайки. Если температурный режим будет нарушен, соединение будет некачественным.
Температура пайкиЧтобы соединить трубы, нужно знать температуру плавления полипропилена. Для этого можно воспользоваться готовой таблицей в интернете, в которой указываются температурные режимы зависимо от диаметра, толщины стенок трубок.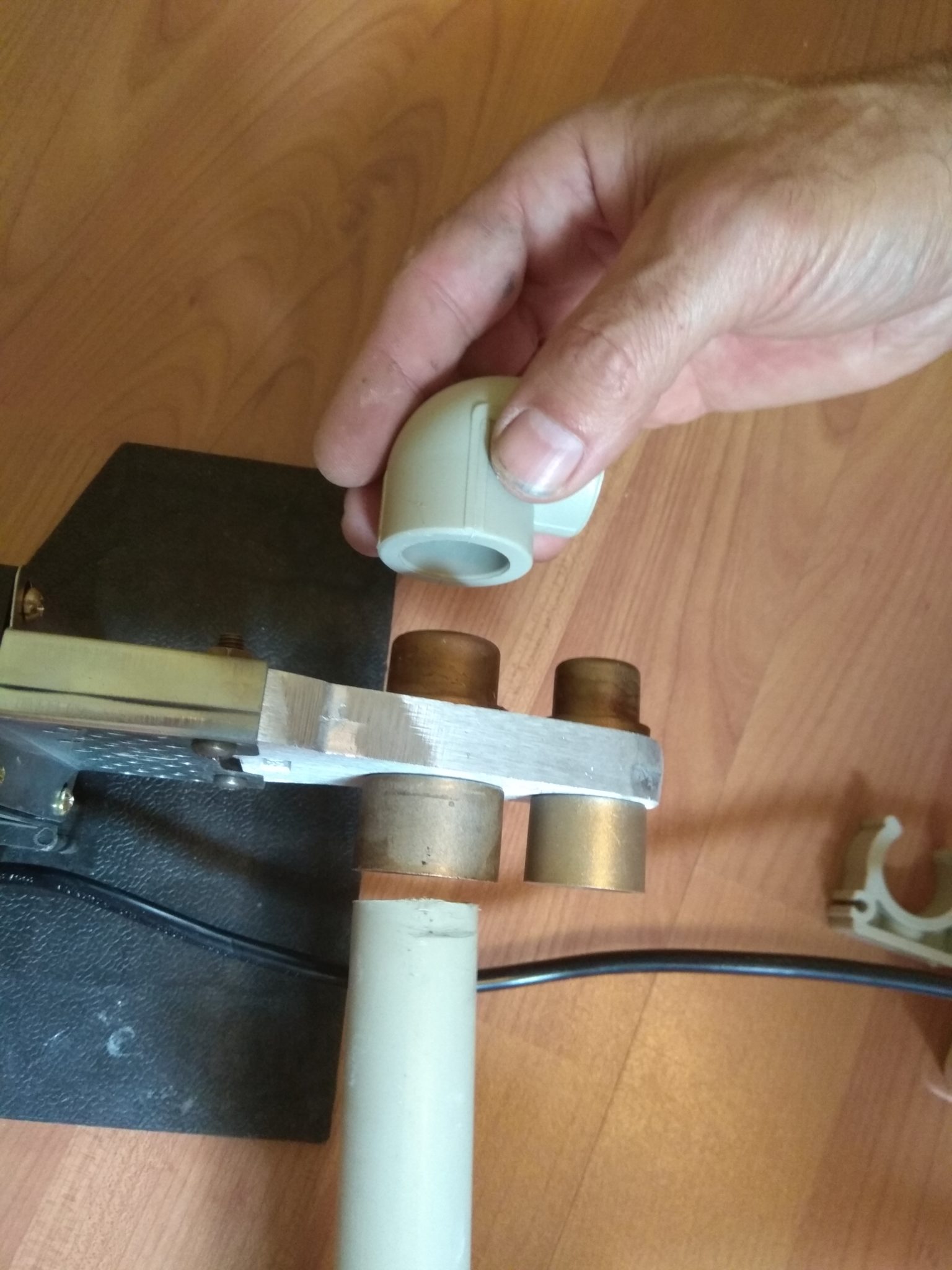 Процесс нагревания зависит от нескольких факторов:
Процесс нагревания зависит от нескольких факторов:
- Проводить нагрев пластиковых деталей нужно быстро, чтобы они не успели полностью расплавиться. Для этого аппарат нагревают заранее.
- Нельзя выполнять работы на очень высоких температурах. Это приведет к разрушению материала, изменению формы изделия.
- Тефлоновое покрытие на насадках для разогрева трубок, держится длительное время, если рабочий температурный режим не превышает 260 градусов. Это оптимальный показатель для того чтобы плавился пластик. Повышение температуры приведет к порче полипропилена, разрушению тефлонового покрытия.
Перед монтажом трубопровода нужно изучить правила и пошаговую инструкцию по спайке полипропиленовых труб домашних условиях для начинающих:
- Нагревать детали одновременно.
- Предварительно нагревать аппарат, а потом приступать к работе. Не выключать оборудования после изготовления первого шва, если нужно сделать еще несколько соединений.
 Благодаря этому для размягчения материала не нужно будет затрачивать больше времени.
Благодаря этому для размягчения материала не нужно будет затрачивать больше времени. - После нагревания пластика, соединения деталей нужно дать готовому шву остыть. В этом время нельзя пытаться повернуть или сильнее сдавить изделия. Это приведет к образованию наплывов пластика внутри трубопровода, ухудшению герметичности.
Выполнять работы используя перчатки из термоустойчивого материала.
Cпайка полипропиленовых трубКак долго греть?Чтобы узнать оптимальное время пайки полипропиленовых труб, можно воспользоваться готовой таблице из интернета. В ней указывается промежуток времени для нагревания зависимо от диаметра трубы. Например, для трубок сечением 16 мм, достаточно 4 секунд, а для деталей диаметром 160 мм — 16 секунд.
Пошаговое проведение работПайка полипропиленовых труб своими руками:
- Трубки обрезаются по требуемым размерам.
- Снимаются фаски, шейфером очищается армирующий слой.
- Соединяемые края очищаются от грязи, обезжириваются.

- Паяльник нагревается до 260 градусов. Перед его включением необходимо закрепить насадки с тефлоновым покрытием на нагревательные элементы.
- Одновременно надеть соединяемые детали на разогретые насадки.
- Подождать требуемый промежуток времени, соединить элементы трубопровода.
Дождаться остывания шва. Если образовались наплывы пластика снаружи трубок, выровнять их можно с помощью мелкой наждачной бумаги.
Пайка на сложных участкахДалеко не всегда при сборке трубопровода все работы можно провести на удобных участках. Сварка труб ПП в труднодоступных местах имеет определенные особенности. Если трубопровод новый, в первую очередь собираются его участки, которые будут расположены в неудобных местах. После этого монтируются остальные части. Если нужно заменить отдельную часть старого трубопровода, нужно воспользоваться муфтами с накидной гайкой или электро-муфтой.
Трубопроводы из полипропиленовых трубок популярны для обустройства частных домов квартир. Они подходят для изготовления систем водоснабжения, отопления. Работать с этим материалом может научиться любой человек без практического опыта, ознакомившись с нюансами, придерживаясь правил.
Они подходят для изготовления систем водоснабжения, отопления. Работать с этим материалом может научиться любой человек без практического опыта, ознакомившись с нюансами, придерживаясь правил.
8 лучших аппаратов для сварки полипропиленовых труб — Рейтинг 2021
Наш рейтинг лучших аппаратов для сварки полипропиленовых труб, основанный на их характеристиках и отзывах пользователей, поможет купить инструмент с долгим сроком службы и хорошим качеством швов. Приведенная информация подскажет какой паяльник выбрать по форме и мощности, в зависимости от предстоящих задач.
Подборка товаров осуществлена на основе отзывов, мнений и оценок пользователей, размещенных на различных ресурсах в сети интернет. Вся информация взята из открытых источников. Мы не сотрудничаем с производителями и торговыми марками и не призываем к покупке тех или иных изделий. Статья носит информационный характер.
Статья носит информационный характер.
Какой паяльник для полипропиленовых труб лучше купить
Все аппараты для сварки пластиковых труб имеют нагревательные элементы и матрицы, куда помещаются торцы трубы и фитинга. В них заготовки нагреваются и соединяются между собой, создавая герметичный круговой шов за считанные секунды.
Основными параметрами выбора инструмента являются:
- Мощность. Варьирует от 600 до 2000 Вт и влияет на скорость нагрева пластика и производительность — чем показатель выше, тем быстрее получится выполнить работу.
- Количество насадок и их диаметр. От этого зависит трубы какого диаметра можно будет соединять посредством сварочного аппарата.
- Регулировка температуры.

Но для различных видов работ важно правильно выбрать форму паяльника. Их бывает всего две.
Мечевидные аппараты
Имеют удлиненную пластину, в форме широкого меча, на которой болтами закреплены насадки. Температура от пластины передается на матрицы. Эти паяльники еще называют утюжками из-за формы нагревательного элемента.
Такие модели больше рассчитаны на стационарную работу на столе. Сварочный аппарат хорош для работы в незагроможденных местах, куда удобно подлезть мечевидной конструкцией. Еще за счет возможности установить одновременно сразу несколько пар матриц он удобен для сварки полипропиленовых труб разных диаметров.
Цилиндрические аппараты
Эта разновидность паяльников для полипропиленовых труб имеет нагревательный элемент в виде цилиндра. Насадки надеваются на него с торца и прижимаются болтами по краям, входящим в их конструкцию. Степень удаленности матрицы от края цилиндра ничем не ограничена (нет конкретного посадочного отверстия), поэтому можно выставить любое расстояние для пайки труб у самой стены. Корпус инструмента продолжает цилиндрическую форму, что делает его гораздо компактнее других моделей.
Корпус инструмента продолжает цилиндрическую форму, что делает его гораздо компактнее других моделей.
Такие сварочные аппараты для пластиковых труб лучшие в случае сложной развязки коммуникаций: разветвления в котельной, подсоединение теплых полов к коллектору, пайка в узких нишах и т. д. Благодаря тонкой форме аппаратом удобно добираться в ограниченные места и поворачивать его в разные стороны, чтобы выполнить стык труб уже присоединенных одной стороной к системе. Но при желании им можно работать и стационарно, для чего производителем предусмотрена небольшая откидная пластина-подставка.
Лучшие аппараты для сварки полипропиленовых труб мощностью до 1000 Вт
С таким показателем выпускаются сварочные аппараты обеих форм (мечевидные и цилиндрические). Их особенностью является один нагревательный элемент внутри, из-за чего нагрев матриц и сварка труб происходят медленно.
По оснащению все зависит от стоимости: совсем простые модели имеют только световую индикацию, тумблер включения и регулятор температуры. Более дорогие оснащаются дисплеем и точно поддерживают заданные настройки электроникой. Рейтинг паяльников для пайки полипропиленовых труб мощностью до 1000 Вт поможет вам выбрать нужный инструмент.
Более дорогие оснащаются дисплеем и точно поддерживают заданные настройки электроникой. Рейтинг паяльников для пайки полипропиленовых труб мощностью до 1000 Вт поможет вам выбрать нужный инструмент.
| Inforce 03-24-01 | Gigant GPW-1000 | Elitech СПТ 1000 | Калибр СВА-1000Т | |||||||
| Мощность, Вт | 1000 | 1000 | 1000 | 1000 | ||||||
| Вес, кг | 3,5 | 1,3 | 0,9 | 1,0 | ||||||
| Максимальный диаметр сварки, мм | 63 | 63 | 32 | 32 | ||||||
| Тип | аппарат | аппарат | паяльник | паяльник | ||||||
| Форма нагревателя | мечевидная | мечевидная | цилиндрическая | цилиндрическая | ||||||
| Регулятор температуры | цифровой | механический | механический | механический | ||||||
Inforce 03-24-01
Премиальная модель от российского производителя, оснащенная цифровым дисплеем и электронной регулировкой температуры. Управление осуществляется четырьмя кнопками на правой боковине корпуса. На утюжке предусмотрено три отверстия для фиксации насадок.
Управление осуществляется четырьмя кнопками на правой боковине корпуса. На утюжке предусмотрено три отверстия для фиксации насадок.
+ Плюсы Inforce 03-24-01
- Можно задать температуру в диапазоне от 0 до 300 градусов и он всегда будет сообщать текущий показатель.
- Устойчивая подставка с U-образной трубкой.
- В комплекте поставляется два болта для фиксации насадок, поэтому одновременно можно установить сразу две пары.
- Относительно легкая модель, удобная для транспортировки и работы на вытянутых руках.
- При перегреве издает звуковой сигнал.
- Запоминает последнюю выставленную температуру и при последующем включении нагревает до нее.
- Хорошее покрытие насадок — пластик не прилипает.
- В комплекте шесть пар муфт с диаметром от 20 до 63 мм и чемодан.
— Минусы Inforce 03-24-01
- Если нужно держать паяльник за ручку для сварки по месту, то это неудобно из-за ее короткой длины — больше подходит для стационарной работы на столе.

- Чтобы уложить аппарат в кейс приходится снимать все насадки — с оставленными на мече он не помещается.
- Короткий шнур быстро закручивается.
- Смена насадок осуществляется шестигранником, что тормозит процесс.
- Вертикальный кронштейн от подставки присоединен к горизонтальной трубке только тремя прихватками, поэтому может отлететь со временем.
Вывод. Хороший аппарат для пайки пластиковых труб от различных производителей. Электроника поддерживает выставленное количество градусов с точностью +-5, что поможет не пережигать торцы и выполнить ровные стыки без наплывов. Такой паяльник лучший для неспешной сварки там, где очень важен эстетичный внешний вид готовых коммуникаций.
Gigant GPW-1000
Простой паяльник от российского производителя с мощностью 1000 Вт. Имеет механический регулятор температуры, два диода для индикации работы, прямоугольную подставку на стол. На нагревательном элементе предусмотрено два отверстия для установки насадок с различной удаленностью от края.
+ Плюсы Gigant GPW-1000
- Регулировка температуры от 0 до 300 градусов под разный пластик.
- Комплектуется шестигранником и отверткой для смены матриц.
- Прорезиненная рукоятка с рифленостями хорошо подходит для работы в жаркую погоду.
- Быстро набирает рабочую температуру — 2-4 минуты.
- Легкая конструкция 1.3 кг облегчает стыковку труб под потолком.
- Есть вместительный кейс для транспортировки.
- В основании уже предусмотрены отверстия для фиксации к столу или табуретке.
— Минусы Gigant GPW-1000
- Плохая подставка, очень хлипкая (выполнена из жести) — если ее прикрутить к столу, то паяльник все равно будет шататься, поскольку в кронштейне сильный люфт.
- Слой тефлона тонкий — уже скоро после покупки и первых стыков начинает прилипать пластик.
- Из-за широкого меча неудобно осуществлять пайку по месту.
- У некоторых пользователей перестает срабатывать защита от перегрева и ТЭН плавится.
- В кейсе есть фиксаторы только для крупных насадок, остальные болтаются во время транспортировки.
Вывод. Сварочный аппарат очень простой и не рассчитан на сложные задачи. За то его цена одна из самых низких. Он отлично подойдет для личного использования при монтаже системы отопления или водопровода. Насадки от 20 до 63 мм разрешают монтаж водопровода любого диаметра в этом диапазоне.
Elitech СПТ 1000
Компактный стержневой паяльник для полипропиленовых труб с диаметром от 16 до 32 мм. Имеет мощность 1000 Вт и терморегулятор механического типа. Есть металлическая подставка в виде небольшой откидной пластины.
+ Плюсы Elitech СПТ 1000
- Легкий паяльник весом 0,9 кг удобен для долгих манипуляций в ручном режиме.
- Устойчиво держится при установке на подставку.
- Хорошо лежит в руке за счет вырезов под пальцы.
- Быстро набирает температуру.
- Может работать до 6 лет при периодическом использовании на даче и в доме.
- Место удержания не скользит в руке.
- В наборе поставляются инструменты для монтажа насадок.
- Особенно удобен для стыковки труб над головой.
— Минусы Elitech СПТ 1000
- Кейс очень маленький и там с трудом поместится еще одна насадка.
- Сложно выставить нужную температуру — на 2-ке пластик греется долго, а на 3-ке горит.
- После 20-30 стыков к тефлоновому покрытию начинает прилипать пластмасса.
- Нет насадок для работы с крупными трубами (от 40 мм и выше в диаметре).
- Если предстоит большой объем работ в течение одного дня, то потребуются перерывы, чтобы ТЭН успевал остывать.
- Отсутствуют держатели для насадок — при транспортировке катаются по ящику и звенят.
- С одетой муфтой на цилиндр не помещается аппарат в кейс — после каждого использования насадку требуется снимать, чтобы сложить паяльник.
Вывод. Такой сварочный аппарат удобен для самостоятельного монтажа теплого пола в частном доме. Компактным стержнем легко подлезть под другие коммуникации и произвести стыковку на месте. Муфта с диаметром 16 мм оптимальна для разводки узких трубок, находящихся близко друг к другу.
Калибр СВА-1000Т
Стержневой паяльник от российского производителя «Калибр» с тремя колодочными насадками и мощностью 1000 Вт. В верхней части имеет два диода для показания подключения к сети и достижения заданной температуры.
+ Плюсы
- Аппарат не громоздкий, поэтому им легко добраться для пайки в нише за унитазом или под ванной.
- Не перепаливает пластмассу при правильной настройке.
- Качественные насадки с толстым слоем антипригарного покрытия.
- Быстро нагревается.
- Устойчиво держится на подставке.
- Долгий срок службы в случае использования дома и на даче.
— Минусы
- Регулятор температуры зацепляется об одежду и другие предметы — в результате настройки сбиваются, а человек может этого даже не заметить и долго греть следующие заготовки или припалить их.
- Короткий шнур питания.
- Насадки иногда приходят поцарапанные (нет индивидуальной упаковки на каждую), что изначально портит противопригарные свойства.
- В кейсе есть широкие щели, через которые может выпасть шестигранник.
- Погрешность в поддержании температуры в 15 градусов.
- Первое время после покупки и включения может дымить, потом проходит.
Вывод. Это лучший аппарат для пайки полипропиленовых труб у себя на кухне или в ванной, чтобы выполнить разводку взамен стальных коммуникаций. Им будет удобно работать даже новичку. Достоинством модели является ее вес 1 кг, поэтому удержание паяльника на весу не скажется на качестве шва.
Лучшие аппараты для сварки полипропиленовых труб мощностью более 1000 Вт
Сварочные аппараты этой категории имеют мощность от 1500 до 2000 Вт. Такое оборудование отличается ускоренным нагревом, что повышает производительность — за одно и то же время можно выполнить большее количество стыков. По герметичности шва разницы в качестве с менее мощными моделями нет.
Данные паяльники для полипропиленовых труб оснащаются, как правило, двумя нагревательными элементами, которые можно включать одновременно или поочередно, что позволяет более тонко выбирать температуру и время нагрева, а также потребление электроэнергии. Такие модели отличаются более богатой комплектацией и лучше подходят для профессионального использования.
| Inforce 03-12-02 | PATRIOT PW 205 | Elitech СПТ 1500 | STURM TW7218 | |||||||
| Мощность, Вт | 1700 | 2000 | 1500 | 1800 | ||||||
| Вес, кг | 1,7 | 1,3 | 5,4 | 1,1 | ||||||
| Максимальный диаметр сварки, мм | 63 | 63 | 63 | 32 | ||||||
| Тип | аппарат | паяльник | паяльник | паяльник | ||||||
| Форма нагревателя | мечевидная | мечевидная | мечевидная | цилиндрическая | ||||||
Inforce 03-12-02
Аппарат мощностью 1700 Вт с двумя тумблерами, позволяющими работать в одном из трех режимов: 700 Вт, 1000 Вт, 1700 Вт. Снабжается кронштейном с горизонтальным размещением на столе или фиксацией в вертикальном положении и прижимом тисками.
+ Плюсы Inforce 03-12-02
- Удобная резиновая ручка — держать комфортно.
- Широкие возможности по выбору температуры как тумблерами, так и терморегулятором от 0 до 300 градусов.
- Быстрый нагрев ТЭНов.
- Хорошая вместимость чемоданчика.
- Комплектуется рулеткой, отверткой, труборезом и перчатками.
- Все насадки в кейсе закреплены и не болтаются при транспортировке.
- Шесть матриц под трубы диаметром от 20 до 63 мм.
- Труборез вполне справится со своей задачей и покупать дополнительно ничего не потребуется.
- Хорошее покрытие поверхности насадок.
— Минусы Inforce 03-12-02
- Громоздкий корпус, из-за которого неудобно подлазить по месту для замыкания схемы коммуникаций.
- Не самая легкая модель и при удержании руками мастер будет быстро уставать.
- Бывает попадаются насадки со сколами, но это редкость.
- Чемоданчик хлипкий и требует аккуратного обращения, иначе быстро деформируется.
- Нагреватель прикреплен к корпусу через кронштейн, и шляпка болта мешает ставить аппарат на подставку.
- При старте проскакивает заданную температуру в 260 градусов и перегревает фитинг, поэтому сперва нужно выставить 150 градусов и потом поднять.
Вывод. Это лучший паяльник для полипропиленовых труб благодаря очень качественным насадкам. Тефлоновое покрытие толстое и долго избавляет от следов пластика на матрице. Аппарат хорошо подойдет для частого использования на объектах с большим объемом работ.
PATRIOT PW 205
Мечевидный паяльник мощностью 2000 Вт с тремя отверстиями на нагревателе для фиксации матриц с различной удаленностью от края. Снабжен двумя тумблерами для выбора мощности и терморегулятором в правой части корпуса. Оснащается X-образной подставкой.
+ Плюсы PATRIOT PW 205
- Нагревается очень быстро и стабильно держит набранную температуру.
- Ровный рез трубы ножницами из комплекта.
- Перчатки из набора с термоизоляцией для скручивания неостывших насадок.
- Выносливая подошва утюга — не плавится при перегреве.
- Термостат довольно точно поддерживает заданную температуру.
- Легкий вес 1.25 кг оптимален для работы на вытянутых руках.
- Шесть насадок в комплекте.
- Есть рулетка и металлический кейс.
- Выбор мощности из трех вариантов с настройкой через тумблеры.
— Минусы PATRIOT PW 205
- Насадки постоянно раскручиваются.
- Корпус паяльника выполнен из очень тонкого металла — неосторожное движение и можно поставить вмятину.
- Матрица под трубу 63 мм не вставляется в предназначенное для нее место — упирается в корпус.
- Ножницы в комплекте слабые — ломаются после 10-20 резов.
- Место фиксации ручки к корпусу нужно усиливать болтами, иначе она сперва будет гнуться, а потом отвалится.
- Подставка хлипкая и шатающаяся.
- Обгорает краска на корпусе рядом с нагревательными элементами.
Вывод. Этот аппарат для пайки полипропиленовых труб хорошо подойдет в тех случаях, когда в приоритете скорость. Мощность двух нагревателей в сумме составляет 2000 Вт, поэтому нагрев торца трубки и фитинга займет минимальное время и за один день работы получится выполнить большое количество стыков.
Elitech СПТ 1500
Паяльник обладает мощностью 1500 Вт и набором матриц под трубы с диаметром от 20 до 63 мм. Передняя часть утюга заострена, для улучшения доступа в узкие места.
+ Плюсы Elitech СПТ 1500
- Быстро нагревается до заданного уровня.
- На поверхности насадок не остается следов пластмассы.
- Компактная форма нагревателя облегчает заведение инструмента в нишу или под другие трубы.
- Набор инструментов в комплекте не одноразовый.
- Три болта с шестигранными головками для установки сразу нескольких пар насадок и быстрого монтажа труб с разным диаметром.
- Подставка крестообразная и устойчивая, есть боковой прижим на резьбе для фиксации в вертикальном положении.
- Уровень снабжен тремя ячейками для контроля всех плоскостей.
— Минусы Elitech СПТ 1500
- Короткий шнур требует подсоединения переноски — при работе на высоте она тянет вниз из-за веса.
- Кейс из очень тонкого металла — крышка отгибается, защелки держат плохо.
- Во время транспортировки все содержимое сваливается в одну кучу.
- Ножницы могут резать диаметр труб только до 40 мм.
- Перчатки дешевые и быстро разлазятся.
Вывод. Отличный вариант для мастера с выездной работой. В комплект входит все необходимое для монтажа водопровода или отопления: рулетка, труборез, уровень, перчатки. Заостренный нагреватель облегчит работу в ручном режиме для стыковки в труднодоступных местах.
STURM TW7218
Имеет мощность 1800 Вт с одним режимом работы и регулировкой температуры от 0 до 300 градусов. Цилиндрический нагревательный элемент покрыт антипригарным покрытием, чтобы дольше оставаться чистым.
+ Плюсы STURM TW7218
- Очень легкая модель 1.1 кг для удобной работы во всех пространственных положениях.
- Кейс покрашен порошковой краской и долго сохраняет нормальный вид.
- Насадки из толстого алюминия.
- Нагревается за 2-3 минуты.
- Четкое включение и выключение — аппарат не перегревается и можно долго выполнять пайку.
- Выход сетевого кабеля из корпуса снабжен уплотнителем, чтобы провод долго не переламывался в этом месте, что является одной из самых распространенных поломок у других паяльников (замыкают там).
— Минусы STURM TW7218
- Обозначение на терморегуляторе не соответствуют действительности и нужно самому приспособиться, чтобы запомнить в каком положении аппарат лучше греет для пластика разной толщины и марки.
- Паяльник легко перевернуть, если случайно задеть рукой или ногой.
- Насадки во время транспортировки перемешиваются и оббиваются — лучше обматывать их материей.
- В наборе только 4 матрицы.
- Оригинальных насадок мало в продаже — если эти облезут, то придется покупать дорогие импортные.
- Сторона для надевания трубы немного больше стандартного размера, поэтому приходится натягивать с трудом и к этому нужно привыкнуть.
- Очень маленькая инструкция без описания работы — новичку нужно будет искать дополнительную информацию.
- Нагревательный цилиндр болтается — нужно периодически подтягивать крепление.
Вывод. Благодаря компактной форме, короткому стержню и высокой мощности им легко выполнить разводку от котельной по дому, подвести подачу снизу к радиатору отопления, запитать котел сзади и присоединить к системе циркуляционный насос. Наличие насадки под диаметр 16 мм позволяет использовать его при монтаже теплых полов.
Если вы заметили ошибку, не рабочее видео или ссылку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Мой Сити
Мой Сити перейти к содержанию- Кепка gadis dengan jarum mengait, kelas Induk dengan penjelasan
- Свинина дибакар далам ленган далам печь — 5 resipi dengan langkah demi langkah demi langkah
- Bagaimana Untuk Mencari Telefon Yang Hilang: Panduan Penuh
- Кенапа Сая Сендириан: Кесалахан Ванита Классик Одинокий
- Багаймана унтук Менгелуаркан Дракон Меркурий далм перманент «Дракономания»
- Колей • Ensiklopedia Rusia Besar — Versi Elektronik
- Пембаяран Бил: Багайманака мерека бертиндак дан апа иту?
- Pokok Krismas dari Mandarins melakukannya sendiri — bagaimana Untuk members pokok Krismas langkah demi langkah dengan foto
- Mengapa WiFi tidak berfungsi pada komputer Riba di Windows 7/8/10 (dislesaikan) 💻
- Kraf dari Mishura: 80 Foto Bagaimana Membuat Perhiasan Cerah dan Cantik dengan cepat dan adil
- 100 Причесок Милые Дэн Лайт Денган Арахан Лангках Деми Лангках
- Lush Mannik Top Sembilan Resipi!
- Костум Костум Тигренка Фетра — Penasihat Jahit
- Tiada Breadcrumbs di kedai untuk masa yang lama (сая мемасак мерека ди румах далам маса 10 минут)
- Айран — Хартана, Фаида, Вред, Калори, Нилай Пемаканан, Витамин
- Палетка консильтера для кошек Bagaimana Untuk Cat
- Fasa lutein — apa itu?
- LinkedIn акан дизайн Персекутуан Россия / Хабр
- Paper House: 84 Pilihan Foto untuk kraf biasa dan cantik dalam bentuk rumah
- Арахан у Пемулы: Багаймана для лепки из соленого теста — Ручное мастерство.ru
- Апа Дженис Вайн Ян Лебих Бергуна, Керинг Атау Сепара Манис ⋆ Атлант
- Bagaimana untuk menyambungkan komputer Riba ke komputer
- Гармоника колебаний — формула, унданг-унданг, конто
- Летний душ для членов dengan tanganmeka sendiri: Foto, Lukisan, Video
- Скрапбукинг для пемулы (78 фото): Di mana untuk bermula?
- Кулит лембу: Varieti kulit
- Увлажнитель воздуха Terbaik 2020
- Трихолог — Харга, Пелантикан дан Перундинган
- Багаймана унтук меранчаккан алпукат ди румах 🥑 (5 кара унтук масак) 🥑 румах алпукат
- Apakah krisis umur pertengahan dan bagaimana untuk mengatasinya
- Казино «Вулкан» — Багаймана унтук менгелуаркан дари пеньемак имбас? Арахан унтук Пембуанган Инструкции Казино «Вулкан»
- Олиго-бобинотататозооспермия: Пунка, Диагностика, Раватан, Пенсегахан
- Багаймана унтук мемилих пентуп кеджутан Киндер: Багаймана унтук менчари майнан ян дикехендаки дан менгетахуи дженис ян лебих байк денган майнан берсири
- Багаймана унтук мемасак саранг паста далам периук — ресипи тербайк хиданган — вкусноеэпитание.ru
- Багаймана унтук менгулунг рамбут анда ди румах: багаймана унтук мэмуат кудри гадис унтук утренний дан перкутиан лайн, серта ян селамат унтук мемпербайки рамбут пада канак-канак
- Bagaimana untuk mengalih keluar kata laluan kunci skrin pada telefon Android dalam tetapan?
- Bagaimana untuk mengalih keluar penomboran dari halaman pertama (титульный) dalam Word 2007, 2010, 2013 дан 2016
- Gunung Scandinavia • Ensiklopedia Rusia yang besar — versi elektronik
- Artikel Berguna Mengenai EPC Bagi Pemilik VAG — Keluarga Supervice pada Drive2
- Несус — pandangan dan cara penyingkiran
- Siapa dan kenapa menghilangkan remake, dan mengapamereka begin popular di penonton?
- Petua Untuk Satu Set Jisim Otot! 9 Советский ян менакжубкан.
- Epidermis adalah … apakah epidermis itu?
- Африка адалах танах бесар ян палинг панас ди буми
- Багаймана унтук membersihkan sikat di rumah dari rambut dan kotoran (urut, bulu tulen dan lain-lain)
- Hedonisme — apa itu, prinsip, spesies, kebaikan dan keburukan
- Sebagai seorang gadis untuk menakluk seorang lelaki дан menjadikannya sendiri. Apa yang diperlukan untuk ini?
- 👆 Mewujudkan sistem penyejukan komputer riba dari habuk menggunakan contoh Samsung R430.
- Bagaimana untuk mengira jumlah sel-sel tertentu dalam Excel. Формула Джумлах, Джумлах Фунгси, Авосумма Далам Excel
- Багаймана для более удобного использования Internet Explorer для Windows 10
- Алиса, ди мана сая — тентукан локаси сая
- Rumah Untuk Kucing: Bagaimana Untuk Memuat Keluar Dari Kotak Yang Anda Perlukan, Skim Dan Kelas Induk
- Membentuk Kesan: Mitos atau Realiti?
- Багаймана унтук мембуат кумпулан далам гая
- Menangkap Pike: Деталь Mengenai Memancing Pada Pike, Musim, Kaedah
- Kek di Rumah — 5 resipi mudah dengan foto langkah demi langkah
- Очерк пепериксаан.Apakah kualiti yang mendedahkan cinta kepada lelaki?
- Fluks pada gusi, rawatan — bagaimana dan apa yang harus dirawat fluks
- Cara yang paling bodoh dan berbahaya untuk «mendapatkan buzz» (14 гамбар) «triniesti
- Betapa indahnya Sculpt Manta: 9 cara cahaya
- Багаймана унтук мембуат сампул сурат унтук тейкра денган танган анда Сендири лангках деми лангках фото
- Bagaimana Untuk Memuat Bot dari kertas? Складной кораблик из бумаги Arahan melakukannya sendiri
- Pembentukan Batu Batu (Biologi): Ciri-ciri, Hartanah dan Jenis
- Kami members ballerina dari kertas dengan tangan anda sendiri: 3 келас индук — Мастер Мастер — MediaPlatform Mirtessen
- Багаймана эджан бертиндак, берапа баньяк ян бертиндак, селепас берапа баньяк соалан лайн янь мула бертиндак
- СИФИЛИС: Foto, Gejala dan Rawatan
- Багаймана для лучшего опыта в Minecraft 1.5.2?
- Mewujudkan taring vampire dengan tangan anda sendiri: pelbagai pengeluar dan arahan langkah demi langkah
- Bagaimana Untuk Memuat Perabot Untuk Anak Patung, Bahan, Hiasan, Bengkel Mudah
- Кара Берсихкан дан Фрай Камбаль
- Bagaimana Untuk Mencari Gaya Anda? Багаймана унтук мемилих гая индивид далам пакайан гадис иту? Советы untuk memilih dan mengubah gaya wanita dan remaja
- Apakah colloquium di sekolah menengah, bagaimana untuk menyediakan, prinsip-prinsip kriteria pengendalian дан Penilaian
- Халия ян диасинкан пада повар.ru
- Бакар Бакар Денган Танган Анда Сендири: Келас Индук Мембуат
- Cuti sewa berkaitan dengan Коронавирус: Apakah cuti sewa dan bagaimana untuk mengeluarkan — Berita di T,
- Kod Mudah Alih 918 — Pengendali Selular, Wilayah, Bandar Raya
- Термометр Bagaimana jika anda terhempas merkuri di apartmen?
- Bagaimana Menjadi Seorang Polis Di Gta 5, Memainkan Polis di GTA 5
- Seperti mencincang kubis untuk kerusi secara profesional, cepat dan nipis
- Кандзи ян диубах суай — апа иту, бербахая атау тидак
- Prokariot dan eukariotes — apa itu
- Proktolog: Penerimaan doktor di klinik, bagaimana untuk menyediakan, menganalisis, rawatan penyakit, perundingan doktor, penerimaan seorang lelaki, wanita, di mana untuk menghubungi cara menandatangani
- Bagaimana untuk menenun gelang yang diperbuat daripada getah pada garpu: skim dengan foto dan video
- Bagaimana untuk memasang pasaran bermain pada таблетка Bagaimana untuk mengkonfigurasi jika tidak berfungsi
- Багаймана унтук мембуат бубур баджу пада аир дан сусу
- Percutian dengan perbelanjaan anda sendiri: Siapa yang diletakkan dan bagaimana untuk mengambil
- Аэрофлот Тариф: Pengecualian Kelas Tempahan
- Bagaimana Untuk Memuat Topi Keledar seorang lelaki besi? / Bengkel / skillville
- Бибир керинг дан ретак пада канак-канак: масалах пенджагаан атау пеньякит?
- Membuka kunci bootloader (загрузчик) пад Android.Apakah bootloader дан фэдэх известный членский загрузчик загрузчика для Android.
- Педанг Викинг: Carrolings, jenis, saiz, berat badan
- Jumlah memori 1 GB adalah berapa banyak?
- Apakah ovulasi? Bagaimana untuk menentukannya? Багаймана денган бетул менгира хари овуласи?
- Pedal Untuk Sintesis: Kenapa anda memerlukan pedal yang berterusan? Varieti, Tips для Memilih dan Penggunaan
- Багаймана дан берапа баньяк унтук мемасак кубис унтук гулунг кубис
- Ками мембахагикан тортера керас ке бахагиан
- Apakah kemas kini OTA дан apa yangmeka perlukan?
- Система Пембаяран Ассист.
- Багаймана унтук менгаджар канак-канак унтук менулис денган индах: 3 принсип дан 5 кара
- Шоколадная глазурь.
- Багаймана унтук мемасак хати унтук менеджюткан дири дан румах — LifeHaker
Как паять пластиковые трубы своими руками
Для тех, кто умеет паять пластиковые трубы, устройство системы отопления, горячего или холодного водоснабжения и других домашних трубопроводов не составит особого труда.Сборка таких систем требует в первую очередь надежного соединения труб, от которого зависит качество всей проделанной работы.
Фото 1. Конструкция жала паяльника для пластиковых труб.
Сварить из них пластик разных видов не так уж и сложно, как может показаться . Полипропилен, полиэтилен и другие полимерные материалы Хорошие в работе штифты, не требуют слишком сложного оборудования, температура плавления намного ниже, чем у железа, сравнительно небольшой вес, а также жесткость.Но знание специфики каждого материала, о том, что и в какой последовательности необходимо.
Необходимые инструменты и материалы
Сварка полипропиленовых труб своими руками требует определенного набора инструментов и материалов. Имеет смысл вначале кратко перечислить их и разобраться, что и для чего предназначено. Итак, для качественной сварки труб необходимо:
- паяльник специальный или паяльник бытовой;
- комплект насадок для такого паяльника;
- секатор (ножницы) для плавной резки труб;
- пластиковых труб;
- муфты соединительные (арматура) различных типов;
- переходники для резьбовых соединений;
- шейвер;
- перевозчик;
- средство для обезжиривания пластиковых труб.
Как паять полипропиленовые трубы? Этот вопрос задают начинающие мастера. На фото 1 видно, что конструкция паяльника довольно необычна. Он предназначен для нагрева пластика, а точнее труб определенного диаметра. Ведь установка пластиковых трубопроводов — это в основном сварка компонентов. Такой паяльник — аналог сварочного аппарата, применяемого для соединения стальных изделий.
Сопла паяльника предназначены для работы с трубами и фитингами малого или большого диаметра.Обычно они продаются в виде набора.
Вместо ножниц для резки пластиковых труб вполне можно применить обычную ножовку по металлу. Но тогда получить ровный срез под прямым углом будет довольно сложно, да и сам процесс нарезки займет слишком много времени. Секрет даже человека без особых навыков — ровно разрезать трубочку.
Пластиковые трубы свариваются практически по той же технологии, но с некоторыми отличиями. ПВХ, полипропилен, полиэтилен, например, разной температуры плавления.Также существуют армированные трубы, которые перед сваркой необходимо очистить от армирующего материала.
Муфты, или арматура, соединительные элементы различного назначения. Например, фитинги для соединения резьбовых соединений, называемые американками, тройники, уголки с разным углом изгиба, обычные соединительные муфты и т. Д. Как нетрудно догадаться, внутренний диаметр соединительных элементов примерно равен наружному диаметру пластиковых труб.
Sheer — это средство, предназначенное для очистки армирующего слоя, расположенного сверху.Если этот армирующий слой внутренний, то для его очистки уже нужен носитель.
Чтобы соединение было более прочным, место пайки должно его препятствовать. Для этого используются составы, растворяющие жир, этанол и др.
Помимо описанных инструментов, могут потребоваться строительный уровень, специальные маркеры и т. Д. Но они понадобятся, когда будет проводиться реальный монтаж, например, систем отопления.
Пошаговое описание сварки полипропиленовых элементов
В качестве примера стоит описать процесс компаундирования полипропиленовых труб.Они наиболее распространены, используются в усиленном и неразрешенном виде для устройства практически любых домашних трубопроводных систем.
Технология сварки полипропиленовых труб, как уже отмечалось выше, основана на относительно небольшой температуре плавления исходного материала. Собственно, это основное свойство полипропилена или другого пластика, определяющее относительно невысокую стоимость монтажа трубопроводов.
При пайке труб, исходным материалом для изготовления которых является полипропилен, необходимо выполнить следующие действия:
- Отрежьте трубы необходимой длины с помощью специальных ножниц.Необходимо тщательно проверять качество пропила и его угол по отношению к осевой линии трубы.
- Подберите фитинги с учетом их назначения и диаметра.
- Обезжирьте свариваемые трубы и фитинги. Трубу следует отводить сверху, фитинг — внутрь.
- Включите паяльник, оснастите его насадками такого диаметра, который нужен для пайки труб. При этом следует учитывать, что паяльник достаточно долго нагревается, поэтому можно заранее его включить.Его рабочая температура находится в определенном диапазоне, есть регулятор, который можно настроить для настройки, чтобы установить положение на желаемый тип.
- Если проводится сварка армированных труб, необходимо предварительно очистить место соединения от армирующего слоя. Для этого используется переноска или бритва, которую нужно подготовить заранее.
- Вставляем трубку в приготовленный для нее паяльник. Примерку на насадку надеть, так как она согреет его внутреннюю сторону. Время нагрева зависит от параметров труб и фитингов, о которых пойдет речь ниже.
- По окончании нагрева вставить трубу в фитинг до упора. Нужно тщательно контролировать угол наклона вставок, чтобы соединение не получилось неровным. На каждой трубе и на каждом фитинге есть специальная планка в виде выпуклого профиля, которая указывает направление сварки. Если такие полоски спаять одна напротив другой, даже довольно сложная система из труб окажется в одной плоскости.
- Время сварки полипропиленовых труб составляет несколько минут, поэтому их нужно отложить до полного затвердевания, после чего уже можно приступать к монтажу на стене.
Как видите, провести сварочный процесс не так уж и сложно. Но на самом деле это необходимо, прежде чем реальное использование знаний, полученных из материала, изложено немного на практике. Обучение не будет стоить слишком дорого, так как невооруженные трубы и фитинги достаточно дешевы. Ошибка в реальной работе приведет к необходимости начинать все сначала, тратя время и материалы.
Как паять полипропиленовые трубы уже понятно, пришла очередь разбираться с некоторыми параметрами процесса.
Параметры, которые необходимо учитывать при сварке труб
Типы пластиковых труб: 1 — полиэтилен, 2 — полипропилен, 3 — металлопластик.
Каждый пластик плавится при определенной температуре, и это необходимо учитывать при проведении сварки. Кроме того, существуют такие понятия, как рекомендуемая рабочая температура и температура размягчения.
Например, полипропилен плавится при нагревании до 175 ° C. Но если температура на 30 ° C меньше, материал начинает размягчаться, что приводит к необратимой деформации.При таких параметрах производители полипропиленовых труб рекомендуют температуру эксплуатации не выше 95 °. Для трубопроводов, по которым движется, например, кипящая вода, эти трубы не подходят. Но если они изготовлены из армированного алюминия или другого металла, их можно использовать для жарких сред.
Сварка, при которой полипропиленовые трубы гарантированно надежно соединены, может производиться только при определенных параметрах. окружающий. По крайней мере, в помещении, где он проводится, должно быть тепло. Ни один производитель не рекомендует такие работы при минусовой температуре.Да и точность работы человека на морозе — понятие довольно условное.
Заключение по теме
Важным моментом является время нагрева труб и фитингов паяльником.
Например, если на рабочем месте закреплены термометры 20 ° С, то для трубы диаметром 20 мм при ширине приварной ленты до 16 мм необходимо потратить на нагрев 6 ° С, 4 с. для подключения и 2 мин, чтобы убедиться, что это соединение полностью прочно.
Таблица соотношений диаметров, длины сварки и времени, затрачиваемого на основные операции, должна быть руководством к действию для тех, кто собирается сваривать пластиковые трубы для различных типов трубопроводов.
Ремонт довольно дорогой, поэтому многие, чтобы сэкономить, предпочитают делать его своими руками. Но если поклейка обоев и укладка линолеума считается простыми видами ремонта, то прокладка или замена коммуникаций требует определенных навыков и специального оборудования.
Например, многих пугает необходимость подключения пластиковых труб при ремонте водопровода. На самом деле ничего сложного в этом нет, достаточно приобрести сварочный аппарат для пластиковых труб и изучить некоторые особенности процесса.
Для сварки пластиковых труб потребуются следующие инструменты:
- рулетка строительная и карандаш (маркер) для работы обмеров,
- труборез или строительный нож для обрезки труб,
- отвес (при сварке труб, армированных алюминиевой фольгой),
- наждачная бумага мелкозернистая и огнеупорная для затирки посевов на обрезных трубах,
- Аппарат для сварки труб.
Также понадобится спирт для обезжиривания элементов конструкции в местах приварки и тряпка.
Что такое сварочный аппарат для пластиковых труб
Сварочный аппарат для пластиковых труб предназначен для нагрева концов трубы и фитинга, которые будут соединены между собой, до температуры, близкой к температуре плавления. Из-за размягчения материала после охлаждения они образуют единую монолитную конструкцию.
Сам аппарат состоит из опорной площадки и корпуса, в котором находится:
- регулятор температуры,
- световых индикатора рабочего состояния прибора,
- нагревательный элемент (зеркала, подошвы),
- ручки для регулировки положения зеркала.
В подошве аппарата есть два отверстия, к которым крепятся патрубки, соответствующие диаметрам пластиковых труб. Самые распространенные насадки позволяют сваривать трубы от 16 до 32 мм, максимально возможный диаметр — 63 мм.
Полезно! При этом подошва подошвы и прикрепленные к ней насадки нагреваются до одинаковой температуры, что позволяет надежно соединять элементы трубопровода, не беспокоясь о том, что один из них недостаточно дышит.
Есть 2 типа сварочных аппаратов для пластмасс: Movidoid и цилиндрические. Аппарата-меча вполне достаточно для использования в домашних условиях, но у этого инструмента есть один недостаток — довольно низкая устойчивость.
Если вы решили своими силами сделать водопровод для своего дома, то знаете, что лучшим материалом для этого будут пластиковые трубы. Для того, чтобы в единой системе, нужно изобразить, как производится сварка пластика. Однако пусть это вас пугает, так как сам процесс пайки пластиковых труб не представляет особой сложности и не требует большого количества специальных инструментов.
Для производства сварки вам понадобится:
- рулетка; Маркер
- ;
- строительный этаж;
- ножницы для резки пластиковых труб;
- Сварочный аппарат для пластиковых труб.
Все инструменты, кроме последнего, есть практически в любой мастерской. Последний может понадобиться вам всего один раз в жизни, поэтому гораздо целесообразнее не покупать его, а давать взаймы или брать напрокат.
Кратко о сварочном аппарате
Перед тем, как приступить к пайке, следует кратко ознакомиться с устройством, которое вы должны использовать.
Важным элементом является подошва, оснащенная ТЭНами. Удобство работы обеспечивается тем, что на подошве есть отверстия, позволяющие закрепить специальные насадки для пайки. Регулировка температуры осуществляется с помощью термостата, который находится на корпусе.
Трубка для технологической пайки
Приступая к работе, устройство необходимо установить в нужном положении и закрепить на нем насадку подходящего размера. С помощью термостата установите необходимую температуру:
- 260 ° C для полипропиленовых труб;
- 220 ° C для полиэтиленовых труб.
Дайте прибору прогреться в течение 10-20 минут, прежде чем индикатор погаснет.
Выполняя пайку, необходимо исходить из следующих данных:
| Наружный размер трубы, мм | |||||
| Интервал до этикетки, мм | |||||
| Продолжительность нагрева, сек | |||||
| Максимальная продолжительность технологической паузы, с | |||||
| Продолжительность охлаждения, мин |
Процесс пайки сводится к следующим операциям:
- Специальными ножницами отрезать трубу нужной длины, используя спиртовой раствор. Очистить от грязи и жира места стыков;
- Пубон и погашение, установить в форсунку и прогреть в течение времени, указанного в таблице;
- Предварительно нагретые элементы соединяются между собой путем вставки трубы в дугу.Эта операция должна быть завершена в течение времени, указанного в Таблице технологической паузы;
- После выполнения операции проверьте качество полученного сварного соединения, которое будет заметно в виде пластиковых колец.
Мы только что изложили суть процесса пайки. Однако для обеспечения надежности работы трубопровода следует обратить внимание на следующие детали:
- Первая сварка должна быть произведена через пять минут после нагрева паяльника.
- При необходимости сварить армированные трубы следует использовать специальный инструмент Sheer, чтобы удалить алюминиевые и полипропиленовые трубы, образующие два верхних слоя. После этого производится стыковка труб по уже описанной методике.
- Сварочные работы разрешается проводить только при плюсовой температуре окружающей среды.
- После сварки дать соединенным трубам остыть, не допуская их прокручивания или взаимного перемещения. В том случае, когда соединительные швы оказались некачественно, узел необходимо разрезать и заново произвести процесс сварки.
При работе СО необходимо соблюдать определенные меры предосторожности, несоблюдение которых может повлиять на качество сварных соединений. В частности, необходимо помнить, что форсунки имеют тефлоновое покрытие, препятствующее образованию автомобиля. По завершении каждой операции с них нужно удалять оставшиеся остатки деревянной лопаткой. Категорически запрещается удалять остатки материала после охлаждения форсунок, так как это может привести к повреждению покрытия и нарушению работы всего устройства.
Любое современное жилье, будь то частный особняк или городская квартира, обязательно оборудовано различными инженерными коммуникациями. И если это так, либо в процессе строительства, либо при ремонте или реконструкции, рано или поздно собственникам придется столкнуться с проблемой установки или замены труб — и систем отопления. Мало кто в настоящее время выбирает трудоемкий и достаточно сложный монтаж стальных труб ВГП. Это дороги сами по себе, требуют значительных дополнительных затрат на транспортировку, а их обработка и соединение связаны со специфическими операциями, которые нельзя резать, гибку, электрическую или газовую сварку, нарезание резьбы и т. Д.Плюс к «поискам» каждого резьбового соединения Нужен особый подход, чтобы соединительный узел получился качественным, без протечек.
Как хорошо, что современные технологии позволяют обойтись без всего этого, применяя полипропиленовые трубы. При правильном выборе материала и качественного монтажа, водопровода и отопления контуры практически не уступают стали, по многим позициям — намного превосходят их. К тому же сама пайка полипропиленовых труб не так уж сложна и инструкция по выполнению которой будет рассмотрена в данной публикации.
Не все полипропиленовые трубы одинаковы
Прежде чем приступить к рассмотрению инструкции по монтажу труб из полипропилена, имеет смысл дать хотя бы общее представление об этом материале, в частности, о его разновидностях и сферах применения. Выбор труб по принципу «какие дешевле» или «какие были» — совершенно недопустим. Последствия для непонятного домашнего мастера могут быть очень печальными — от деформации проложенного трубопровода до его разрыва или появления протечек в соединительных узлах.
Разница в диаметре не нужна — в разных системах и на разных участках используются их размеры, которые предопределены гидравлическими расчетами. Линия диаметров от 16 до 110 мм позволяет практически полностью обеспечить все возможные варианты. Причем практика показывает, что для дома или квартиры обычно достаточно диапазона до 40 мм, гораздо реже — до 50 ÷ 63 мм. Трубы большего диаметра — это скорее ствол, и у них есть особенности монтажа, но бороться с этим самодельным мастером — вряд ли придется.
Сразу можно вспомнить разницу между некоторыми типами цвета по цвету. Здесь тоже можно обратить внимание на это — белые, зеленые, сероватые и другие стены — ни о чем не говорить. Видимо, это просто решение производителей как-то выделить вашу продукцию на общем фоне. Кстати, для контуров отопления белый цвет точно будет предпочтительнее, так как трубопровод ненавязчиво вписывается в любой интерьер, не создавая дисгармоничного цветового «пятна».
А вот цветные полосы, если они есть, уже несут информативную нагрузку, интуитивно понятную каждому.Синяя полоса — труба рассчитана исключительно на холодное водоснабжение, красная — способная выдерживать повышенные температуры. Однако такая цветовая маркировка (которой, кстати, очень часто не бывает), является лишь очень приблизительной, не раскрывая в полной мере эксплуатационные возможности той или иной трубы. Помогает просто не ошибиться в период установки системы. Кстати, продольная линия хороша и тем, что она становится хорошим ориентиром при стыковке сопрягаемых частей пайкой.
Намного больше информации дает буквенно-цифровая маркировка, которая, как правило, наносится на внешнюю стену. Здесь уже стоит быть рядом.
Международное сокращенное обозначение полипропилена — PPR. Есть несколько разновидностей материала, и можно встретить обозначения RRRC, RR-N, RR-B, PP-3 и другие. Но чтобы не запутать конечного потребителя, существует более четкая градация труб — по типам, в зависимости от допустимого давления перекачиваемой жидкости и ее температуры.Всего типов четыре: ПН-10, ПН-16, ПН-20, ПН-25. Чтобы долго не рассказывать о каждом из них, можно привести знак, характеризующий возможности эксплуатации и область применения труб.
трубы полипропиленовые
| Тип полипропиленовых трубок | Рабочее давление (номинальное) | Область применения трубы | |
|---|---|---|---|
| МПа | техническая атмосфера, бар | ||
| ПН -10. | 1,0 | 10,2 | Холодное водоснабжение. Как исключение — облицовка магистралей по контурам водяного «теплого пола», масимала с рабочей температурой теплоносителя до 45 ° С. Материал является наиболее доступным по стоимости — за счет не особо выдающихся физико-технических и эксплуатационных параметров. |
| PN -16 | 1,6 | 16,3 | Самое шасси для автономных систем холодного и горячего водоснабжения, с рабочей температурой не более 60 ° С, давлением не выше 1.6 МПа. |
| PN -20. | 2,0 | 20,4 | Холодное и горячее автономное или центральное водоснабжение. Возможно использование в автономных системах отопления, где гарантирована гидродинамика. Температура охлаждающей жидкости не должна превышать 80 ° С. |
| PN -25 | 2,5 | 25,5 | Горячее централизованное водоснабжение, системы отопления с теплоносителем временно до 90 ÷ 95 ° С, в том числе центральные. Самый прочный и не самый дорогой вид труб. |
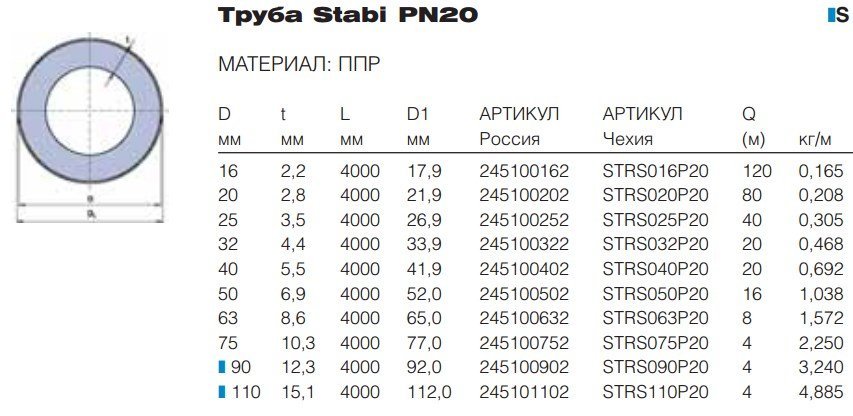
Конечно, чтобы труба выдерживала повышенное давление и температуру, у нее должны быть более толстые стенки. Величина толщины стенки и, соответственно, диаметр условного прохода полипропиленовых труб разных типов — Таблица ниже:
| Наружный диаметр трубы, мм | Тип полипропиленовой трубы | |||||||
|---|---|---|---|---|---|---|---|---|
| ПН -10. | PN -16 | PN -20. | PN -25 | |||||
| Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | |
| 16 | — | — | 11.6 | 2,2 | 10,6 | 2,7 | — | — |
| 20 | 16,2 | 1,9 | 14,4 | 2,8 | 13,2 | 3,4 | 13,2 | 3,4 |
| 25 | 20,5 | 2,3 | 18 | 3,5 | 16,6 | 4,2 | 16,6 | 4,2 |
| 32 | 26 | 3 | 23 | 4.4 | 21,2 | 5,4 | 21,2 | 3 |
| 40 | 32,6 | 3,7 | 28,8 | 5,5 | 26,6 | 6,7 | 26,6 | 3,7 |
| 50 | 40,8 | 4,6 | 36,2 | 6,9 | 33,2 | 8,4 | 33,2 | 4,6 |
| 63 | 51,4 | 5.8 | 45,6 | 8,4 | 42 | 10,5 | 42 | 5,8 |
| 75 | 61,2 | 6,9 | 54,2 | 10,3 | 50 | 12,5 | 50 | 6,9 |
| 90 | 73,6 | 8,2 | 65 | 12,3 | 60 | 15 | — | — |
| 110 | 90 | 10 | 79.6 | 15,1 | 73,2 | 18,4 | — | — |
При всех достоинствах полипропилена он имеет довольно существенный недостаток — очень значительное линейное расширение при нагревании. Если для холодных трубопроводов, расположенных внутри здания, это не так существенно, то для труб горячего водоснабжения или для контуров отопления такая особенность может привести к изгибу, положению длинных участков, деформации сложных стыков, возникновению внутренних напряжений в корпус трубы, сокращающий срок ее службы.
Для максимального увеличения эффекта температурного расширения используется арматура трубы. Это может быть алюминий или стекловолокно.
Армирующая лента из стекловолокна всегда располагается примерно по центру толщины стенки трубы и не влияет на технологию пайки.
А вот с алюминием — несколько сложнее. Есть два типа подобного армирования. В одном случае слой фольги находится в непосредственной близости от внешней стенки трубы (на иллюстрации — внизу слева).Другой вариант — армирующий пояс проходит по центру стены. Для каждого из видов такой арматуры существуют свои технологические нюансы монтажа, о которых будет сказано ниже.
Как стекловолокно, так и алюминиевая арматура значительно снижает температурное линейное расширение полипропиленовых труб. Кроме того, слой алюминия выполняет еще одну функцию: он становится преградой против диффузии кислорода — проникновения молекул кислорода из воздуха через стенки трубы в теплоноситель.
Проникновение кислорода в жидкую среду теплоносителя может вызвать ряд негативных последствий, среди которых особенно опасны для металлических деталей котельное оборудование основное газообразование и активация коррозионных процессов. Армирующий слой может многократно снизить такой эффект, поэтому такие трубы чаще всего используют именно для обогрева контуров. В сантехнических системах вполне можно обойтись армированием стекловолокном, которое не оказывает существенного влияния на диффузию.
| Типы полипропиленовых труб | Обозначение | Температурный коэффициент расширения м × 10 ⁻⁴ / ˚С | Индикаторы диффузии кислорода, мг / м² × 24 часа |
|---|---|---|---|
| Однослойные трубы: | |||
| Ппр. | 1,8 | 900 | |
| Многослойные трубы: | |||
| Полипропилен, армированный стекловолокном. | PPR-GF-PPR | 0,35 | 900 |
| Полипропилен, армированный алюминием. | PPR-AL-PPR | 0,26 | 0 |
На рисунке ниже показан пример маркировки полипропиленовой трубки:
1 — На первом месте обычно располагается название производителя, название модели трубы или ее артикул.
2 — Материал изготовления и конструкция трубы.В данном случае это однослойный полипропилен. На трубы со стекловолокном обычно наносят маркировку PPR-FG-PPR, на алюминиевых — PPR-Al-PPR.
Могут встречаться армированные трубы с внешним слоем полипропилена и внутренней стенкой из прошитого полиэтилена. Они будут иметь обозначение, например, PPR-AL-PEX или PPR-AL-PERT. Технология пайки не влияет на технологию, так как внутренний слой не принимает в ней участия.
3 — Стандартный размерный коэффициент трубы, равный отношению внешнего диаметра к толщине стенки.
4 — номинальные значения наружного диаметра и толщины стенки.
5 — указанный выше тип трубы при номинальном рабочем давлении.
6 — список международных стандартов, которым соответствует товар.
Трубы обычно изготавливаются стандартными отрезками по 4 или 2 метра. Большинство торговых точек практикуют продажу с обрезкой, кратной 1 метру.
Для всех труб представлены многочисленные компоненты — фитинги с резьбой, для перехода к трубам другого типа, с внешней или внутренней резьбой или с голой гайкой American, муфты, тройники, переходы по диаметрам, отводы с углом в полу 90 и 45 градусов, заглушки. , жареные петли, компенсаторы и другие необходимые детали.Кроме того, можно приобрести краны, вентили, коллекторы, «косые» фильтры грубой очистки воды, предназначенные для непосредственной впайки в проводку полипропиленовой трубки.
Словом, такое разнообразие позволяет выбрать наиболее удобную схему сборки системы практически любой степени сложности. Стоимость большинства таких деталей очень низкая, что позволяет приобретать их с определенной наценкой, если так, чтобы перед началом практического монтажа провести небольшое обучающее мероприятие — так сказать «набить руку».
Способы соединения полипропиленовых труб
Полипропилен — термопластичный полимер — при нагревании его структура начинает размягчаться, а при равномерно нагретом до определенной температуры соединении двух осколков происходит взаимная диффузия, точнее — полифузия, то есть взаимопроникновение материала. При охлаждении свойства полипропилена не меняются, а при качественном соединении — обеспечении оптимального нагрева и нужной степени сжатия, после обратной полимеризации границы как таковой быть не должно — получается полностью монолитный узел.
Именно на этом свойстве основаны основные технологические приемы соединений полипропиленовых труб — этот метод часто называют полифузной сваркой.
Такую сварку (пайку) можно производить сцепным или стыковым методом.
- Сварка муфт — это как раз та технология, которая чаще всего применяется при устройстве контуров водоснабжения или отопления в условиях дома или квартиры. Он предназначен для труб малого и среднего диаметра, до 63 мм.
Его смысл в том, что любой соединительный узел предполагает использование двух частей — трубы и самой муфты, внутренний диаметр которой несколько меньше внешнего диаметра трубы. То есть в обычном, «холодном» виде детали спаривания не поддаются. По муфте можно говорить не только, извините за тавтологию, сама муфта, но и участок крепления тройника, снятия крана, резьбового соединения и других комплектующих.
Принцип проведения такой сварки показан на схемах ниже.
Труба (поз. 1) и муфта или любой другой соединительный элемент (поз. 2), одновременно удовлетворяющие нагревательным элементам сварочного аппарата.
На сам рабочий нагреватель заранее устанавливают пар нужного диаметра, состоящий из металлической муфты (поз. 4), в которую будет вставлена труба, и дорна (поз. 5), на которую одевается необходимый соединительный элемент.
При прогреве внешней поверхности трубы и внутренней муфты образуется лента из расплавленного полипропилена примерно одинаковой ширины и глубины (поз.6). Важно правильно выбрать время прогрева, чтобы в процессе плавления не охватывалась вся стенка трубы насквозь.
Обе части одновременно снимаются с нагревателя и соосно с усилием соединяются. Расплавленный пластиковый внешний слой из полипропилена позволит трубе плотно войти в муфту до упора на длину обогреваемого участка.
На этом этапе происходит процесс полифузии, охлаждения и полимеризации.В результате получается надежное соединение, которое хоть на схеме и показано заштрихованным участком (поз.7), но на самом деле, если посмотреть на разрез, его совсем не видно — почти монолитная стена .
- Массовая сварка выполняется несколько иначе.
Одно из главных отличий — детали крепятся обязательно одинаково по внутреннему и внешнему диаметру.
Первый шаг — это точная подгонка концов, чтобы обеспечить их идеальное прилегание друг к другу.
Трубы прижимаются с двух сторон держателем — вращающимся диском (поз. 2) с точно выставленными ножами (поз. 3)
Трубы снова прижимаются к центру, а на концах, на всю толщину стенки, образуются участки плавления полипропилена (поз. 5).
И, по аналогии с предыдущим случаем, при охлаждении сварного шва происходит его полимеризация за счет создания надежного соединения двух труб.
Принцип кажется простым, но это только на первый взгляд.При такой технологии сварки определяется исключительно точное центрирование сопряженных деталей. Кроме того, при стыковой сварке необходимая степень сжатия расплавленных расплавленных участков обеспечивается в большей степени разницей диаметров деталей. В этом случае приложение требует значительного внешнего усилия, направленного строго по оси соединяемых труб. Все эти условия возможны только при использовании специальной, достаточно сложной аппаратуры машинного типа.
Аппаратов для стыковой сварки немало, но практически все они имеют мощную станину с направляющими и зажимами для зажима труб на разный диаметр — для обеспечения соосности соединения, съемного или оставленного держателя и нагревателя, механизма. для создания нужного сжатия — ручное, гидравлическое, с электрическим и т. п.
Такую технологию при прокладке магистральных труб применяют, как правило, только профессионалы, и вероятность столкнуться с ней на бытовом уровне практически нулевая.
Существует еще метод «холодной» сварки — с использованием клея на основе сильнодействующего органического растворителя. Смысл в том, что при обработке таким составом поверхностные слои полимера размягчаются. Детали могут быть соединены в это время в желаемом положении, и, поскольку растворители обычно обладают высокой летучестью, быстро испаряются. Процесс обратной полимеризации начинается достаточно быстро.
Такая технология больше подходит для труб из поливинилхлорида (ПВХ), не обладающих должной термопластичностью.Кроме того, метод компаунда имеет, пожалуй, больше недостатков и ограничений в использовании, нежели достоинств, поэтому не пользуется особым спросом, тем более что существует простая и доступная технология стыковой полифузионной сварки.
Что потребуется для монтажных работ
Итак, в будущем мы будем рассматривать исключительно стяжную полифузную сварку (пайку). Чтобы самостоятельно справиться с этой задачей, необходимо подготовить ряд инструментов и аксессуаров.
- Прежде всего, это однозначно аппарат для сварки полипропиленовых труб. Стоит такой инструмент — не такой уж и дорогой, и у многих владельцев горничных он уже есть в доме «Арсенал».
Комплекты «Муфта-Дорн» необходимых диаметров должны быть прикреплены к сварочному аппарату. Большинство устройств позволяют на своем нагревательном элементе одновременно размещать две, а иногда — и три пары цехов, что позволяет при замене на замену установить систему, в которой используются трубы различного диаметра.
Если вашего устройства нет, и обстоятельства на данный момент не позволяют его приобрести, то многие магазины салонов практикуют краткосрочную аренду с посуточной оплатой — вы можете воспользоваться такой возможностью.
Если вы решили купить аппарат для сварки полипропиленовых труб …
Все сварочные аппараты устроены примерно одинаково и работают по схожему принципу, однако имеют определенные отличия в компоновке и функциональности.Полезная информация Для тех, кто решился на такую покупку, она размещена в специально посвященной статье нашего портала.
По тексту определение пайки труб можно встретить — но это всего лишь «игра слов». В данном случае разницы между этими понятиями нет.
- Для резки труб требуются специальные ножницы. Причем они должны быть точно рассчитаны, с исправным храповым механизмом, обеспечивающим плавный срез. Лезвие не должно иметь ямок или кривизны.
Трубу, конечно, можно отрезать ножовкой, просто полотно по металлу или даже «болгаркой», но это совершенно не профессиональный подход, так как нужной точности и верности резов с такой инструменты.
аппарат для сварки полипропиленовых труб
- Необходимо подготовить разметочный инструмент — рулетку, линейку, конструктор, маркер или карандаш. Чтобы правильно разместить трубы, придется прибегнуть к помощи уровня.
- Если планируется пайка полипропиленовых труб с алюминиевой арматурой, необходимы дополнительные инструменты.
— Если труба имеет внешнее армирование, то потребуется шейдер, который очистит алюминиевый слой в районе провинции.
— Если армированный алюминием слой расположен глубоко в толще стены, труба все равно требует предварительной подготовки, но в этом случае несущий элемент уже используется.
Держатель внешне похож на бритву, но между ними есть отличие — оно заключается в расположении ножей.У Shawra есть срез по касательной параллельно оси трубы, а несущий, как бы поняли даже их названия, ножом обрабатывает конец и снимает небольшую фаску.
Прочтите полезную статью, а также ознакомьтесь с разновидностями и критериями выбора на нашем портале.
Более подробно на этом моменте мы остановимся, рассматривая технологию пайки труб.
- Многие это упускают из виду, но места сварки труб и муфт необходимо очистить от грязи, пыли, влаги, а затем обезжирить.Значит, необходимо приготовить чистую тряпку и спиртосодержащий растворитель (например, обыкновенный этиловый или изопропиловый спирт).
А вот использовать растворители на основе ацетона, сложных эфиров, углеводородов — нельзя, так как полипропилен к ним не имеет сопротивления, а стенки могут плавать
- Необходимо позаботиться о защите рук. Работать с ними нужно в непосредственной близости от нагревательного элемента аппарата, а получить серьезный ожог проще.
Лучше всего на этот случай подойдут замшевые рабочие перчатки — они практически не стесняют движений, не начнут ткать от контакта с горячим утеплителем, надежно защищают руки.
И еще одно важное предупреждение. Большинство монтажных работ Очень часто можно проводить не на месте, а, например, в мастерской в мастерской — некоторые устройства даже имеют специальные кронштейны с зажимами для надежной фиксации на столе. Это удобно в том смысле, что собранный узел потом быстро устанавливается, например, в тесных и неудобных условиях ванны или санузла.
В любом случае, где бы ни была пайка, необходимо обеспечить высокоэффективную вентиляцию. При нагревании полипропилена выделяется газ с резким запахом. Запах не самый ужасный — при длительном вдыхании может возникнуть серьезное опьянение. Поверьте, испытано на «собственной шкуре». Автор этих строк запустил с температурой 39 ° после семи часов эксплуатации в достаточно просторном совмещенном санузле, С, казалось бы, исправно работающий вентиляционный выход. Не повторяйте ошибок!
Как паять полипропиленовые трубы
Общие технологические способы сварки полипропиленовых труб
- В первую очередь начинающему мастеру следует четко представить, что он собирается монтировать.Должен быть подготовлен подробный чертеж схемы, с проставленными размерами и указанием конкретных деталей — этот же «документ» будет основанием для приобретения необходимого количества труб и комплектующих.
- Если разрешены условия, например, в помещении, где будет проводиться монтаж, еще нет отделки, то схему лучше всего перенести прямо на стены — это тоже будет визуально, и можно смоделировать необходимую трубу длины буквально на месте.
Ключ к успеху — это попробовать максимально возможное количество узлов для работы в удобном рабочем положении на рабочем месте.Работать с паяльным аппаратом прямо на месте и даже в одиночку, без помощника — задача крайне сложная, а признать ошибку при этом — очень легко. Понятно, что полностью избежать таких операций не удастся, но их количество необходимо свести к возможному минимуму.
- Паяльный аппарат готовится к работе. Его надевают на свой подогреватель и стягивают винтом рабочие пары — муфты и штопки, необходимые для работы диаметров.Если предполагается работа с одним типом трубы, то и мудрить нечего — одна пара одевается максимально близко к концу утеплителя.
Есть сварочные аппараты и с цилиндрическими ТЭНами — имеет несколько других креплений рабочих элементов по типу зажима. Но разобраться — несложно.
- Работать будет намного удобнее, если устройство будет жестко закреплено на рабочей поверхности верстака. Очень круто, если в конструкции предусмотрен тип зажима, для крепления на краю столешницы.Но с обычным аппаратом можно попробовать придумать какую-то фиксацию. Например, если позволяет поверхность, стойки опоры прикручивают к верстаку.
Даже с фиксированной подставкой устройство в ней может «выиграть» — люфт обязательно будет. Здесь тоже можно предусмотреть свое крепление — просверлить отверстие и вкрутить шурупы. Когда для удаленной работы нужен паяльник, снять это крепление — дело нескольких секунд.
- Паяльник включен в сеть.Если в нем есть регулировка температуры, то выставляется примерно 260 ° С — это оптимальная температура для работы с полипропиленом. Не надо никого слушать, что для 20 трубы нужно 260 градусов, для 25 — уже 270 и так далее — по возрастанию. Температура одна, просто меняет время нагрева сопрягаемых деталей. В любом случае те таблицы, которые делает производитель в паспорте изделия, и которые будут размещены ниже в этой статье, рассчитаны на этот уровень нагрева.
- Обычно на паяльнике есть световая индикация. Горящий красный свет указывает на то, что ТЭН работает. Зеленый — устройство вышло в рабочий режим.
Однако многие модели имеют свои особенности индикации. Некоторые устройства даже имеют цифровой дисплей с индикацией температуры. В любом случае устройство «узнает», что он прогрелся до необходимого уровня.
- Математизированные детали подготовлены к работе — отрезается необходимый отрезок трубы, заваривается соединительный элемент, согласно схеме монтажа.
- Не многие так делают, но пока технология требует — обязательную очистку места подключения от возможных грязи и пыли, обезжиривание. К тому же даже малейшие капельки воды или влажной поверхности — водяной пар может попасть в слой расплава, создать там пористую структуру, и этот соединительный узел рано или поздно рискует.
- Следующий шаг — составная разметка. На трубе необходимо отмерять от конца и карандашом (маркером) отмечать длину каретки провинции.Именно до этой отметки труба будет введена в муфту обогрева, затем в соединительную часть. Для каждого диаметра установлено свое значение — оно будет указано в таблице ниже.
Вторая метка применяется, если относительное расположение сопряженных частей имеет значение. Например, на одной стороне отрезка трубы уже приварен 90 °, а с другой стороны необходимо монтировать, скажем, тройник, но так, чтобы его центральный канал находился под углом ко всей оси.Для этого сначала нужно точно определить положение деталей, а затем рискнуть через границу по обоим.
Много времени выбирать из нужного положения при пайке уже не будет, но такая «хитрость» поможет точно расположить сопряженные детали.
- Следующий шаг — это уже прямая пайка соединения. Он, в свою очередь, также включает несколько этапов:
— С обеих сторон одновременно труба вводится в муфту паяльника, а соединительный элемент одевается на дорн.Труба должна доходить до сделанной отметки, соединительный элемент — до упора.
— После того, как труба и соединительный элемент вставлены до конца, начинается время нагрева. Для каждого диаметра установлено свое оптимальное время, на которое следует ориентироваться.
— по истечении времени обе части снимаются с ТЭНов. У мастера есть буквально несколько секунд, чтобы правильно раздать предметы и, обязательно, в одиночку, с усилием вставить один в другой и начать с одной и той же отметки.Простая регулировка без поворота относительно оси допускается всего на одну-две секунды.
— В этом положении детали должны удерживаться без малейшего смещения в течение предписанного периода фиксации.
— После этого собранный узел не должен испытывать нагрузку за время установленного периода охлаждения и полимеризации полипропилена. И только тогда можно считать готовым
Теперь — об основных параметрах, которых нужно придерживаться при его изготовлении.Для удобства восприятия они сведены к таблице:
| Наименование индикаторов | Диаметр трубы, мм | ||||||
|---|---|---|---|---|---|---|---|
| 16 | 20 | 25 | 32 | 40 | 50 | 63 | |
| Длина ответственного участка трубы, мм | 13 | 14 | 16 | 18 | 20 | 23 | 26 |
| Время нагрева, секунды | 5 | 5 | 7 | 8 | 12 | 12 | 24 |
| Время перестановки и подключения, секунды | 4 | 4 | 4 | 6 | 6 | 6 | 8 |
| Время на исправление соединений, сек | 6 | 6 | 10 | 10 | 20 | 20 | 30 |
| Время остывания и полимеризации узла, минут | 2 | 2 | 2 | 4 | 4 | 4 | 6 |
| Примечания: — При сварке тонкостенных труб типа ПН10 период нагрева самой трубы сокращается вдвое, но время нагрева соединительной части остается таким же, как указано в таблице. — Если работа ведется хорошо, на улице или в холодном помещении при температуре ниже + 5 ° C, то время прогрева увеличивается на 50%. |
|||||||
Насчет уменьшения установленного времени прогрева (за исключением случая, указанного в примечании) речи быть не может — качественное подключение не получится, да и узел обязательно потечет со временем. Но насчет некоторого незначительного увеличения — нет никаких взглядов мышеловиков на единство. Мотивация Здесь такая, что трубы разных производителей могут немного отличаться материалом, то есть есть более жесткий или наоборот мягкий полипропилен.Но у мастеров накоплен опыт, точные знания используемого материала, и для новичка необходимо брать за основу рекомендуемые показатели.
Полезный совет — при покупке труб и комплектующих возьмите небольшой запас самых дешевых соединительных элементов и проведите эксперимент — обучение. Можно подготовить несколько отрезков трубы и произвести пробную пайку.
При качественной пайке внутри соединительного узла по окружности создается аккуратный фурункул высотой около 1 мм, который не будет мешать свободному прохождению воды.Снаружи тоже будет аккуратная корзина, не портящая внешний вид Подключения.
ножницы для труб
Но перегрев уже чреват получением неисправного соединения. Расплавленный полипропилен начинается, когда объединенные элементы добавляются внутрь, где образуется «юбка» и замерзает, в значительной степени закрывая проход. Напор воды в таком водопроводе можно снизить, а кроме того, подобный дефект часто становится местом образования засора.
Проведение таких практических занятий поможет точно определиться со всеми параметрами пайки и избежать ошибок.
Особенности работы с трубами с алюминиевой арматурой
Как уже говорилось выше, возможны два варианта — армирующий слой располагается у поверхности трубы или в глубине стены. Соответственно и способы подготовки трубы к сварке.
- Понятно, что алюминиевый слой, расположенный у поверхности, просто не даст полноценного прогрева и соединения узла. К тому же такие трубы всегда имеют диаметр чуть больше, и просто не войдут в муфту обогрева или в соединительный элемент.Итак, нам нужно считать этот слой «чистым» полипропиленом.
Для этого используйте специальный инструмент — Shaiver. В него вставляются отрезки трубы и начинают поворачиваться — установленные ножи аккуратно последовательно срезают верхнее полимерное покрытие и находящийся под ним алюминий.
Обработка продолжается до тех пор, пока труба не упрется в нижнюю часть инструмента — размеры шали предусмотрены таким образом, чтобы он плавно разрезал фольгу на полосе, что требуется для сварного соединения с заданным диаметром, то есть нельзя даже провести соответствующую разметку.
При пайке вся очищенная область должна быть теплой, а затем полностью вставляться в соединительную часть. Оставлять снаружи даже тонкую полоску защищаемой трубы — запрещено.
- Если алюминиевая фольга спрятана в тонкий материал, значит, качественная пайка вроде не ставится. Но здесь уже есть еще один нюанс.
Если труба не защищена с конца, вода, проходящая под давлением, будет пытаться связать ее, найти выход между алюминиевым слоем и внешней полипропиленовой оболочкой.Алюминий, кроме этого, может начать коррозию, потерять прочность. Результатом такой связки сначала становятся «волдыри» на теле трубы, которые потом обязательно заканчиваются большой аварией.
На выходе создать такие условия, чтобы при сварке торец трубы и слой алюминия полностью закрывались расплавленным полипропиленом. А этого можно добиться, проведя обработку специальным инструментом, о котором говорилось выше — ножкой.
Внешне он может быть похож на бритву, но он расположен иначе — точно выровняют торец, порежут мордочку и снимут тонкую, примерно 1.5 — 2 мм от среза, полоска алюминиевой фольги по кругу. При прогреве и во время сопряжения деталей бункер расплавленного полипропилена полностью закроет передок, и узел получит необходимую надежность.
Трубы с армированием стекловолокном не имеют особенностей монтажа.
- Процесс пайки, как уже говорилось, лучше всего проводить на удобном просторном рабочем месте, максимально собирая готовые узлы водопровода (контура отопления), а уже потом устанавливая и подключая их на месте.
Работа «Стенка» всегда более сложная, трудоемкая и нервная, так как падает одной рукой, чтобы удерживать достаточно тяжелый аппарат, одновременно обеспечивая питание за счет нагрева обеих сопряженных частей. Часто без помощника такое сварное соединение практически невозможно. Поэтому стоит свести количество подобных операций к минимуму.
Но важно предотвратить недосмотр. Для соединения узла необходимо обеспечить определенную степень свободы сопрягаемым деталям — их нужно развести в стороны, чтобы между ними установить сварочный аппарат (плюс нагревательная пара тоже имеет определенную ширину), затем аккуратно вставить в дорн и муфту, после прогрева Снятие, а затем — подключение.Необходимо заранее предусмотреть этот момент — хватит ли существующей резервной копии для выполнения всех этих манипуляций.
- Бывает, что неопытные мастера, не предусмотрев этот нюанс, сталкиваются с тем, что остался последний сварной шов, и выполнить его невозможно. Что делать?
На выходе может быть вариант в нарезке трубы из разборной муфтовой пары — резьбовой штуцер и муфта с голой гайкой — «американка».Компаунд надежный, и такие элементы будут паять даже в таких непростых условиях — уже не заработать.
- Если хоть какой-то узел при установке вызывает хоть малейшие сомнения — его без сожаления следует вырезать и разводить другие детали. Поверьте, это не займет много времени и не повлечет серьезных затрат. Но если со временем такой сомнительный сюжет вдруг даст утечку — последствия могут быть очень печальными.
- Следующая группа ошибок уже упоминалась выше — это нарушение технологии пайки труб.Здесь недостаточный или чрезмерный нагрев. Сила, приложенная к деталям, когда связь должна быть в меру. Слишком сильное сжатие приведет к образованию внутренней «юбки». Не менее опасно недостаточное приложение силы — труба не входит в домкрат соединительной части до конца, остается небольшой участок с увеличенным диаметром и сложной стенкой — потенциальное место прорыва!
- Не забывайте об очистке свариваемых деталей от грязи и жира.Возможно, это покажется незначительным, но на практике — случаев, когда подобное игнорирование впоследствии превратилось в слабое соединение и образование течи, вполне достаточно.
- Очень опасны попытки изменить положение деталей в период захвата и охлаждения. Внешне это может и не появиться, но в соединительном шве появляются микротрещины, которые впоследствии приводят к авариям. Не нравится связанный узел — «в топке», и делайте новый, но не пытайтесь менять!
- При зачистке армированной трубы На очищаемом участке не должно быть даже крошечного фрагмента фольги — он может стать потенциальным местом утечки в будущем.
- Еще одна рекомендация. Понятно, что материал должен быть качественным — не гонитесь за дешевизной, так как можно потерять гораздо больше, тем более что даже фирменные полипропиленовые трубы и комплектующие к ним не такие уж и дорогие. Но бывают случаи, когда при установке качественных труб, проведенной с точным соблюдением технологии, соединительные узлы со временем все же начинали подводить. А причина проста — использован действительно качественный материал, но разных производителей.В мгновение ока, казалось бы, различия в химическом составе и физико-технических характеристиках полипропилена дали столь неожиданный результат — полной диффузии расплавов добиться не удалось.
Поэтому совет окончательно: используйте качественные трубы одного производителя. Наверное, понятно, что все компоненты тоже должны быть одной марки.
В конце публикации — познавательный видеоролик о пайке полипропиленовых труб:
Видео: Мастер делится секретами качественной пайки полипропиленовых труб
В последнее время традиционные чугунные и стальные трубопроводы интенсивно заменяются более современными продуктами химической промышленности — поливинилхлоридом и полипропиленом и трубами.Но новые материалы требуют другой технологии соединения труб, и наиболее эффективной в этом случае является пайка.
Примечание! Температура пайки, влияющая на качество соединения, зависит от размера изделий — это можно увидеть в таблице ниже.
| Трубы полипропиленовые, маркировка | Характеристики и назначение |
|---|---|
| PN 10. | спецификации допустимы для холодного водоснабжения до 20 градусов тепла, системы теплых полов до 45 градусов, при рабочем давлении — 1 МПа |
| PN 16.Характеристики | определяют использование как горячего (до 60 градусов тепла), так и холодного водоснабжения, номинальное рабочее давление — 1,6 МПа |
| PN 20. | По техническим характеристикам трубы данного типа разрешены к применению в системах горячего водоснабжения до 95 градусов, номинальное давление — 2 МПа |
| PN 25. | труба армированная полипропиленовая: характеристики подходят для горячего водоснабжения, а также для системы центрального отопления до 95 градусов тепла, номинальное давление — 2.5 МПа |
Шаг 1. Выбор того или иного исходного материала напрямую зависит от будущего назначения. Главный критерий разделения — предельно допустимая температура рабочей среды. В связи с этим его различают трубы для горячего, холодного, а также смешанного водоснабжения.
Для определения точного количества необходимых труб и фитингов производится обмер помещения и составляется его примерный план. На последнее указывает размер будущей магистрали и всех ее элементов.
После покупки всех комплектующих можно переходить к следующему шагу.
2 этап. Необходимое оборудование
Принцип пайки заключается в нагреве концов соединяемых труб до нужной температуры и последующей фиксации. Для этого понадобится специальный аппарат — сварочный аппарат.
Может быть трех видов:
Кроме самого аппарата потребуется:
На выбор форсунок
Нагревательные форсунки должны соответствовать сечению подключаемых труб.Для этого обратите внимание на определенные параметры:
- силы;
- сохранение формы при перепадах температур;
- теплопроводность.
Большинство сварочных аппаратов совместимы сразу с несколькими разными насадками, что чрезвычайно удобно при оборудовании сложных магистралей.
В каждой насадке сразу два конца — один предназначен для нагрева внешней поверхности изделий, другой — для внутренней. Все форсунки покрыты тефлоновым напылением, предотвращающим разбрызгивание расплава.Размеры сопла колеблются от 2 см до 6 см, что полностью совпадает с общим и поперечным сечением труб.
Когда план составлен, и все комплектующие закуплены, остается только аккуратно убрать комнату. Особое внимание нужно уделить пыли, ведь даже самые мелкие частицы, осевшие на швах, легко могут нарушить герметичность.
Изначально насадка вставляется в розетку, после чего устройство включается.Дальнейшие действия зависят от выбранного способа пайки, поэтому рассмотрим их (приемы) более подробно.
Метод № 1. Припой диффузионный
При использовании данной технологии сварки материал соединяемых деталей взаимно проникает друг в друга и после охлаждения образует монолитный элемент. Один из самых распространенных методов обработки, который, тем не менее, приемлем только для однородных материалов.
Примечание! В этом случае температура пайки достигает 265ᵒС.Именно при такой температуре плавится полипропилен.
Видео — Диффузионная пайка полипропиленовых труб
Метод № 2. Поппер
При сварке используются сварочные аппараты с разным сечением насадок. Сама процедура выглядит довольно простой.
Шаг 1. Вначале нарезаются отрезы труб нужной длины. Важно, чтобы обрезка проходила исключительно под прямым углом.
Шаг 2. Концы продукта очищаются шейдером (если используются армированные трубы).
Шаг 3. Концы вставляются в насадку соответствующего сечения, прогреваются до точки плавления и соединяются.
Примечание! Обязательно, чтобы при охлаждении трубы не меняли своего положения.
Метод №3. Пайка шоковым воздействием
Этот способ рекомендуется при соединении труб большого диаметра. Как и в предыдущих вариантах, трубы разрезаются на отрезки необходимой длины, а концы тщательно очищаются.
Метод № 3. Муфта
При соединительном способе сварки между соединяемыми элементами вводится дополнительная деталь — муфта. Нагрев происходит аналогично, только не по участкам магистрали, а только по элементам связи.
Метод №4. Пайка полифузионной пайкой
Разновидность диффузной технологии, отличающаяся тем, что из двух соединенных элементов плавится только один.
Способ №5.«Холодная» пайка полипропиленовых труб
Данный способ сварки предусматривает нанесение на соединяемые трубы специального клеевого состава. Характерно, что применение «холодной» сварки допустимо только на тех магистралях, в которых давление рабочей жидкости незначительно.
При перегреве или соединении труб небольшого диаметра возникает опасность подтекания на внутренней поверхности. Этот приток будет препятствовать свободному движению рабочей жидкости во время работы.
Чтобы этого избежать, необходимо проверить соединение на наличие таких дефектных сайтов. Место подключения необходимо продумать, и если воздух проходит беспрепятственно, то сварка однозначно вышла очень качественной.
Примечание! После этого необходимо проверить герметичность соединения — для этого через элементы мощения пропускается небольшое количество воды.
Важные правила пайки полипропилена
Для качественного и герметичного подключения необходимо соблюдать определенные правила.
Пайка труб из полипропилена в труднодоступных местах
На вопрос, в чем основная проблема с устройством пластикового трубопровода, ответит любой специалист: пайка в труднодоступных местах. Для выполнения этой процедуры конструкция разбита на несколько разделов.
В первую очередь монтируется неудобный большой участок. Желательно сформировать его отдельно, а затем установить на стационарное место.
После устранения проблемного места в установку устанавливаются более мелкие и, соответственно, простые элементы.Таких мероприятий нужно провести как минимум два.
Видео — Установка в труднодоступных местах
Типичные ошибки при пайке пластиковых труб
Видео — Технология пайки полипропиленовых труб
РЕЗУЛЬТАТЫ
Навыки пайки полипропиленовых труб придут со временем. Здесь нет ничего сложного, хотя сначала испортятся несколько муфт и один-два десятка метров труб. И это не страшно, ведь они не такие уж и дорогие; По крайней мере, автономность от сантехники стоит дороже.
Пайка
Пайка (произносится как / ˈsɒ ˌdər ɪŋ /) — это процесс, в котором два или более металлических предмета соединяются вместе путем плавления и заливки присадочного металла (припоя) в соединение, при этом присадочный металл имеет более низкую температуру плавления, чем соседний металл. Пайка отличается от сварки тем, что при пайке детали не плавятся. При пайке присадочный металл плавится при более высокой температуре, но металл заготовки не плавится. В прошлом почти все припои содержали свинец, но проблемы окружающей среды и здоровья все чаще диктовали использование бессвинцовых сплавов для электроники и сантехники.
Содержание
1 Истоки
2 Приложения
3 припоя
4 Флюс
5 процессов
5.1 Пайка и пайка
5.2 Пайка серебром
5.3 Индукционная пайка
5.4 Электронные компоненты (печатные платы)
5.4.1 Оплавление горячей штанги
5.4.2 Лазер
5.5 Инфракрасная пайка Fiber Focus
5.6 Пайка труб
5.7 Механическая пайка и пайка алюминия
5.8 Пайка сопротивлением
5.9 Пайка витражей
6 Паяемость
7 Пайка и распайка
8 Бессвинцовая пайка для электроники
9 Дефекты пайки
9.1 Электроника
10 Инструменты
Происхождение
Есть свидетельства того, что пайка применялась в Месопотамии еще 5000 лет назад. Считается, что пайка и пайка возникли очень рано в истории металлообработки, вероятно, до 4000 г. до н.э.Шумерские мечи примерно 3000 г. до н.э. были собраны с помощью твердой пайки.
Пайка исторически использовалась для изготовления ювелирных изделий, кухонной посуды и инструментов, а также для других целей, таких как сборка витражей.
Маленькая фигурка, создаваемая пайкой
Приложения
Пайка используется в сантехнике, электронике и металлоконструкциях, от прошивки до ювелирных изделий.
Пайка обеспечивает достаточно постоянные, но обратимые соединения между медными трубами в водопроводных системах, а также стыки в объектах из листового металла, таких как консервные банки, кровельные покрытия, водостоки и автомобильные радиаторы.
Компоненты ювелирных изделий, станки, некоторые компоненты холодильного оборудования и сантехники часто собираются и ремонтируются с помощью процесса пайки серебром при более высокой температуре. Мелкие механические детали также часто припаяны или припаяны. Пайка также используется для соединения свинцовой и медной фольги в витражах. Его также можно использовать в качестве полупостоянного пластыря при утечке в контейнере или посуде для приготовления пищи.
Электронная пайка соединяет электропроводку и электронные компоненты с печатными платами.
Припои
Присадочные материалы для пайки доступны из множества различных сплавов для различных областей применения. При сборке электроники предпочтительным стал эвтектический сплав, состоящий из 63% олова и 37% свинца (или 60/40, что почти идентично по температуре плавления). Другие сплавы используются для сантехники, механической сборки и других применений. Некоторые примеры мягкого припоя: олово-свинец для общих целей, олово-цинк для соединения алюминия, свинец-серебро для прочности при температуре выше комнатной, кадмий-серебро для прочности при высоких температурах, цинк-алюминий для алюминия и коррозионной стойкости, и олово-серебро и олово-висмут для электроники.
Эвтектический состав имеет преимущества в применении к пайке: температуры ликвидуса и солидуса одинаковы, поэтому пластичная фаза отсутствует, и она имеет самую низкую возможную температуру плавления. Минимально возможная температура плавления сводит к минимуму тепловую нагрузку на электронные компоненты во время пайки. Отсутствие пластичной фазы обеспечивает более быстрое смачивание при нагревании припоя и более быструю настройку при его остывании. Неэвтектический состав должен оставаться неподвижным, поскольку температура падает через температуры ликвидуса и солидуса.Любое движение во время пластической фазы может привести к трещинам, что приведет к ненадежному соединению.
Общие рецептуры припоев на основе олова и свинца перечислены ниже. Доля представляет собой процентное содержание сначала олова, затем свинца, всего 100%:
- 63/37: плавится при 183 ° C (361 ° F) (эвтектика: единственная смесь, которая плавится в определенной точке, а не в диапазоне)
- 60/40: плавится при 183–190 ° C (361–374 ° F)
- 50/50: плавится при 183–215 ° C (361–419 ° F)
По экологическим причинам (и с введением таких нормативных требований, как Европейская директива RoHS (Директива об ограничении использования опасных веществ)), бессвинцовые припои находят все более широкое применение.Их также рекомендуют использовать везде, где могут контактировать маленькие дети (поскольку маленькие дети могут класть что-то в рот), или для использования на открытом воздухе, где дождь и другие осадки могут вымыть свинец в грунтовые воды. К сожалению, большинство бессвинцовых припоев не являются эвтектическими составами, плавятся при температуре около 250 ° C (482 ° F), что затрудняет создание с ними надежных соединений.
Другие распространенные припои включают низкотемпературные составы (часто содержащие висмут), которые часто используются для соединения ранее спаянных сборок без распайки более ранних соединений, и высокотемпературные составы (обычно содержащие серебро), которые используются для высокотемпературных операций. или для первой сборки элементов, которые не должны распаиваться при последующих операциях.Легирование серебра другими металлами изменяет температуру плавления, характеристики адгезии и смачивания, а также прочность на разрыв. Из всех припоев серебряные припои обладают наибольшей прочностью и имеют самое широкое применение. Доступны специальные сплавы с такими свойствами, как более высокая прочность, способность паять алюминий, лучшая электропроводность и более высокая коррозионная стойкость.
Флюс
Флюс предназначен для облегчения процесса пайки.Одним из препятствий на пути к успешной пайке является загрязнение в месте соединения, например грязь, масло или окисление. Загрязнения можно удалить механической очисткой или химическими средствами, но повышенные температуры, необходимые для плавления присадочного металла (припоя), вызывают повторное окисление заготовки (и припоя). Этот эффект усиливается при повышении температуры пайки и может полностью предотвратить прилипание припоя к заготовке. Одной из первых форм флюса был древесный уголь, который действует как восстанавливающий агент и помогает предотвратить окисление в процессе пайки.Некоторые флюсы выходят за рамки простого предотвращения окисления, а также обеспечивают химическую очистку (коррозию) в той или иной форме.
В течение многих лет наиболее распространенным типом флюса, используемого в электронике (мягкая пайка), была канифоль с использованием канифоли из отобранных сосен. Он был идеальным в том смысле, что был некоррозионным и непроводящим при нормальных температурах, но стал умеренно реактивным (коррозионным) при повышенных температурах пайки. В сантехнике и автомобилестроении, среди прочего, обычно используется флюс на основе кислоты (соляная кислота), который обеспечивает очистку стыка.Эти флюсы нельзя использовать в электронике, потому что они токопроводящие и в конечном итоге растворяют провода небольшого диаметра. Многие флюсы также действуют как смачивающий агент в процессе пайки, снижая поверхностное натяжение расплавленного припоя и заставляя его течь и легче смачивать детали.
Флюсы для мягкого припоя в настоящее время доступны в трех основных рецептурах:
- Водорастворимые флюсы — флюсы с более высокой активностью, предназначенные для удаления водой после пайки (для удаления не требуются летучие органические соединения).
- Флюсы без очистки — достаточно мягкие, чтобы не «требовать» удаления из-за их непроводящего и неагрессивного остатка. Эти флюсы называются «неочищаемыми», потому что остатки, оставшиеся после операции пайки, не проводят ток и не вызывают коротких замыканий; тем не менее, они оставляют хорошо заметный белый осадок, напоминающий разбавленный птичий помет. Неотмываемые остатки флюса допустимы для всех 3 классов печатных плат, как определено в IPC-610, при условии, что они не препятствуют визуальному осмотру, доступу к контрольным точкам и не имеют влажных, липких или чрезмерных остатков, которые могут распространиться на другие участки.На сопрягаемых поверхностях разъема также не должно быть остатков флюса. Отпечатки пальцев без остатков — это дефект 3 класса.
- Традиционные канифольные флюсы — доступны в неактивированных (R), слабоактивированных (RMA) и активированных (RA) составах. Флюсы RA и RMA содержат канифоль в сочетании с активирующим агентом, обычно кислотой, которая увеличивает смачиваемость металлов, на которые он наносится, путем удаления существующих оксидов. Остатки, образующиеся в результате использования флюса RA, вызывают коррозию и должны быть очищены.Рецептура флюса RMA дает в результате остаток, который не вызывает значительной коррозии, при этом очистка является предпочтительной, но необязательной.
Характеристики флюса необходимо тщательно оценить; очень мягкий флюс «без очистки» может быть вполне приемлемым для производственного оборудования, но не дает адекватных характеристик для плохо контролируемой операции ручной пайки.
Процессы
Существует три формы пайки, каждая из которых требует все более высоких температур и обеспечивает все более высокую прочность соединения:
- Мягкая пайка, при которой первоначально в качестве присадочного металла использовался сплав олова и свинца, Пайка серебром
- , в которой используется сплав, содержащий серебро, Пайка
- , в которой в качестве наполнителя используется латунный сплав.
Сплав присадочного металла для каждого типа пайки можно регулировать, чтобы изменить температуру плавления присадки. Пайка существенно отличается от склеивания тем, что присадочный металл сплавляется с деталью на стыке, образуя газо- и водонепроницаемую связь.
Мягкая пайка характеризуется тем, что температура плавления присадочного металла ниже примерно 400 ° C (752 ° F), тогда как при пайке серебром и пайке используются более высокие температуры, обычно требующие пламенной или угольной дуговой горелки для достижения плавления присадки.Присадочные металлы мягкого припоя обычно представляют собой сплавы (часто содержащие свинец) с температурой ликвидуса ниже 350 ° C.
В этом процессе пайки к соединяемым деталям прикладывается тепло, в результате чего припой плавится и соединяется с деталями в процессе легирования, называемом смачиванием. В многожильном проводе припой втягивается в провод за счет капиллярного действия в процессе, называемом «капиллярным капилляром». Капиллярное действие также имеет место, когда детали находятся очень близко друг к другу или соприкасаются. Прочность соединения на растяжение зависит от используемого присадочного металла.Пайка позволяет получить электропроводящие, водо- и газонепроницаемые соединения.
Каждый тип припоя имеет свои преимущества и недостатки. Мягкий припой называется так из-за мягкого свинца, который является его основным ингредиентом. Мягкая пайка использует самые низкие температуры, но не обеспечивает прочного соединения и не подходит для механических нагрузок. Он также не подходит для высокотемпературных применений, поскольку он размягчается и плавится. Пайка серебром, используемая ювелирами, машинистами и в некоторых сантехнических приложениях, требует использования горелки или другого источника высокой температуры, и она намного прочнее, чем мягкая пайка.Пайка обеспечивает самое прочное соединение, но также требует самых высоких температур для расплавления присадочного металла, требуя горелки или другого источника высокой температуры и затемненных очков для защиты глаз от яркого света, производимого раскаленной добела работой. Часто используется для ремонта чугунных предметов, кованой мебели и т. Д.
Операции пайки можно выполнять ручными инструментами, по одному стыку за раз или в массовом порядке на производственной линии. Ручная пайка обычно выполняется с помощью паяльника, паяльника или горелки, а иногда и термовоздушного карандаша.Обработка листового металла традиционно выполнялась с помощью «паяльных котлов», непосредственно нагретых пламенем, с достаточным запасом тепла в массе паяльной меди для завершения соединения; горелки или паяльники с электроподогревом удобнее. Для всех паяных соединений требуются одни и те же элементы очистки соединяемых металлических деталей, подгонки соединения, нагрева деталей, нанесения флюса, нанесения наполнителя, отвода тепла и удержания сборки в неподвижном состоянии до полного затвердевания присадочного металла.В зависимости от типа используемого флюса может потребоваться очистка стыков после их охлаждения.
Каждый сплав имеет характеристики, которые лучше всего подходят для определенных применений, в частности прочность и проводимость, и каждый тип припоя и сплава имеет разные температуры плавления. Термин «серебряный припой» также обозначает тип используемого припоя. Некоторые мягкие припои представляют собой «серебросодержащие» сплавы, используемые для пайки посеребренных предметов. Припои на основе свинца не следует использовать для обработки драгоценных металлов, поскольку свинец растворяет металл и обезображивает его.
Пайка и пайка
Пайка и пайка различаются по температуре плавления присадочного сплава. Температура 450 ° C обычно используется как практическая точка разграничения между пайкой и пайкой. Мягкая пайка может выполняться нагретым утюгом, тогда как другие методы требуют более высокой температуры горелки или печи для плавления присадочного металла.
Обычно требуется другое оборудование, поскольку паяльник не может достигать достаточно высоких температур для твердой пайки или пайки твердым припоем.Припойный припой прочнее серебряного припоя, который прочнее мягкого припоя на основе свинца. Припои для пайки предназначены в первую очередь для обеспечения прочности, серебряный припой используется ювелирами для защиты драгоценного металла, а также механиками и техниками по холодильной технике из-за его прочности на растяжение, но более низкой температуры плавления, чем пайка, а основным преимуществом мягкого припоя является используемая низкая температура (для предотвратить тепловое повреждение электронных компонентов и изоляции).
Поскольку соединение изготавливается из металла с более низкой температурой плавления, чем заготовка, соединение будет ослабевать по мере приближения температуры окружающей среды к температуре плавления присадочного металла.По этой причине при более высоких температурах получаются соединения, которые эффективны при более высоких температурах. Паяные соединения могут быть такими же прочными или почти такими же прочными, как и детали, которые они соединяют, даже при повышенных температурах.
Пайка серебристая
«Пайка твердым припоем» или «серебряная пайка» используется для соединения драгоценных и полудрагоценных металлов, таких как золото, серебро, латунь и медь. Припой обычно называют легким, средним или твердым. Это относится к его температуре плавления, а не к прочности соединения.Припой Extra-easy содержит 56% серебра и имеет температуру плавления 1145 ° F (618 ° C). Сверхтвердый припой на 80% состоит из серебра и плавится при температуре 1370 ° F (740 ° C). Если необходимо несколько стыков, ювелир начнет с твердого или сверхтвердого припоя и переключится на более низкотемпературные припои для последующих стыков.
Серебряный припой поглощается окружающим металлом, в результате чего соединение оказывается прочнее, чем соединяемый металл. Соединяемый металл должен быть идеально ровным, поскольку серебряный припой обычно не может использоваться в качестве наполнителя, и любые зазоры останутся.
Еще одно различие между пайкой и пайкой — это способ нанесения припоя. При пайке обычно используются стержни, которые при нагревании касаются стыка. При пайке серебром небольшие кусочки припоя помещаются на металл перед нагревом. Флюс, часто изготовленный из борной кислоты и денатурированного спирта, используется для поддержания чистоты металла и припоя и предотвращения его движения до того, как он расплавится.
Когда серебряный припой плавится, он имеет тенденцию течь в область наибольшего нагрева.Ювелиры могут в некоторой степени контролировать направление движения припоя, направляя его с помощью горелки; он даже будет идти прямо вверх по шву.
Индукционная пайка
Индукционная пайка использует индукционный нагрев переменным током высокой частоты в окружающей медной катушке. Это индуцирует токи в паяемой детали, которая выделяет тепло из-за более высокого сопротивления соединения по сравнению с окружающим его металлом (резистивный нагрев). Этим медным виткам можно придать форму, более точно подходящую к стыку.Между лицевыми поверхностями помещается присадочный металл (припой), который плавится при достаточно низкой температуре. Флюсы обычно используются при индукционной пайке. Этот метод особенно подходит для непрерывной пайки, когда эти катушки наматываются на цилиндр или трубу, которую необходимо припаять.
Некоторые металлы паять легче, чем другие. Медь, серебро и золото легко. Следующими по сложности являются железо, низкоуглеродистая сталь и никель. Из-за их тонких и прочных оксидных пленок паять нержавеющую сталь и алюминий еще сложнее.Титан, магний, чугун, некоторые высокоуглеродистые стали, керамику и графит можно паять, но это включает процесс, аналогичный соединению карбидов: сначала на них наносят металлический слой, который вызывает межфазное соединение.
Электронные компоненты (печатные платы)
Пайка SMD конденсатора
В настоящее время массовые печатные платы (ПП) в основном паяются волной припоя или оплавлением, хотя ручная пайка производственной электроники также по-прежнему является стандартной практикой.
При пайке волной припоя детали временно удерживаются на месте небольшими каплями клея, затем сборка пропускается через плавящийся припой в контейнере для сыпучих материалов. Этот припой встряхивается волнами, поэтому вся печатная плата не погружается в припой, а скорее затрагивается этими волнами. В результате припой остается на контактах и площадках, но не на самой печатной плате.
Пайка оплавлением оплавлением — это процесс, в котором паяльная паста (смесь предварительно легированного припоя и флюса, имеющего консистенцию, напоминающую арахисовое масло) используется для приклеивания компонентов к их контактным площадкам, после чего сборка нагревается с помощью инфракрасной лампой, карандашом с горячим воздухом или, что чаще, пропусканием через тщательно контролируемую духовку.
Поскольку разные компоненты лучше всего собирать разными способами, для одной печатной платы обычно используют два или более процесса. Например, детали для поверхностного монтажа могут быть сначала припаяны оплавлением, затем будут пайки волной припоя для компонентов, установленных в сквозное отверстие, а более громоздкие детали припаяны вручную.
Для ручной пайки следует выбирать инструмент источника тепла, обеспечивающий достаточный нагрев для размера выполняемого стыка. Паяльник на 100 Вт может обеспечить слишком много тепла для печатных плат, в то время как утюг на 25 Вт не обеспечит достаточно тепла для больших электрических разъемов, соединения медной кровли или большого витража.Использование инструмента со слишком высокой температурой может привести к повреждению чувствительных компонентов, но продолжительное нагревание слишком холодным или недостаточно мощным инструментом также может вызвать серьезные тепловые повреждения.
Методы ручной пайки требуют большого мастерства для использования так называемой пайки корпусов микросхем с мелким шагом. В частности, устройства с шариковой решеткой (BGA), как известно, сложно, если не невозможно, переделать вручную.
Для крепления электронных компонентов к печатной плате правильный выбор и использование флюса помогает предотвратить окисление во время пайки, что важно для хорошего смачивания и теплопередачи.Жало паяльника должно быть чистым и предварительно покрытым припоем, чтобы обеспечить быструю теплопередачу. Компоненты, которые во время работы рассеивают большое количество тепла, иногда поднимаются над печатной платой, чтобы избежать ее перегрева. После вставки компонента, смонтированного в сквозном отверстии, лишний провод отрезается, оставляя длину около радиуса колодки. Пластиковые или металлические монтажные зажимы или держатели могут использоваться с большими устройствами для улучшения теплоотвода и уменьшения напряжений в соединениях.
Радиатор может использоваться на выводах термочувствительных компонентов для уменьшения теплопередачи к компоненту.Это особенно применимо к деталям из германия. (Обратите внимание, что радиатор будет означать использование большего количества тепла для завершения соединения.) Если все металлические поверхности не будут должным образом обработаны флюсом и не будут превышать температуру плавления используемого припоя, результатом будет ненадежное «холодное паяное соединение».
Для упрощения пайки новичкам обычно советуют наносить паяльник и припой отдельно на соединение, а не наносить припой непосредственно на паяльник. Когда нанесено достаточное количество припоя, припой удаляется.Когда поверхности достаточно нагреваются, припой будет стекать по стыку. Затем утюг удаляется из стыка.
Поскольку неэвтектические припои имеют небольшой диапазон пластичности, соединение нельзя перемещать до тех пор, пока припой не остынет при температурах как ликвидуса, так и солидуса. При визуальном осмотре хорошее паяное соединение будет выглядеть гладким и блестящим, с четко видимым контуром припаянного провода. Матовая серая поверхность — хороший показатель того, что стык сместился при пайке.
Другие дефекты припоя также можно обнаружить визуально. Слишком мало припоя приведет к сухому и ненадежному соединению; слишком много припоя (знакомая новичкам «капля припоя») не обязательно является ненадежным, но, как правило, означает плохое смачивание. При использовании некоторых флюсов остатки флюса, оставшиеся на стыке, возможно, придется удалить с помощью воды, спирта или других растворителей, совместимых с рассматриваемыми деталями.
Избыточный припой, неизрасходованный флюс и остатки иногда удаляются с жала паяльника между стыками.Наконечник утюга остается смоченным припоем («луженым»), когда он горячий, чтобы облегчить пайку, а когда горячий и холодный, чтобы свести к минимуму окисление и коррозию самого наконечника.
Экологическое законодательство многих стран и всего региона Европейского сообщества (см. RoHS) привело к изменению состава припоев и флюсов. Водорастворимые флюсы на не канифольной основе все чаще используются с 1980-х годов, так что паяные платы можно очищать водой или моющими средствами на водной основе. Это устраняет опасные растворители из производственной среды и заводских стоков.
Оплавление горячей штанги
Оплавление стержнем под давлением — это процесс выборочной пайки, при котором две предварительно флюсованные детали с покрытием припоя нагреваются с помощью нагревательного элемента (называемого термодатчиком) до температуры, достаточной для расплавления припоя.
Давление применяется на протяжении всего процесса (обычно 15 с), чтобы гарантировать, что компоненты остаются на месте во время охлаждения. Нагревательный элемент нагревается и охлаждается при каждом подключении. В нагревательном элементе можно использовать до 4000 Вт, что обеспечивает быструю пайку, хорошие результаты для соединений, требующих высокой энергии.
Лазер
Лазерная пайка — это метод, при котором лазер мощностью ~ 30-50 Вт используется для плавления и пайки электрического соединительного шва. Для этого используются диодные лазерные системы на основе полупроводниковых переходов. Сюзанна Дженниш запатентовала лазерную пайку в 1980 году.
Длина волны обычно составляет от 808 нм до 980 нм. Луч подводится к заготовке по оптическому волокну с диаметром волокна 800 мкм и меньше. Поскольку луч на конце волокна быстро расходится, используются линзы для создания пятна подходящего размера на заготовке на подходящем рабочем расстоянии.Механизм подачи проволоки используется для подачи припоя.
Свинец-олово и серебро-олово можно паять. Рецепты процесса будут отличаться в зависимости от состава сплава. Для пайки 44-контактных держателей микросхем к плате с использованием заготовок для пайки уровни мощности были порядка 10 Вт, а время пайки — около 1 секунды. Низкие уровни мощности могут привести к неполному смачиванию и образованию пустот, что может ослабить соединение.
Пайка оптоволоконным инфракрасным излучением
Инфракрасная пайка с оптоволоконным фокусом — это метод, при котором множество источников инфракрасного излучения проходят через волокна, а затем фокусируются на одной точке, в которой припаивается соединение.
Пайка труб
Припой
Медная труба или «трубка» обычно соединяется пайкой. При применении в контексте торговли сантехникой в Соединенных Штатах, пайка часто упоминается как запотевание, а соединение труб, выполненное таким образом, упоминается как запотевшее соединение.
Медная трубка отводит тепло намного быстрее, чем может обеспечить обычный ручной паяльник или пистолет, поэтому для подачи необходимой мощности чаще всего используется пропановая горелка; для больших размеров труб и фитингов используется горелка, работающая на MAPP, ацетилене или пропилене, с атмосферным воздухом в качестве окислителя; MAPP / кислород или ацетилен / кислород используются редко, потому что температура пламени намного выше, чем точка плавления меди.Слишком большое количество тепла разрушает состояние закаленных медных трубок и может выжечь флюс из стыка до того, как будет добавлен припой, что приведет к повреждению стыка. Для труб большего размера используется горелка, оснащенная сменными вихревыми наконечниками различных размеров, чтобы обеспечить необходимую мощность нагрева. Большинство опытных сантехников редко используют пропановое топливо. В руках опытного мастера более горячее пламя ацетилена, MAPP или пропилена позволяет выполнить большее количество стыков в час.
Однако можно использовать электрический инструмент для пайки соединений медных труб размером от 8 мм до 22 мм.Например, Antex Pipemaster рекомендуется использовать в ограниченном пространстве, когда открытое пламя представляет опасность, или для самостоятельного использования. В инструменте, похожем на плоскогубцы, используются подогреваемые губки, которые полностью охватывают трубу, позволяя расплавить соединение всего за 10 секунд.
Фитинги под пайку, также известные как капиллярные фитинги, представляют собой короткие отрезки гладкой трубы, предназначенные для скольжения по внешней стороне ответной трубы, обычно используются для медных соединений. Обычно используемые фитинги включают прямые соединители, переходники, отводы и тройники.Есть два типа фитингов для пайки: фитинги с концевой подачей, которые не содержат припоя, и фитинги с кольцевыми припоями (также известные как фитинги Yorkshire), в которых кольцо припоя находится в небольшом круглом углублении внутри фитинга.
Как и все паяные соединения, все соединяемые детали должны быть чистыми и не содержать оксидов. Внутренние и внешние проволочные щетки доступны для обычных размеров труб и фитингов; Также часто используются наждачная бумага и проволочная вата, хотя использование изделий из металлической ваты не рекомендуется, поскольку они могут содержать масло, которое может загрязнить стык.
Из-за размера задействованных частей, а также высокой активности и склонности к загрязнению пламени водопроводные флюсы обычно намного более химически активны и более кислые, чем электронные флюсы. Поскольку сантехнические соединения могут выполняться под любым углом, даже в перевернутом положении, водопроводные флюсы обычно формулируются в виде паст, которые остаются на месте лучше, чем жидкости. Флюс следует наносить на все поверхности соединения, внутри и снаружи. Остатки флюса должны быть удалены после завершения соединения, иначе они могут, в конечном итоге, эрозией через медные подложки и вызвать разрушение соединения.
Доступно множество составов припоя для водопровода с различными характеристиками, такими как более высокая или более низкая температура плавления, в зависимости от конкретных требований работы. Строительные нормы и правила в настоящее время почти повсеместно требуют использования бессвинцового припоя для трубопроводов питьевой воды, хотя традиционный оловянно-свинцовый припой все еще доступен. Исследования показали, что водопроводные трубы с пайкой из свинца могут привести к повышенному содержанию свинца в питьевой воде.
Поскольку медная труба быстро отводит тепло от стыка, необходимо проявлять особую осторожность, чтобы обеспечить надлежащий прогрев стыка для получения хорошего сцепления.После того, как соединение должным образом очищено, флюсовано и подогнано, пламя горелки воздействует на самую толстую часть соединения, обычно на фитинг с трубой внутри него, при этом припой наносится на зазор между трубкой и фитингом. Когда все детали нагреваются насквозь, припой расплавится и потечет в соединение за счет капиллярного действия. Возможно, потребуется переместить горелку вокруг стыка, чтобы убедиться, что все участки смочены. Однако установщик должен позаботиться о том, чтобы не перегреть паяемые участки.Если трубка начинает обесцвечиваться, это означает, что трубка была перегрета и начинает окисляться, что останавливает поток припоя и приводит к тому, что паяное соединение не герметизируется должным образом. Перед окислением расплавленный припой будет следовать за теплом горелки вокруг стыка. Когда соединение должным образом смачивается, припой и затем тепло удаляются, и, пока соединение еще очень горячее, его обычно протирают сухой тряпкой. Это удалит излишки припоя, а также остатки флюса до того, как он остынет и затвердеет.При использовании паяного кольцевого соединения соединение нагревается до тех пор, пока вокруг края фитинга не станет видно кольцо расплавленного припоя, и ему дадут остыть.
Из трех методов соединения медных трубок пайка требует наибольшего мастерства, но пайка меди является очень надежным процессом при соблюдении некоторых основных условий:
Трубки и фитинги должны быть очищены до металла без потускнения
Любое давление, которое создается при нагревании трубки, должно иметь выходное отверстие
Соединение должно быть сухим (что может быть проблематичным при ремонте водопроводных труб)
Медь — это только один материал, который соединяют таким образом.Латунные фитинги часто используются для клапанов или в качестве соединительной арматуры между медью и другими металлами. Таким образом припаивают латунные трубопроводы при изготовлении духовых инструментов и некоторых деревянных духовых (саксофон и флейта) музыкальных инструментов
Механическая пайка и пайка алюминия
Ряд припоев, в первую очередь сплавы цинка, используются для пайки металла и сплавов алюминия и, в меньшей степени, стали и цинка. Эта механическая пайка аналогична операции низкотемпературной пайки в том, что механические характеристики соединения достаточно хороши, и ее можно использовать для структурного ремонта этих материалов.
Американское сварочное общество определяет пайку как использование присадочных металлов с температурой плавления выше 450 ° C (842 ° F) или, согласно традиционному определению в США, выше 800 ° F (427 ° C). Алюминиевые паяльные сплавы обычно имеют температуру плавления около 730 ° F (388 ° C). Эта операция пайки / пайки может использовать источник тепла пропановой горелки.
Эти материалы часто рекламируются как «сварка алюминия», но процесс не включает плавление основного металла и, следовательно, не является сварным швом.
Военный стандарт США или спецификация MIL-SPEC MIL-R-4208 определяет один стандарт для этих сплавов для пайки / пайки на основе цинка. Ряд продуктов соответствует этой спецификации или очень похожим стандартам производительности.
Пайка сопротивлением — это пайка, при которой тепло, необходимое для протекания припоя, создается за счет пропускания электрического тока через припой. Когда ток проходит через резистивный материал, выделяется определенный уровень тепла. Регулируя количество проводимого тока и уровень сопротивления, можно заранее определить и контролировать количество выделяемого тепла.
Электрическое сопротивление (обычно описываемое как сопротивление материала потоку электрического тока) используется для преобразования электрической энергии в тепловую, поскольку электрический ток (I), проводимый через материал с сопротивлением (R), выделяет мощность (P), равную : P = I² R, где P — мощность, измеренная в ваттах, I — ток, измеренный в амперах, а R — сопротивление, измеренное в омах.
Пайка сопротивлением
Пайка сопротивлением отличается от использования токопроводящего утюга, в котором тепло вырабатывается внутри элемента и затем проходит через теплопроводящий наконечник в область соединения.Холодному паяльнику требуется время для достижения рабочей температуры, и его необходимо поддерживать горячим между паяными соединениями. Термоперенос может быть затруднен, если наконечник не будет должным образом увлажнен во время использования. С помощью контактной пайки можно быстро и строго контролировать интенсивное нагревание непосредственно в области соединения. Это обеспечивает более быстрое повышение температуры до требуемой температуры плавления припоя и минимизирует тепловое перемещение от паяного соединения, что помогает минимизировать вероятность теплового повреждения материалов или компонентов в окружающей области.Тепло выделяется только во время выполнения каждого соединения, что делает пайку сопротивлением более энергоэффективной. Оборудование для резистивной пайки, в отличие от токопроводящего утюга, может использоваться для сложных задач пайки и пайки, где могут потребоваться значительно более высокие температуры. Это делает сопротивление сопоставимым с пламенной пайкой в некоторых ситуациях. Когда требуемая температура может быть достигнута либо методами пламени, либо методами сопротивления, тепло сопротивления более локализовано из-за прямого контакта, тогда как пламя будет распространяться, нагревая потенциально большую площадь.
Пайка витражей
Исторически сложилось так, что жала паяльника для витражей были медными, нагреваемыми путем помещения в жаровню для сжигания угля. Использовались несколько наконечников; когда один наконечник остывал после использования, его снова помещали в жаровню с углем и использовали следующий наконечник.
В последнее время стали использовать паяльники с электрическим нагревом. Они нагреваются катушкой или керамическим нагревательным элементом внутри наконечника утюга. Доступны различные номинальные мощности, а температуру можно регулировать электронным способом.Эти характеристики позволяют работать с более длинными валиками, не прерывая работу по замене наконечников. Паяльники, предназначенные для использования в электронике, часто эффективны, хотя иногда они недостаточно мощны для тяжелой меди и свинца, которые использовались в работе с витражами. Олеиновая кислота — это классический флюсовый материал, который используется для улучшения паяемости.
Стеклотипа Тиффани изготавливается путем приклеивания медной фольги по краям кусков стекла и последующего их спайки. Этот метод позволяет создавать объемные витражи.
Паяемость
Паяемость подложки — это мера легкости, с которой может быть выполнено паяное соединение с этим материалом.
Демонтаж и перепайка
Использованный припой содержит некоторые растворенные неблагородные металлы и не подходит для повторного использования при создании новых соединений. Как только способность припоя к основному металлу будет достигнута, он больше не будет должным образом связываться с основным металлом, что обычно приводит к хрупкому холодному паяному соединению с кристаллическим внешним видом.
Хорошей практикой является удаление припоя из стыка перед пайкой — можно использовать распайку оплетки или оборудование для вакуумной распайки (присоски для припоя). Фитили для демонтажа содержат большое количество флюса, который снимает загрязнения с медных следов и любых имеющихся выводов устройств. В результате останется яркий, блестящий и чистый стык, который нужно перепаять.
Более низкая температура плавления припоя означает, что его можно расплавить от основного металла, оставив его в основном неповрежденным, хотя внешний слой будет «луженым» припоем.Останется флюс, который легко удалить абразивными или химическими способами. Этот луженый слой позволяет припою течь в новое соединение, в результате чего получается новое соединение, а также заставляет новый припой течь очень быстро и легко.
Бессвинцовая электронная пайка
В последнее время законодательство об охране окружающей среды специально нацелено на широкое использование свинца в электронной промышленности. Директивы RoHS в Европе требуют, чтобы многие новые электронные платы были освобождены от свинца к 1 июля 2006 года, в основном в индустрии потребительских товаров, но также и в некоторых других.В Японии использование свинца было прекращено до принятия соответствующего законодательства производителями из-за дополнительных расходов на переработку продуктов, содержащих свинец. Однако даже без свинца при пайке могут выделяться вредные и / или токсичные для человека пары. Настоятельно рекомендуется использовать устройство, которое может удалять пары из рабочей зоны путем вентиляции снаружи или фильтрации воздуха.
Распространено заблуждение, что бессвинцовая пайка требует более высоких температур пайки, чем свинцово-оловянная пайка; Температура смачивания свинцово-оловянного припоя выше точки плавления и является определяющим фактором — пайка волной припоя может протекать при той же температуре, что и предыдущая пайка свинец / олово.Тем не менее, в связи с этим возникло много новых технических проблем; Чтобы снизить температуру плавления припоев на основе олова, необходимо было исследовать различные новые сплавы с добавками меди, серебра, висмута в качестве типичных второстепенных добавок для снижения температуры плавления и контроля других свойств, кроме того, олово является более коррозионным металлом, и может в конечном итоге привести к выходу из строя паяльных ванн и т. д.
Бессвинцовая конструкция также распространилась на компоненты, контакты и разъемы. В большинстве этих булавок использовались медные оправы, а также свинец, олово, золото или другая отделка.Оловянная отделка — самая популярная из бессвинцовых покрытий. Тем не менее, возникает вопрос, как бороться с усами олова. Текущее движение возвращает электронную промышленность к проблемам, решенным в 1960-х годах добавлением свинца. JEDEC создал систему классификации, чтобы помочь производителям бессвинцовой электроники решить, какие меры следует принять против усов, в зависимости от их применения.
Дефекты пайки
При соединении медных трубок неправильный нагрев и заполнение соединения может привести к образованию «пустоты».Обычно это результат неправильного размещения пламени. Если тепло пламени не направлено на заднюю часть чашки фитинга, а припой нанесен под углом, противоположным пламени, то припой быстро заполнит отверстие фитинга, задерживая некоторый флюс внутри соединения. Этот пузырь захваченного потока и есть пустота; область внутри паяного соединения, где припой не может полностью заполнить чашку фитинга, потому что флюс запломбирован внутри соединения, не позволяя припою занимать это пространство.
Электроника
В процессе пайки могут возникнуть различные проблемы, которые приводят к тому, что соединения перестают функционировать сразу или после периода использования.
Самый распространенный дефект при ручной пайке возникает из-за того, что соединяемые детали не превышают температуру ликвидуса припоя, что приводит к образованию соединения «холодной пайки». Обычно это происходит из-за того, что паяльник используется для непосредственного нагрева припоя, а не самих деталей. При правильном выполнении утюг нагревает соединяемые детали, которые, в свою очередь, расплавляют припой, обеспечивая достаточный нагрев соединяемых деталей для тщательного смачивания.При электронной ручной пайке флюс заделывается в припой. Следовательно, сначала нагрев припоя может вызвать испарение флюса до того, как он очистит паяемые поверхности. Соединение холодной пайки может вообще не проводить или проводить только с перерывами. Соединения холодной пайки также встречаются в массовом производстве и являются частой причиной оборудования, которое проходит испытания, но выходит из строя после многих лет эксплуатации. «Сухой стык» возникает при перемещении охлаждающего припоя и часто возникает из-за того, что стык перемещается, когда паяльник вынимается из стыка.
Неправильно подобранный или нанесенный флюс может вызвать выход из строя соединения. Если не очистить должным образом, флюс может вызвать коррозию соединения и в конечном итоге привести к его повреждению. Без флюса соединение может быть нечистым или окислиться, что приведет к повреждению соединения.
В электронике часто используются некоррозионные флюсы. Следовательно, очистка флюса может быть просто вопросом эстетики или облегчением визуального осмотра стыков в специализированных «критически важных» приложениях, таких как медицинские устройства, военные и аэрокосмические.Для сателлитов тоже, чтобы немного уменьшить вес, но с пользой. При высокой влажности даже некоррозионный флюс может оставаться немного активным, поэтому флюс можно удалить, чтобы со временем уменьшить коррозию. В некоторых случаях на печатную плату можно также нанести какой-либо защитный материал, например, лак, чтобы защитить ее и открытые паяные соединения от окружающей среды.
Движение паяемых металлов до того, как припой остынет, вызовет очень ненадежное соединение с трещинами. В терминологии пайки электроники это известно как «сухое» соединение.Сразу после соединения он имеет характерно тусклый или зернистый вид, а не гладкий, яркий и блестящий. Это появление вызвано кристаллизацией жидкого припоя. Сухое соединение является слабым механически и плохим проводником с точки зрения электричества.
В общем, красивый паяный стык — это хорошее соединение. Как уже упоминалось, он должен быть гладким, ярким и блестящим. Если в стыке имеются комочки или шарики блестящего припоя, значит, металл «не смачивается» должным образом. Отсутствие яркости и блеска предполагает наличие слабого «сухого» сустава.Однако технические специалисты, пытающиеся применять это руководство при использовании составов бессвинцовых припоев, могут испытывать разочарование, потому что эти типы припоев легко остывают до матовой поверхности, даже если соединение хорошее. Припой выглядит блестящим в расплавленном состоянии и внезапно затуманивается при затвердевании, хотя во время охлаждения он не был поврежден.
В электронике идеально подходит «вогнутая» кромка. Это указывает на хорошее смачивание и минимальное использование припоя (следовательно, минимальный нагрев термочувствительных компонентов).Соединение может быть хорошим, но если используется большое количество ненужного припоя, очевидно, что потребуется дополнительный нагрев. Чрезмерный нагрев печатной платы может привести к «расслоению», медная дорожка может фактически оторваться от платы, особенно на односторонних печатных платах без покрытия сквозных отверстий.
Инструменты
В принципе, любой тип паяльного инструмента может выполнять любые работы с припоем при температурах, которые он генерирует. На практике для разных приложений больше подходят разные инструменты.
Ручной паяльный инструмент, широко используемый для работы с электроникой, включает электрический паяльник, который может быть оснащен различными наконечниками, от тупых до очень тонких, до зубильных головок для горячей резки пластмасс, а не для пайки. Самые простые утюги не имеют регулировки температуры; маленькие утюги быстро охлаждаются, когда используются для пайки, скажем, металлического корпуса, в то время как большие утюги имеют слишком громоздкие наконечники для работы с печатными платами и подобной тонкой работы. Утюги с регулируемой температурой обладают запасом мощности и могут поддерживать температуру в широком диапазоне работ.Паяльник нагревается быстрее, но имеет более крупный и тяжелый корпус. Газовые утюги с каталитическим наконечником для небольшого нагрева без пламени используются в портативных устройствах. Пистолеты с горячим воздухом и карандаши позволяют переделывать комплекты компонентов, что нелегко выполнить с помощью электрических утюгов и пистолетов.
Для неэлектронных применений в паяльных горелках для нагрева припоя используется пламя, а не жало паяльника. Паяльные горелки часто работают на бутане и доступны в размерах от очень маленьких бутановых / кислородных блоков, подходящих для очень тонких, но высокотемпературных ювелирных работ, до полноразмерных кислородно-топливных горелок, подходящих для гораздо более крупных работ, таких как медные трубопроводы.Обычные многоцелевые пропановые горелки, такие же, как для снятия тепла с краски и оттаивания труб, могут использоваться для пайки труб и других довольно крупных объектов как с насадкой для паяльника, так и без нее; трубы обычно паяют горелкой, непосредственно прикладывая открытый огонь.
Паяльная медь — это инструмент с большой медной головкой и длинной ручкой, который нагревается в кузнечном огне и используется для нагрева листового металла для пайки. Типичные паяльные котлы имеют головки весом от одного до четырех фунтов.Головка обеспечивает большую тепловую массу, чтобы накапливать достаточно тепла для пайки больших площадей, прежде чем потребуется повторный нагрев в огне; чем больше голова, тем дольше рабочее время. Исторически пайка меди была стандартным инструментом, используемым в кузовных работах, хотя пайка кузова в основном заменяется точечной сваркой для механического соединения и неметаллическими наполнителями для контурной обработки.
Тостеры и переносные инфракрасные лампы использовались любителями для имитации производственных процессов пайки в гораздо меньших масштабах.
Щетинки из щетины обычно используются для нанесения флюса сантехнической пасты. Для электронных работ обычно используется припой с флюсовым сердечником, но можно использовать дополнительный флюс из флюсовой ручки или из небольшой бутылки с помощью иглы, похожей на шприц.
Проволочная щетка, проволочная мочалка и наждачная бумага обычно используются для подготовки сантехнических соединений к подключению. Электронные соединения обычно выполняются между лужеными поверхностями, которые редко требуют механической очистки, хотя потускневшие выводы компонентов и медные следы с темным слоем оксидной пассивации (из-за старения), как на новой макетной плате, которая хранилась на полке для около года и более, может потребоваться механическая очистка.
Некоторые флюсы для электроники спроектированы так, чтобы быть стабильными и неактивными при охлаждении и не нуждаются в очистке, хотя при желании они все еще могут быть такими, в то время как другие флюсы являются кислотными и должны быть удалены после пайки для предотвращения коррозии схем. Для сборки и доработки печатной платы обычно используют спирт или ацетон с ватными тампонами или щетинными щетками для удаления остатков флюса после пайки. Тяжелая тряпка обычно используется для удаления флюса с сантехнического соединения, прежде чем он остынет и затвердеет.Также можно использовать щетку из стекловолокна.
Радиатор, например зажим «крокодил», можно использовать для предотвращения повреждения термочувствительных компонентов при пайке вручную. Радиатор ограничивает температуру корпуса компонента, поглощая и рассеивая тепло (уменьшая тепловое сопротивление между компонентом и воздухом), в то время как тепловое сопротивление выводов поддерживает разницу температур между частью припаянных выводов и компонентом. корпус так, чтобы выводы стали достаточно горячими, чтобы расплавить припой, в то время как корпус компонента остается более холодным.
Источник: www.wikipedia.com
Паяные соединения — Номинальное давление
Номинальное давление паяных соединений в соответствии с ASME B.16.18:
Олово-свинец 50-50
Номинальное давление 50-50 оловянно-свинцовый указано в таблице ниже:
95-5 Олово-сурьма
Номинальное давление 95-5 олово-сурьма указано в таблице ниже:
| Температура | Размер трубы (дюймы) | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1/8 дюйма — 1 дюйм | 1 1/4 дюйма — 2 дюйма | 2 1/2 дюйма — 4 дюйма | 5 дюймов — 8 дюймов | ||||||||||||
| ( или F) | ( o C) | Максимальное давление | |||||||||||||
| (фунт / кв. Дюйм) | (бар) | (фунт / кв. | (бар) | (фунт / кв. Дюйм) | (бар) | ||||||||||
| 100 | 38 | 500 | 35 | 400 904 300 | 270 | 19 | |||||||||
| 150 | 66 | 400 | 28 | 350 | 24 | 275 | 19 | 250 300 | 17 | 905 905 905 905 905 904 21250 | 17 | 200 | 14 | 180 | 12 |
| 250 | 121 | 200 9041 0 | 14 | 175 | 12 | 150 | 10 | 135 | 9 | ||||||
Пайка — Энциклопедия Нового Света
Использование паяльника для снятия припоя контакта.Пайка — это высокотемпературный метод соединения металлических поверхностей с использованием присадочного материала, называемого припоем . Припой — это металлический сплав с температурой плавления ниже 450 ° C (842 ° F). Слово solder происходит от среднеанглийского слова soudur , от старофранцузского soldure и soulder от латинского solidare , что означает «делать твердый».
В процессе пайки к соединяемым деталям прикладывается тепло, в результате чего припой плавится и втягивается в соединение за счет капиллярного действия и связывается с соединяемыми материалами.После того, как металл остынет, полученные соединения не так прочны, как основной металл, но они обладают достаточной прочностью, электропроводностью и водонепроницаемостью для многих применений. Пайка отличается от пайки тем, что при пайке используется присадочный металл с более низкой температурой плавления. Он отличается от сварки тем, что в процессе соединения основной металл не плавится.
Приложения
Пайка — древний метод, который использовался практически с тех пор, как люди изготавливали изделия из металла.Сегодня наиболее частым применением пайки является сборка электронных компонентов на печатных платах (PCB). Другое распространенное применение — создание постоянных, но обратимых соединений между медными трубами в водопроводных системах. Стыки в объектах из листового металла, таких как консервные банки, кровля, водосточные желоба и автомобильные радиаторы, также исторически паялись, а иногда и сейчас. Ювелирные изделия и мелкие механические детали часто собирают пайкой. Пайка используется для соединения свинцовой и медной фольги в витражах.Пайку также можно использовать для создания полупостоянной заплатки от утечки в контейнере или посуде для приготовления пищи.
По мере того, как технический прогресс и электронные устройства объединяются на меньших платах и микросхемах, использование пайки для электронных товаров сокращается. Тем не менее, пайка, вероятно, по-прежнему будет использоваться в различных производственных процессах, поскольку она недорогая и простая в использовании. Кроме того, это ценный метод для изготовления прототипов и экспериментальных устройств, поскольку припой можно легко удалить.Вероятно, что могут быть разработаны более простые и экономичные способы пайки.
Методы
Пайка может выполняться несколькими способами, включая пропуск деталей над небольшим фонтаном в емкости с расплавленным припоем (пайка волной припоя), нагревательные узлы с использованием инфракрасной лампы или точечного источника, такого как как электрический паяльник, паяльную горелку или термовоздушный паяльник. В последнее время пайка оплавлением используется почти исключительно для сборки печатных плат, иногда за ней следует пайка волной или ручная пайка для компонентов нестандартного размера / формы.
Хотя основной материал не расплавляется в процессе пайки, некоторые атомы основного материала растворяются в жидком припое. Этот процесс растворения улучшает механические и электрические характеристики паяного соединения. «Холодное паяное соединение» с плохими свойствами может возникнуть, если основной металл не будет должным образом нагрет, чтобы полностью расплавить припой и вызвать этот процесс растворения.
Обратите внимание, что различие между пайкой и пайкой произвольно, с той лишь разницей, что температура плавления присадочного материала.В качестве практического порога обычно используется температура 450 ° C. Обычно требуется другое оборудование или приспособления, потому что (например) большинство паяльников не могут достичь достаточно высоких температур для пайки. С практической точки зрения, между этими двумя процессами существует значительная разница: паяльные наполнители обладают гораздо большей структурной прочностью, чем припои, и предназначены для этой цели, а не для обеспечения максимальной электропроводности. Паяные соединения часто бывают такими же прочными или почти такими же прочными, как и детали, которые они соединяют, даже при повышенных температурах.
«Пайка твердым припоем» или «серебряная пайка» (выполняемая высокотемпературным припоем, содержащим до 40 процентов серебра) также часто является формой пайки, поскольку она включает в себя присадочные материалы с температурой плавления около или выше 450 ° C. Хотя термин «серебряная пайка» используется чаще, чем «серебряная пайка», первый термин может быть технически неправильным в зависимости от точной точки плавления используемого наполнителя.
Припои
Припои доступны из множества различных сплавов для различных применений.Традиционно эвтектический сплав [1] , состоящий из 63 процентов олова и 37 процентов свинца (или в соотношении 60/40, что почти идентично эвтектическим характеристикам), был предпочтительным сплавом для большинства применений для соединения меди.
Эвтектический состав имеет несколько преимуществ для пайки. Главным из них является совпадение температур ликвидуса и солидуса, то есть отсутствие пластической фазы. Это обеспечивает более быстрое смачивание при нагревании припоя и более быструю настройку при его остывании.Неэвтектический состав должен оставаться неподвижным, поскольку температура падает через температуры ликвидуса и солидуса. Любое дифференциальное движение во время пластической фазы может привести к трещинам, что приведет к ненадежному соединению. Кроме того, эвтектический состав имеет самую низкую возможную температуру плавления, что сводит к минимуму нагрузку на компоненты во время процесса пайки.
По экологическим причинам все шире используются бессвинцовые припои. К сожалению, большинство припоев, не содержащих свинца, не являются эвтектическими составами, что затрудняет создание с ними надежных соединений.См. Полное обсуждение ниже.
Другие распространенные припои включают низкотемпературные составы (часто содержащие висмут), которые часто используются для соединения ранее спаянных сборок без распайки более ранних соединений, и высокотемпературные составы (обычно содержащие серебро), которые используются для высокотемпературных эксплуатации или для первой сборки элементов, которые не должны распаиваться при последующих операциях. Доступны специальные сплавы с такими свойствами, как более высокая прочность, лучшая электропроводность и более высокая коррозионная стойкость.
Флюс
В процессах высокотемпературного соединения металлов (сварка, пайка и пайка) основное назначение флюса — предотвратить окисление основного и присадочного материалов. Например, оловянно-свинцовый (SnPb) припой очень хорошо прикрепляется к меди, но плохо к различным оксидам меди, которые быстро образуются при температурах пайки. Флюс — это вещество, которое почти инертно при комнатной температуре, но становится сильно восстанавливающимся при повышенных температурах, предотвращая образование оксидов металлов.Во-вторых, флюс действует как смачивающий агент в процессах пайки и пайки твердым припоем.
Флюс должен быть правильно выбран для процесса; флюс для пайки испаряется и не действует при высоких температурах, используемых при сварке. Для пайки вручную часто используется припой «флюсовый сердечник». Припой формируется в небольшую трубку с жидким флюсом в центре. Флюс автоматически доставляется в необходимом количестве по мере использования припоя. Точно так же прутки для пайки обычно доступны с покрытием из твердого флюса.
Традиционно флюсы для пайки требовали удаления после обработки из-за их химической активности, которая в конечном итоге разрушала основной материал и приводила к ненадежному соединению. Это требовало использования спирта или других летучих растворителей, что обычно приводило к загрязнению воздуха и / или окружающей среды. Доступные в настоящее время флюсы включают водорастворимые флюсы (которые не требуют летучих органических соединений (ЛОС) для удаления) и флюсы «без очистки», которые достаточно мягкие, чтобы не требовать удаления вообще.Характеристики флюса необходимо тщательно оценить — очень мягкий флюс «без очистки» может быть вполне приемлемым для производственного оборудования, но не дает адекватных характеристик для плохо контролируемой операции пайки вручную.
В некоторых современных процессах используется инертная газовая среда, которая не поддерживает окисление. Эти процессы могут устранить необходимость в потоке.
Основные методы пайки электронных устройств
Трубка многожильного припоя для электронных компонентов, используемая для ручной пайки.Флюс содержится в пяти жилах внутри самого припоя.Все контактные площадки и выводы устройства должны быть чистыми для хорошего смачивания и теплопередачи. Паяльник или пистолет должны быть чистыми и покрытыми припоем, иначе компоненты могут сильно нагреться из-за плохой теплопередачи. Затем устройства должны быть правильно установлены на печатной плате. Один из способов — приподнять компоненты над поверхностью платы (на несколько миллиметров), чтобы предотвратить нагрев печатной платы во время работы схемы.После установки устройства лишние выводы можно обрезать, оставив только длину, равную радиусу площадки. Для больших устройств можно использовать пластиковые монтажные зажимы или держатели, чтобы снизить монтажное напряжение.
Общие инструкции по процедуре следующие (хотя детали могут отличаться в зависимости от области применения): Радиатор проводов чувствительных устройств для предотвращения теплового повреждения. Нанесите паяльник или пистолет на контактный вывод и медную площадку, чтобы равномерно нагреть их. Наносите припой как на вывод, так и на контактную площадку, но никогда не наносите припой непосредственно на кончик паяльника или пистолета.При прямом контакте расплавленный припой будет стекать по пистолету, а не по стыку. Как только припой расплавится и начнет течь, немедленно удалите припой. Пока не снимайте утюг. Оставшийся припой будет стекать по стыку вывода и контактной площадки, если на них нет грязи. Дайте утюгу нагреть соединение, пока припой не потечет, а затем снимите наконечник. Это обеспечит хорошее прочное соединение. Выньте утюг из стыка и дайте стыку остыть. Флюс припоя останется, и его следует удалить.
Важно не перемещать стык во время его охлаждения — это приведет к перелому стыка. Кроме того, не обдувайте соединение воздухом во время его охлаждения, а дайте ему остыть естественным путем, что происходит довольно быстро. Хорошая пайка гладкая и блестящая. Контур свинца должен быть четко виден. Очистите жало паяльника перед тем, как приступить к новому стыку. Абсолютно важно, чтобы на железном наконечнике не было остаточного флюса. Излишки припоя следует удалить с жала. Этот припой на наконечнике известен как «лужение наконечника».«Он способствует теплопередаче к стыку.
После завершения всех стыков удалите излишки флюса с плиты, используя спирт, ацетон или другие органические растворители. Отдельные стыки можно очистить механически. Пленка флюса легко разрушается с помощью небольшого пикировщик и его можно сдувать сжатым воздухом. В составах припоев с водорастворимыми флюсами для удаления флюса иногда используется углекислый газ или дистиллированная вода под давлением.
Традиционный припой для электронных соединений представляет собой смесь олова и свинца 60/40 флюс на основе канифоли, который требует растворителей для очистки плит от флюса.
Экологическое законодательство многих стран, включая все Европейское сообщество, привело к изменению этой формулировки. Водорастворимые флюсы, не содержащие канифоли, все чаще используются с 1980-х годов, так что паяные платы можно очищать водой или моющими средствами на водной основе. Это исключает использование опасных растворителей в производственной среде.
Бессвинцовая пайка для электроники
В последнее время экологическое законодательство специально нацелено на широкое использование свинца в электронной промышленности.Согласно Директиве Европейского Союза об отходах электрического и электронного оборудования (WEEE) и Директиве об ограничении использования опасных веществ (RoHS), свинец должен был быть исключен из электронных систем к 1 июля 2006 года, что вызвало большой интерес к бессвинцовым припоям.
В связи с этим возникло много новых технических проблем. Например, традиционные бессвинцовые припои имеют значительно более высокую температуру плавления, чем припои на основе свинца, что делает их непригодными для использования с термочувствительными электронными компонентами и их пластиковой упаковкой.Чтобы решить эту проблему, были разработаны припои с высоким содержанием серебра и без свинца с температурой плавления немного ниже, чем у традиционных припоев.
Бессвинцовая конструкция также распространилась на компоненты, контакты и разъемы. В большинстве этих булавок использовались медные оправы, а также свинец, олово, золото или другая отделка. Оловянная отделка — самая популярная из бессвинцовых покрытий. Тем не менее, это поднимает вопрос о том, что делать с усами олова, то есть с медленным ростом тонких кристаллов олова из паяного соединения.Эти усы могут образовывать перемычку, которая создает короткое замыкание спустя годы после изготовления устройства.
Каким-то образом нынешнее движение возвращает электронную промышленность к проблемам, решенным в 1960-х годах добавлением свинца. Ассоциация твердотельных технологий JEDEC (ранее известная как Объединенный инженерный совет по электронным устройствам) создала систему классификации, чтобы помочь производителям бессвинцовой электроники принять решение о том, какие меры они хотят принять против усов, в зависимости от типа задействованного приложения.
Пайка витражей
Исторически жала паяльника были медными, помещались в жаровни. Использовался один наконечник; когда тепло передавалось от наконечника к припою (и истощал запас тепла), его помещали обратно в жаровню из древесного угля и использовали следующий наконечник.
В настоящее время используются электрические паяльники; они состоят из спиральных или керамических нагревательных элементов, которые по-разному сохраняют тепло и по-разному нагревают массу, внутренних или внешних реостатов и различных номинальных мощностей, которые меняют продолжительность работы бусинки.
Обычные припои для витражей представляют собой смеси олова и свинца соответственно:
- 63/37: плавится при температуре 355–365 ° F
- 60/40: плавится при температуре 361–376 ° F
- 50/50 : плавится при температуре 368 ° -421 ° F
- Бессвинцовый припой (используется в ювелирных изделиях, емкостях для еды и других экологических целях): плавится при температуре около 490 ° F
Трубная / механическая пайка
Иногда необходимо использовать припои различных температур плавления в сложных работах, чтобы избежать плавления существующего стыка во время изготовления нового стыка.
Медные трубы, используемые для питьевой воды, следует паять бессвинцовым припоем, который часто содержит серебро. Свинцовый припой не допускается для большинства новых конструкций, хотя с этим типом припоя легче создать прочное соединение. Непосредственные риски, связанные с свинцовым припоем, минимальны, потому что минералы в муниципальном водоснабжении или водопроводе почти сразу покрывают внутреннюю часть трубы, но в конечном итоге свинец попадет в окружающую среду.
Инструменты, необходимые для пайки труб, включают паяльную лампу (обычно пропановую), проволочные щетки, подходящий припой и флюс с кислотной пастой, обычно на основе хлорида цинка.Такие флюсы никогда не следует использовать на электронных деталях или с электронными инструментами, потому что они могут привести к коррозии хрупких электронных деталей.
Дефекты пайки
Дефекты пайки — это паяные соединения, которые неправильно припаяны. Эти дефекты могут возникнуть при слишком низкой температуре припоя. Когда основные металлы слишком холодные, припой не будет течь и будет «комковаться», не создавая металлургической связи. Неправильный тип припоя (например, припой электроники для механических соединений или наоборот) приведет к слабому стыку.Неправильный или отсутствующий флюс может вызвать коррозию металла в соединении. Без флюса соединение может быть не чистым. Грязный или загрязненный стык приводит к слабому сцеплению. Отсутствие припоя на стыке приведет к его выходу из строя. Избыток припоя может создать «паяльный мостик», который представляет собой короткое замыкание. Движение паяемых металлов до того, как припой остынет, приведет к тому, что припой будет казаться зернистым и может вызвать ослабление соединения.
Дефекты пайки в электронике могут привести к короткому замыканию, высокому сопротивлению в стыках, прерывистым соединениям, перегреву компонентов и повреждению печатных плат.Поток, оставшийся вокруг выводов интегральных схем, приведет к утечке между выводами. Это серьезная проблема для компонентов, устанавливаемых на поверхность, и вызывает неправильную работу устройства из-за увеличения поглощения влаги. Дефекты механических соединений приводят к их повреждению и коррозии.
Процессы пайки
- Волновая пайка
- Пайка оплавлением
- Инфракрасная пайка
- Ультразвуковая пайка
- Пайка погружением
- Пайка в печи
- Пайка утюгом Пайка /
- Пайка Типы припоя
- Припои SnAgCu используются двумя третями японских производителей для пайки оплавлением и волной припоя и примерно тремя четвертями компаний для ручной пайки.
- SnAg3.0Cu0.5 (олово с 3,0% серебра и 0,5% меди) имеет температуру плавления 217–220 ° C и преимущественно используется в Японии.Это сплав, рекомендованный JEITA (Японская ассоциация производителей электроники и информационных технологий) для пайки волной и оплавлением, наряду с альтернативами SnCu для пайки волной припоя и SnAg и SnZnBi для пайки оплавлением.
- SnAg3.5Cu0.7 — еще один широко используемый сплав с температурой плавления 217-218 ° C.
- SnAg3.5Cu0.9 с температурой плавления 217 ° C определено Национальным институтом стандартов и технологий (NIST) как действительно эвтектическое.
- SnAg3.8Cu0.7, с температурой плавления 217-218 ° C, предпочитается европейским консорциумом IDEALS для пайки оплавлением.
- SnAg3.8Cu0.7Sb0.25 предпочитается европейским консорциумом IDEALS для пайки волной припоя.
- SnAg3.9Cu0.6 с температурой плавления 217-223 ° C рекомендован консорциумом США NEMI (Национальная инициатива по производству электроники) для пайки оплавлением.
- SnCu0.7 с температурой плавления 227 ° C — это дешевая альтернатива пайке волной, рекомендованная консорциумом NEMI.
- SnZn9 с температурой плавления 199 ° C — более дешевый сплав, но он склонен к коррозии и окислению.
- SnZn8Bi3 с температурой плавления 191–198 ° C также подвержен коррозии и окислению из-за содержания в нем цинка.
- SnSb5, олово с 5% сурьмы, является отраслевым стандартом сантехники США. Температура плавления 232-240 ° C. Обладает хорошей стойкостью к термической усталости и хорошей прочностью на сдвиг.
- SnAg2.5Cu0.8Sb0.5 плавится при 217–225 ° C и запатентовано альянсом AIM.
- SnIn8.0Ag3.5Bi0.5 плавится при 197-208 ° C и запатентовано Matsushita / Panasonic.
- SnBi57Ag1 плавится при 137–139 ° C и запатентован Motorola.
- SnBi58 плавится при 138 ° C.
- SnIn52 плавится при 118 ° C и подходит для случаев, когда необходима низкотемпературная пайка.
- Серебро обеспечивает механическую прочность, но имеет худшую пластичность, чем свинец. В отсутствие свинца он улучшает сопротивление усталости от термических циклов.
- Медь снижает температуру плавления, повышает сопротивление усталости от термического цикла и улучшает смачивающие свойства расплавленного припоя. Это также замедляет скорость растворения меди на плате и выводах деталей в жидком припое.
- Висмут значительно снижает температуру плавления и улучшает смачиваемость. В присутствии свинца и олова висмут образует кристаллы Sn16Pb32Bi52 с температурой плавления всего 95 ° C, который диффундирует по границам зерен и может вызвать разрушение соединения при относительно низких температурах.Загрязненная свинцом деталь большой мощности может отсоединяться под нагрузкой при пайке висмутсодержащим припоем.
- Индий снижает температуру плавления и улучшает пластичность. В присутствии свинца он образует тройное соединение, которое претерпевает фазовый переход при 114 ° C.
- Цинк снижает температуру плавления и является недорогим. Однако он очень подвержен коррозии и окислению на воздухе. Поэтому цинкосодержащие сплавы непригодны для пайки волной припоя, а у цинксодержащих паяльных паст более короткий срок хранения, чем у не содержащих цинка.
- Сурьма добавлена для увеличения прочности, не влияя на смачиваемость.
- Оплетки для демонтажа
- Тепловые пушки
- Вакуумные плунжеры (присоски для припоя)
- Сплавы для удаления
- Флюсы для удаления
- Вакуумные и нагнетательные насосы со специальными наконечниками для распайки и сопла
- ↑ Эвтектический сплав состоит из смеси компонентов с относительно высокой температурой замерзания или плавления.Неэвтектический сплав демонстрирует пластичный диапазон плавления.
- Арес, Хосе Антонио. 2006. Металл: методы формовки, ковки и пайки . Образовательная серия Бэррона. ISBN 0764158961
- Манко, Ховард Х. 2001. Припои и пайка . McGraw-Hill Professional. ISBN 0071344179
- Смит, Х. Тед. 2003. Качественная ручная пайка и ремонт печатных плат . Томсон Делмар Обучение. ISBN 1401851894
- более высокая температура плавления может повредить компоненты, включая пластиковые разъемы, реле, светодиоды, электролитические конденсаторы и многослойные керамические конденсаторы
- более высокая температура может вызвать коробление печатной платы, которое может привести к растрескиванию многослойных керамических конденсаторов (частая неисправность)
- более высокая температура плавления может вызвать термический шок для компонента
- более высокая температура плавления может привести к плавлению или деформации пластмассы
- Более высокие температуры пайки приводят к ухудшению растекаемости и смачиваемости припоя из-за увеличения окисления поверхности
- необходимость использования более активных (и коррозионных) флюсов
- время, необходимое для образования хорошего соединения, может быть значительно больше, чем при использовании оловянно-свинцового припоя
- Деформация печатной платы
- перемычка или недостаточный припой
- паяные соединения трудно переделать
- больше шариков припоя
- Распыление флюса
- более короткий срок службы наконечника
- Паяное соединение с матовой отделкой (не блестящее)
- Принятие оператора, разочарование и готовность изменить свой стиль пайки
- используйте ту же температуру пайки, что и для оловянно-свинцового припоя
контролировать температуру наконечника - используйте паяльник с большим тепловыделением — чем ниже температура пайки и чем больше размер жала, тем меньше потери тепла.
- используйте паяльник высокой мощности
- используйте самый большой наконечник, соответствующий размеру паяемого соединения
- В отличие от припоев Sn60 и Sn63, бессвинцовые припои НЕЗАБЫВАЮТ.Поэтому крайне важно содержать паяльник СОВЕТЫ В ЧИСТЕ — а это значит, БЕЗУПРЕЧНО.
Операторы должны принять тот факт, что пайка бессвинцовыми припоями потребует от них изменения своего стиля пайки. Это потребует от них постоянной чистки наконечника и понимания того, что время, необходимое для создания паяного соединения, может занять больше времени, чем то, к которому они привыкли при использовании припоя Sn60 или Sn63. - ВАЖНАЯ ИНФОРМАЦИЯ: Хотя бессвинцовый припой плавится при более высокой температуре, это не означает, что вам нужно повышать температуру паяльника.См. Вопрос № 3 ниже.
- ИСПОЛЬЗУЙТЕ минимально возможную температуру пайки (360 ° C или ниже)
- ОЧИЩАЙТЕ наконечник во время использования хорошим очистителем для наконечников (т.е.Hakko 599B) и часто
- НАНЕСЬТЕ новый припой на наконечник перед тем, как положить утюг обратно в держатель
- ВЫКЛЮЧАЙТЕ утюг, если не пользуетесь им более 10 минут
-
выезд специалиста на объект для определения конкретной локации, а также согласования деталей проекта;
-
прибытие бригады со спецтехникой, иногда очень крупной;
-
начало работ, во время которых вокруг будет много грязи;
-
монтаж обсадных колонн и монтаж насосного оборудования, электромонтажные работы, если это предусмотрено договором.
Свинцовый припой
В электронике припои обычно на 60 процентов состоят из олова и на 40 процентов по массе, чтобы получить почти эвтектическую смесь (самая низкая точка плавления — ниже 190 ° C [374 ° F]).Обычно их называют Sn60 / Pb40. Эвтектическое отношение 63/37 близко соответствует интерметаллическому соединению Sn 3 Pb.
В сантехнике было использовано больше свинца. Это имело то преимущество, что сплав затвердевал медленнее, так что его можно было протирать по стыку для обеспечения водонепроницаемости. Хотя свинцовые водопроводные трубы были заменены медью, когда стало ясно, что свинец ядовит, свинцовый припой все еще использовался до 1980-х годов, потому что считалось, что количество свинца, которое могло вымыться в воду из припоя, было незначительным.Поскольку было обнаружено, что даже небольшие количества свинца вредны для здоровья, свинец в водопроводном припое был заменен медью или сурьмой, часто добавлялось серебро, а доля олова была увеличена.
Твердый припой
Используемый для пайки, обычно представляет собой сплав медь / цинк или медь / серебро, плавящийся при более высоких температурах. Эвтектический припой имеет самую низкую температуру плавления для припоев, которая составляет 360 ° F.
При изготовлении серебряных изделий или ювелирных изделий используются специальные твердые припои, прошедшие испытания.Они содержат высокую долю паяемого металла, и свинец в этих сплавах не используется. Эти припои также бывают различной твердости, известной как «эмалированная», «жесткая», «средняя» и «легкая». Эмалирующий припой имеет высокую температуру плавления, близкую к температуре плавления самого материала, что предотвращает распайку стыка во время обжига в процессе эмалирования. Остальные типы припоев используются в порядке уменьшения твердости в процессе изготовления изделия, чтобы предотвратить ранее спаянный шов или распайку стыка при пайке нового стыка.Легкий припой также часто используется для ремонтных работ по той же причине. Флюс или румяна также используются для предотвращения распайки стыков.
Припой с флюсовым сердечником
Припой часто поставляется с предварительно смешанным или используемым с флюсом восстановителем, предназначенным для удаления примесей (особенно окисленных металлов) в точках контакта для улучшения электрического соединения. Для удобства припой часто изготавливают в виде полой трубки и заполняют флюсом. Большинство холодных припоев достаточно мягкие, чтобы их можно было катить и упаковывать в виде катушек, что позволяет получить удобный и компактный пакет припоя / флюса.Двумя основными типами флюсов являются (а) кислотный флюс, используемый для ремонта металлов; и (b) канифольный флюс, используемый в электронике, который позволяет избежать коррозии паров, возникающих при нагревании кислотного флюса. Основываясь на опасениях по поводу загрязнения атмосферы и утилизации опасных отходов, электронная промышленность постепенно переходит от канифольного флюса к водорастворимому флюсу, который можно удалить с помощью деионизированной воды и моющего средства вместо углеводородных растворителей.
Припой может иногда разбрызгиваться из-за перегрева флюса или из-за контакта с водой в губке для очистки.Поэтому рекомендуется надевать защитные очки при пайке. Небольшие брызги припоя на коже болезненны, но обычно не причиняют длительного вреда. Для крупномасштабных работ может потребоваться дополнительная защитная одежда.
Бессвинцовый припой
Катушка бессвинцовой припойной проволоки.Бессвинцовые припои содержат олово, медь, серебро, а иногда и висмут, индий, цинк, сурьму и другие металлы в различных количествах. Бессвинцовые заменители обычного припоя Sn60 / Pb40 имеют более высокие температуры плавления, что требует модернизации большинства компонентов и материалов, используемых в электронных сборках.Бессвинцовые паяные соединения могут давать механически более слабые соединения в зависимости от условий эксплуатации и производства, что может привести к снижению надежности при использовании таких припоев. Как отмечалось выше, еще одной проблемой многих бессвинцовых припоев являются «усы олова».
Различные элементы припоя выполняют разные функции:
Удаление припоя
Припои можно удалить с помощью вакуумного плунжера (справа) и паяльника.В электронике, распайка — это удаление припоя и компонентов из схемы для поиска неисправностей и ремонта. Электронные компоненты часто устанавливаются на печатной плате, и обычно желательно избегать повреждения печатной платы, окружающих компонентов и удаляемого компонента.
Для помощи в процессе распайки были разработаны специальные инструменты, материалы и методы.
Инструменты и материалы для демонтажа включают:
Из-за растворения основных металлов в припое его нельзя использовать повторно.Как только способность припоя растворять основной металл будет достигнута, припой не будет должным образом сцепляться с основным металлом, и результатом обычно будет холодное паяное соединение с твердым и хрупким кристаллическим видом. Хорошей практикой является удаление припоя из стыка перед пайкой — можно использовать фитили для распайки или оборудование для вакуумной распайки. Фитили для демонтажа содержат большое количество флюса, который снимает загрязнения с медных следов и любых имеющихся выводов устройств. В результате останется яркий, блестящий и чистый стык, который нужно перепаять.
Более низкая температура плавления припоя означает, что его можно расплавить от основного металла, оставляя его в основном неповрежденным, хотя внешний слой будет «луженым» припоем. Останется флюс, который легко удалить абразивными или химическими способами. Этот луженый слой позволяет припою течь в новое соединение, в результате чего получается новое соединение, а также заставляет новый припой течь очень быстро и легко.
См. Также
Примечания
Ссылки
Внешние ссылки
Все ссылки получены 16 ноября 2019 г.
Источники информации
Энциклопедия Нового Света писателей и редакторов переписали и завершили статью Википедия в соответствии со стандартами New World Encyclopedia . Эта статья соответствует условиям лицензии Creative Commons CC-by-sa 3.0 (CC-by-sa), которая может использоваться и распространяться с указанием авторства. Кредит предоставляется в соответствии с условиями этой лицензии, которая может ссылаться как на участников Энциклопедии Нового Света, участников, так и на самоотверженных добровольцев Фонда Викимедиа.Чтобы процитировать эту статью, щелкните здесь, чтобы просмотреть список допустимых форматов цитирования. История более ранних вкладов википедистов доступна исследователям здесь:
История этой статьи с момента ее импорта в Энциклопедию Нового Света :
Примечание. могут применяться ограничения на использование отдельных изображений, на которые распространяется отдельная лицензия.
Бессвинцовый
(1) В чем разница между бессвинцовым припоем и обычным оловянно-свинцовым припоем?
Бессвинцовые припоине содержат свинца и плавятся при более высокой температуре, чем широко используемый припой 63Sn37Pb (63% олова, 37% свинца) и припой 60Sn40Pb (60% олова, 40% свинца).
Некоторые из наиболее часто используемых бессвинцовых припоев:
Sn-Ag (олово и серебро; содержание олова ~ 98-96%)
Sn-Cu (олово и медь; содержание олова ~ 96%)
Sn-Ag-Cu (олово, серебро и медь; содержание олова ~ 93-96%)
Sn-Ag-Bi (олово, серебро, висмут; содержание олова ~ 90,5-94%)
Sn-Ag-Bi-Cu (олово, серебро, висмут и медь; содержание олова ~ 90-94%)
63Sn37Pb плавится при 361 ° F (183 ° C) и затвердевает при 361 ° F (183 ° C).
Примечание. Припой Sn63 не имеет пластичного диапазона (диапазон температур между состоянием ликвидуса и солидусом). Sn63 затвердевает почти мгновенно.
60Sn40Pb плавится при 374 ° F (191 ° C) и затвердевает при 361 ° F (183 ° C).
Примечание: припой Sn60 имеет диапазон пластичности 13 ° (температура, необходимая для охлаждения перед достижением состояния солидуса).
имеют температуру плавления от 423 ° F (217 ° C) до 439 ° F (226 ° C).
Чтобы узнать больше о различиях между оловянно-свинцовыми и бессвинцовыми припоями, НАЖМИТЕ ЗДЕСЬ
Чтобы получить краткий обзор бессвинцовых припоев, НАЖМИТЕ ЗДЕСЬ
Для видео-демонстрации Sn-Pb и бессвинцового припоя НАЖМИТЕ ЗДЕСЬ
(2) Чего ожидать при пайке бессвинцовых припоев? С какими проблемами я могу столкнуться? Нужно ли мне переучивать операторов?
Некоторые из проблем, связанных с бессвинцовой пайкой:
Для предотвращения теплового удара компонента:
Чтобы помочь оператору принять, уменьшить разочарование и повысить производительность:
Переподготовка не требуется, но операторы должны учесть и понять следующие моменты, прежде чем внедрять бессвинцовый процесс:
(3) Поскольку бессвинцовые припои плавятся при более высоких температурах, нужно ли мне повышать температуру паяльника Hakko?
Не обязательно. Повышая температуру паяльника, вы можете усложнить пайку. Более высокие температуры вызывают более быстрое окисление, что еще больше затрудняет смачивание. Выбор флюса может помочь несколько облегчить эту ситуацию, но мы все еще пытаемся жить в не чистом мире.
Большинство флюсов, не требующих очистки, имеют очень узкое технологическое окно. Активаторы быстро расходуются, по-видимому, не оставляя следов коррозии после пайки. Проблема в том, что для бессвинцовых припоев требуется более длительное технологическое окно, иначе флюс уйдет до завершения процесса смачивания. Это вызывает больше ретуши.
Лучший ответ — выбрать паяльную станцию с отличным термическим восстановлением. Это позволит паять бессвинцовые припои без значительного повышения температуры наконечника.
(4) Как снять припой с помощью бессвинцового припоя?
Нет никакого особого волшебного процесса для демонтажа бессвинцового припоя. Единственная разница между распайкой бессвинцового и оловянно-свинцового паяных соединений заключается в том, что вам может потребоваться немного больше времени на демонтаж бессвинцового соединения. Примечание: вам не обязательно повышать температуру демонтажного инструмента.
При демонтаже паяного соединения без вывода припоя попробуйте использовать ту же температуру, которую вы обычно используете для демонтажа типичного паяного соединения Sn63 или Sn60, потому что более высокая температура приведет к более быстрому окислению сопла / наконечника для демонтажа.
С другой стороны, если используется вакуумный демонтажный инструмент, более высокие температуры должны поддерживаться не только через сопло и нагревательный элемент, но также вплоть до входа в фильтр, чтобы припой не затвердел и не закупорил инструмент до того, как он полностью извлечен. Инструмент для демонтажа Hakko FM-2024 специально разработан для этой функции.
Для получения дополнительной информации о демонтаже бессвинцовых сплавов НАЖМИТЕ ЗДЕСЬ
(5) Совместим ли мой новый демонтажный инструмент Hakko FM-2024 с бессвинцовым припоем?
Да.Инструмент для снятия припоя FM-2024 снимает бессвинцовый припой. Форсунки Hakko N1 (FM-2024) идеально подходят для бессвинцовых применений.
Сопла N1 короче и имеют более широкое горло, что позволяет впускать больше припоя, что почти полностью исключает засорение.
Имейте в виду, что более высокие температуры должны поддерживаться не только через сопло и нагревательный элемент, но также вплоть до входа в фильтр.
Для демонстрации видео по демонтажу FM-2024 НАЖМИТЕ ЗДЕСЬ
(6) Как удалить бессвинцовый припой с помощью инструмента для удаления припоя Hakko FM-2024?
Выберите подходящую насадку и температуру для паяного соединения, которые позволят соединению оплавиться примерно за 1-2 секунды.
Поместите сопло над выводом компонента и дайте припою оплавиться (вы можете слегка покачивать сопло, чтобы равномерно передать тепло по всему соединению.) Как только паяное соединение оплавится (обычно через 1-3 секунды)
Нажмите спусковой крючок на наконечнике FM-2024, чтобы запустить вакуум. Припой сразу же засосется в одноразовый фильтр. Когда фильтр заполнится, снимите и утилизируйте. Замените фильтр новым.
(7) Поможет ли азот при ручной пайке бессвинцовым припоем?
Да, но следует принять во внимание несколько соображений.Доступны паяльники с азотными насадками, которые пропускают азот через жало и область соединения. Идея в том, что, поскольку азот тяжелее кислорода, он «отталкивает» кислород от зоны прекращения действия. Это поможет припою намокнуть и растечься в зоне заделки, а паяные соединения станут яркими и блестящими. Кроме того, использование паяльника, испускающего газообразный азот, приводит к предварительному нагреву компонента и контактной области высокотемпературным газом. Теоретически это работает отлично — меньшее количество кислорода или его отсутствие приведет к меньшему или отсутствию окисления — но это не идеальный мир.В практических приложениях у вас должен быть постоянный источник азота.
На приведенном ниже графике показана разница между температурой наконечника, измеренной при использовании газообразного азота и когда НЕ используется газообразный азот. Чтобы получить такую же температуру в зоне подключения (точке пайки), настройку температуры наконечника можно снизить при использовании газообразного азота.
На некоторых предприятиях есть баллоны или резервуары с азотом, а также полная водопроводная система, предназначенная для подачи азота на любой рабочий стол.Для тех предприятий, которые не имеют системы доставки азота, вы должны рассмотреть возможность перемещения баллонов или резервуаров или покупки системы генерации азота (кислородный скруббер), которая по существу фильтрует (удаляет) кислород из воздуха.
Для утюга с азотом потребуется насадка. Это увеличит диаметр наконечника и, как правило, самого утюга. В зависимости от типа пайки это может вызвать дополнительные проблемы и / или дискомфорт оператора.
СИСТЕМА ПАЙКИ N2
Генератор азота Hakko FX-780, контроллер FX-781 и утюг FM-2026 представляют собой эффективную систему для пайки азотом.Может использоваться с паяльными станциями Hakko FM-202 и FP-102. Для получения подробной информации о системе щелкните изображение ниже.
Паяльная система Hakko N2
Улучшает ли азот смачивание?
Да, азот улучшает смачиваемость и растекаемость, а также препятствует окислению.
Стоит ли азот дополнительных затрат и хлопот?
Может быть.Обоснование затрат и реализация будут зависеть от области применения пайки, продукта, который вы паяете, и схемы вашего завода / производственной линии.
Для получения дополнительной информации о пайке N2 НАЖМИТЕ ЗДЕСЬ
(8) Мои наконечники с бессвинцовым припоем служат не так долго. Почему?
Большинство бессвинцовых сплавов, предлагаемых или представленных сегодня на рынке, очень богаты оловом, поэтому вы должны внимательно следить за коррозией и эрозией наконечника.
Жала
обычно состоят из медного сердечника, покрытого железом и покрытого хромом. Олово образует интерметаллические соединения с железом, поскольку оба являются относительно активными металлами, и химические реакции более активны при высоких температурах. (Наиболее активные потоки при высоких температурах усугубляют это состояние.)
Для краткого обзора флюсов для бессвинцовой пайки НАЖМИТЕ ЗДЕСЬ
Рисунок 1.Сравнение интерметаллических соединений для различных припоев
Как показано на Рисунке 1, интерметаллическое соединение практически отсутствует в припое 63Sn37Pb (Фото A), тогда как большое количество интерметаллического соединения (15 мкм) образуется в бессвинцовом припое Sn-3.7Ag-0.7Cu. (Фото Б),
Скорость образования интерметаллического соединения олова и железа зависит от температуры. При повышении температуры скорость эрозии наконечника увеличивается, особенно при температурах 400 ° C и выше.
Рисунок 2
Поперечное сечение нового наконечника
Рисунок 3
Поперечное сечение наконечника с поврежденным покрытием
Каждый раз, когда вы выполняете пайку, олово вступает в реакцию с железом, постепенно разъедая его, пока олово не прорвет железную обшивку. После истирания или растрескивания железо / хрома олово вступает в реакцию с медью (растворяет ее) и разрушает наконечник (рис. 3).
Рисунок 4
Сравнение состава припоя и скорости эрозии
Скорость эрозии наконечника зависит от состава припоя. Как показано на рисунке 4, Sn-0.7Cu (олово / медь) разрушает наконечник быстрее, чем Sn-3.5Ag-0.75Cu (олово / серебро / медь), который разрушается быстрее, чем припой Sn-3.5Ag (олово / серебро), который разрушается быстрее, чем Sn-37Pb (олово / свинец) и т. д.
По сравнению со свинцовыми эвтектическими припоями (т.е.Sn-37Pb), бессвинцовый припой Sn-3.5Ag-0.7Cu (олово / серебро / медь) разрушается примерно в 3 раза быстрее, а бессвинцовый припой Sn-0,7Cu (олово / медь) разрушается примерно в 4 раза быстрее при повышении температуры наконечника. составляет 400 ° C.
Помимо коррозии, окисление также является проблемой (см. Вопрос 16 ниже)
Для получения дополнительной информации о пайке бессвинцовыми сплавами НАЖМИТЕ ЗДЕСЬ
(9) Как продлить срок службы жала?
Следующие простые шаги помогут продлить срок службы ваших наконечников:
Hakko 599B Очиститель наконечников
Hakko 599B очищает жало паяльника без использования воды. Спиральные проволоки пропитаны флюсом, который может удалить оксид с поверхности наконечника и предотвратить окисление поверхности, оставив на ней пленку припоя.Кроме того, поскольку вода не используется, наконечник очищается без снижения температуры наконечника.
(10) Совместима ли бессвинцовая паяльная система Hakko 485?
Да. Рабочее колесо и камера покрыты специальным покрытием, устойчивым к коррозионному воздействию высокотемпературных припоев.
(11) Совместим ли мой паяльник Hakko 96 без свинца?
Из-за высокого содержания олова в бессвинцовых припоях для припоя Hakko 96 требуется дополнительное специальное покрытие для продления жизнеспособности припоя.Хотя вы можете использовать бессвинцовые сплавы с припоем 96, мы не рекомендуем это делать, потому что ванна не содержит этого специального покрытия, и без него срок жизнеспособности будет сокращен. Тем не менее, мы рекомендуем вам использовать новый цифровой паяльник Hakko FX-301B (показан ниже).
Цифровая паяльная ванна Hakko FX-301B специально разработана для бессвинцовых сплавов. Устройство имеет четыре отдельные программы, специально разработанные для сплавов SnPb, SnAgCu, SnCu или Sn100.
Для получения дополнительной информации НАЖМИТЕ ЗДЕСЬ
(12) Могу ли я использовать свой термометр Hakko 191 и тестер пайки 192 с бессвинцовым припоем?
Да. Однако, если у вас короткий срок службы датчика, вы можете перейти на датчики 191–212.
Провод датчика Hakko 191-212 предварительно не лужен, а контактная площадка не приварена, а обжата. Провод датчика не содержит свинца.В зависимости от состава бессвинцового припоя может подойти стандартный датчик 191-211.
(13) Я заметил разницу в характеристиках и сроке службы наконечников разных марок при использовании бессвинцового припоя. Почему насадки Hakko служат дольше и работают лучше, чем насадки других производителей?
НаконечникиHakko покрыты толстым железом (Fe); это, в сочетании с превосходным термическим восстановлением утюгов / станций Hakko, обеспечивает более длительный срок службы наконечников и более высокую производительность.
ВИКТОРИНА: Ниже представлены два разных стиля наконечников. Какой из них имеет более высокую эффективность рекуперации тепла, тип A или B?
Ответ — тип B. Тип B имеет большую теплоемкость и более высокую теплопроводность, чем тип A, из-за большей (медной) массы наконечника. Несмотря на то, что форма острия каждого наконечника одинакова, масса типа B больше. Наконечник с большей (медной) массой всегда будет лучше поддерживать свою температуру (см. График ниже.)
(14) Когда мне нужно будет начать производство бессвинцовой продукции на моем предприятии?
RoHS — это директива Европейского парламента, озаглавленная «Ограничения на использование опасных веществ». RoHS запрещает использование свинца (Pb), кадмия (Cd), ртути (Hg), шестивалентного хрома (Cr (VI)), полибромированных дифенилов (PBBs) и полибромированных дифениловых эфиров (PBDEs) в электрическом / электронном оборудовании.
Производители электроники в США, которые поставляют электрическое / электронное оборудование для европейских стран, должны соответствовать требованиям RoHS после 1 июля 2006 г. Это означает готовый продукт. Вам необходимо будет внедрить бессвинцовый процесс в свой производственный график в соответствии с датой поставки 1 июля 2006 года для европейских стран.
Примечание. Есть исключения из RoHS. К этим исключениям относятся: свинец в стекле электронно-лучевых трубок, свинец в припоях с высокой температурой плавления, свинец в припоях для серверов, систем хранения и массивов хранения данных, а также свинец в припоях для оборудования сетевой инфраструктуры для коммутации, сигнализации, передачи, а также сетевое управление для телекоммуникаций.
(15) Совместимы ли насадки Hakko без содержания свинца?
ДА. Жала паяльника и демонтажные сопла Hakko покрыты бессвинцовым припоем. Пожалуйста, нажмите на ссылку ниже для полного понимания.
Для получения подробной информации НАЖМИТЕ ЗДЕСЬ
(16) Припой не смачивается на поверхности жала паяльника.Почему?
Окисление. Это вызвано окислением интерметаллических соединений, образующихся между оловом и железом. Скорее всего, наконечник долгое время подвергался воздействию высокой температуры. Выключайте утюг, если им не пользуетесь долгое время.
Наконечник покрыт карбонизированным флюсом (карбид и остатки пригоревшего флюса налипают на железную основу)? В таком случае жало не может передавать достаточно тепла паяльному соединению.Паяльное жало передает тепло паяльному соединению, используя припой, удерживаемый на жало, в качестве теплоносителя. Если наконечник покрыт карбонизированным флюсом, происходит одно или несколько из следующих событий: железная основа наконечника обнажается и окисляется, а интерметаллическое соединение олова и железа окисляется. Эти явления происходят при высоких температурах. Уменьшите температуру утюга.
Плохое или дефектное покрытие вызовет окисление примесей покрытия. Используйте наконечник с высококачественным покрытием.
ПРИМЕЧАНИЕ: Если смачиваемость не может быть восстановлена из-за окисления и почернения, даже когда припой подается на наконечник, вы можете вернуть наконечник к новой жизни с помощью полировальной машинки Hakko FT-700 (см. № 17 ниже).
(17) Более высокие температуры, обычно требуемые для бессвинцовой пайки, в сочетании с высокоактивными флюсами убивают мои жала паяльника.
Я знаю, что в них еще много (покрытия) жизни, но окисление и коррозия делают их бесполезными.
Можно ли безопасно вернуть к своим советам новую жизнь?
ДА. Полировальная машинка Hakko FT-700 специально разработана для того, чтобы вернуть к жизни ваши жала паяльника.
FT-700 — это БЫСТРЫЙ и ЛЕГКИЙ способ удалить тяжелые оксиды и коррозию с жала паяльника.Просто окуните (горячий) наконечник в специальную вазелиновую пасту, не содержащую свинца, и вставьте ее между двумя вращающимися щетками. Это очистит наконечник и удалит оксиды. (Не забудьте потом залудить наконечник припоем, который вы используете в настоящее время, прежде чем возвращать его в держатель.)
Чтобы получить полную информацию о полировальной машине FT-700, НАЖМИТЕ ЗДЕСЬ.
(18) Я вижу, Hakko предлагает множество чистящих средств и методов.Какие из них лучше всего подходят для пайки бессвинцовыми припоями?
Лучшая настольная установка — включить их в систематический метод или процесс. Как мы уже говорили, уход за жалами — это ключ к увеличению срока службы жала паяльника при работе со сплавами, не содержащими свинца. Всегда, всегда, всегда чистите насадку после каждого использования. Hakko предлагает четыре (4) метода очистки наконечников (см. Ниже), которые можно использовать по отдельности или объединить в систематический процесс для обеспечения наилучших результатов.
1. протрите наконечник влажной губкой (P / N: A1495)
2. или воткните наконечник в очиститель для сухих наконечников Hakko 599B
3. или окуните наконечник в химическую пасту FS-100, не содержащую свинца, затем вставьте наконечник в 599B (# 2), чтобы удалить пасту и окисление наконечника.
4. или окуните наконечник в химическую пасту без свинца FS-100 (# 3), затем вставьте наконечник между вращающимися щетками полировщика наконечников Hakko FT-700
Ни один другой производитель паяльников не предлагает такого широкого разнообразия методов очистки жала, которые специально разработаны для бессвинцовой пайки.
(19) Безопасна ли химическая паста Hakko FS-100 в использовании?
ДА. Химическая паста Hakko FS-100 НЕ содержит диаммонийфосфат, который является побочным продуктом аммиака и фосфорной кислоты, которые присутствуют в других марках. Паста не повредит наконечник, а печатная плата не подвергнется коррозии из-за остатков флюса (паста соответствует методу испытаний JIS-Z-3197 6.6.1.)
Для повышения эффективности используйте химическую пасту FS-100 в сочетании с полировщиком наконечников Hakko FT-700.
(20) Будет ли Hakko HJ3100 извлекать пары свинца?
Нет и никогда не было необходимости извлекать «пары свинца» из воздуха при пайке. Дым является побочным продуктом частичного сгорания паяльного флюса. Больше не надо. Не менее. Свинец не испаряется при температурах пайки.
Для получения дополнительной информации об удалении дыма и бессвинцовой пайке НАЖМИТЕ ЗДЕСЬ
(21) Можно ли обработать бессвинцовую плату горячим воздухом?
Да, но имейте в виду, что пайка горячим воздухом с использованием бессвинцовых сплавов может потребовать более высокой температуры воздуха, что может вызвать повреждение пластиковых корпусов компонентов, вызвать деформацию платы и привести к проблемам с паяемой поверхностью.Таким образом, важно знать температуру плавления бессвинцового сплава, поскольку многие компоненты и материалы не могут выдерживать очень высокую пиковую температуру (> 260 ° C) некоторых сплавов олово-серебро и олово-медь.
Для получения дополнительной информации о доработке горячим воздухом НАЖМИТЕ ЗДЕСЬ
(22) Почему при использовании бессвинцового припоя происходит так много разбрызгивания припоя и флюса?
Распыление флюса связано с составом используемого флюса.В бессвинцовых припоях обычно используется очень активный флюс для улучшения смачивания. Эти очень агрессивные флюсы реагируют на высокие температуры, как капли холодной воды на горячей сковороде. Флюс в порошковом припое резко расширяется и прорывается через припой. Это явление также может происходить с флюсами на основе канифоли, но обычно только при высоких температурах, и не обязательно со всеми флюсами канифоли (активаторы и химические составы различаются в зависимости от производителя флюса). Независимо от используемого флюса, как правило, тем выше температура, тем больше брызг можно ожидать.
Устройство подачи припоя Hakko 375 с V-образной канавкой
Hakko решила эту проблему с помощью устройства подачи припоя с V-образной канавкой «375». «375» прорезает V-образную канавку в припое с флюсовой сердцевиной, предотвращая расширение флюса в припое и разрыв. Этот инновационный процесс показал уменьшение разбрызгивания припоя и флюса при одновременном улучшении растекаемости припоя (см. График ниже.)
Примечание: Hakko «375» в настоящее время недоступен в Северной Америке.
(23) Чем отличается паяльная станция Hakko 936 от станции FM-202 при пайке бессвинцового припоя?
Hakko FM-202 (утюг FM-2021) имеет встроенный нагреватель, датчик и наконечник. Он меньше по размеру и обеспечивает более высокую эффективность восстановления тепла, чем обычные паяльники (т.е.Утюги 907 и 908, используемые с паяльной станцией 936). Чтобы проиллюстрировать этот факт, было проведено сравнение показателей рекуперации тепла у утюгов FM-2021 (станция FM-202) и утюгов 907 и 908 (станция 936).
Датчик был прикреплен к точкам пайки 1, 4 и 7 на печатной плате (см. Фото ниже), затем семь точек на плате были последовательно припаяны (с помощью утюгов FM-2021, 907 и 908) в трех (3 ) секундные интервалы. Одновременно измерялись температурные изменения точек пайки и жала паяльника.
Рисунок 5
На рисунке 5 показано, что FM-2021 имеет самую высокую температуру точки пайки, которая остается постоянной даже при непрерывной пайке. С другой стороны, падение температуры «907» по сравнению с «908» было значительным. «908» имеет большую теплоемкость, чем «907».
Температура точки пайки зависит от области пайки.Некоторые области можно удовлетворительно паять с помощью «907», если перепад температуры в точке пайки небольшой. Но, как показано на Рисунке 5, FM-202 (чугун FM-2021) явно имеет лучшее тепловое восстановление.
(24) Мне сказали, что дым и пары от пайки бессвинцовых припоев с порошковой проволокой более опасны, чем оловянно-свинцовые припои. Это правда?
Вдыхание паров флюса, будь то бессвинцовый или оловянно-свинцовый припой, не в интересах здоровья органов дыхания, и его следует избегать.Хотя более агрессивный (кислотный) флюс является популярным методом, используемым производителями припоев для увеличения смачивания их бессвинцовых сплавов, во многих случаях флюс в их бессвинцовых припоях такой же, как и в некоторых их оловянных припоях. свинцовый припой. Независимо от того, выполняете ли вы пайку бессвинцовым припоем или оловянно-свинцовым припоем, следует использовать высокоэффективную систему удаления дыма и дыма.
Дыши легко. Для высокоэффективной системы удаления дыма и дыма Hakko FA-430 — лучшая система удаления дыма за ваши деньги.
FA-430 — это система с большим потоком и низким вакуумом, в которой используется трехступенчатый процесс фильтрации, который включает (1) предварительный фильтр для удаления крупных частиц диаметром до 30 микрон (2) HEPA ( High Efficiency Particulate Air), который состоит из гофрированного бумажного носителя из стекловолокна, обеспечивающего наибольшую площадь поверхности в объеме корпуса фильтра, и (3) фильтр с активированным углем, встроенный в фильтр HEPA, который предназначен для последняя жизнь HEPA.
Используйте FA-430 с системами гибких воздуховодов Loc-Line, и вредный дым и пары удаляются непосредственно у источника. Гибкие сегментированные шланги закрываются круглой или прямоугольной насадкой / колпаком и могут быть размещены рядом с рабочей зоной и при необходимости убраны в сторону. Системы также безопасны для электростатического разряда.
Для получения дополнительной информации НАЖМИТЕ ЗДЕСЬ
(25) Какого финансового воздействия в $ $ $ мы можем ожидать, если перейдем от оловянного к бессвинцовому процессу?
Можно ожидать, что затраты на сборочное производство вырастут, а в некоторых областях — значительно.Бессвинцовый припой стоит недешево. По сравнению с оловянно-свинцовым припоем, бессвинцовый припой очень дорог. Затем вам нужно будет использовать платы и компоненты, не содержащие свинца, и, возможно, инвестировать в новое оборудование, совместимое с бессвинцовой пайкой (например, печи оплавления, азотные системы, парофазные системы, системы / электролизеры для пайки волной припоя и т. Д.). Этот список можно продолжить.
Уже много лет агенты по закупкам привыкли год за годом снижать стоимость товаров. Это мышление нужно будет изменить с помощью Pb-Free.Экологичное производство имеет свою цену.
ВОЛНА ПАЙКА
Пайка волной пайки пострадает больше всего. Сплавы Sn-Ag-Cu (олово-серебро-медь) и Sn-Cu (олово-медь) являются двумя распространенными бессвинцовыми припоями. Растворение меди в бессвинцовых сплавах потребует более тщательного обслуживания ванны с припоем.
Интерметаллический припойSn-Pb (олово-свинец) всплывает и легко удаляется. С другой стороны, интерметаллиды Sn-Cu (олово-медь) тонут и рассеиваются через бессвинцовый сплав в электролизере, в результате чего волновые перегородки котла показывают вялый поток.Это скопление меди в емкости потребует более частого слива и пополнения емкости. Затраты на отходы и пополнение могут быть высокими, особенно если вы много пайка волной.
Чтобы усложнить описанный выше сценарий, по мере увеличения количества бессвинцовых сборок, вероятно, будет использоваться все больше и больше медных плат. Это приведет к еще большему растворению меди в ванне с припоем.
Кроме того, для бессвинцовых сплавов требуются повышенные температуры процесса, что потребует больше энергии.На некоторых объектах потребление энергии может увеличиться на 25%.
РУЧНАЯ ПАЯЛЬНАЯ
Стоимость ручной пайки также увеличится. Как объяснялось в вопросах 2, 8, 9 и 13 выше, срок службы жала паяльника будет меньше, чем при пайке оловянно-свинцовым припоем.
Hakko решила эту проблему, выпустив бессвинцовые наконечники с толстым железным (Fe) покрытием. Это, в сочетании с превосходным тепловым КПД и восстановлением утюгов / станций Hakko, помогает предотвратить необходимость повышения температуры паяльника, обеспечивая при этом более высокую производительность и более длительный срок службы жала, чем у многих конкурирующих брендов.Но не ждите, что ни один наконечник прослужит так долго, как когда-то при пайке оловянно-свинцовым припоем.
Вы можете увеличить срок службы жала паяльника самостоятельно, просто поддерживая его в ЧИСТОМ состоянии. Это поможет снизить стоимость чаевых. Конечно, поддержание чистоты наконечника — это то, что может контролировать только оператор. (См. Вопрос №1 выше)
(26) Имеется ли в наличии установка горячего воздуха Hakko, сертифицированная для более высоких температур для бессвинцовой доработки?
С бессвинцовым припоем вы будете паять при температуре, очень близкой к температуре, которую вы использовали с припоями Sn / Pb.В большинстве случаев температура плавления припоя всего на 40-50ºF выше. Пайка при более высоких температурах значительно увеличивает степень окисления и быстро расходует весь флюс, что затрудняет пайку бессвинцовых припоев. Поддерживайте температуру пайки близкой к той, которую вы использовали с припоями Sn / Pb, и вы сможете создавать надежные паяные соединения. Серия 850 (850D, 852) может достигать температуры 840 ° F, что выше, чем требуется для пайки бессвинцовых припоев.
Спасибо, что посетили наш раздел «Бессвинцовые».
«Свежий воздух обедняет врача». — Датская пословица
При какой температуре спаиваются полипропиленовые трубы »Металлургпром
Не забудьте проверить герметичность сварных участков перед тем, как полностью использовать водопровод.
Когда вы обращаетесь к специалистам по бурению, вы должны знать, что вас ждет.Исследование водной глубины, если оно будет выполнено профессионально, не повлечет за собой серьезных изменений ландшафта. Но незаметно сверлить нельзя. Обычно схема такая:
Сам процесс бурения скважины включает извлечение грунта. Он выталкивается наружу под действием воды или воздуха (в зависимости от конкретной модели оборудования), подаваемого под сильным давлением.
Заказать буровые работы для водоснабжения можно через сайт BSV https://bsvenergy.uaprom.net/.
Различия между двухколонными и одноколонными скважинами
Обратите внимание, что колодец может иметь несколько вариантов конструкции. Их называют одноколонными и двухтрубными или однотрубными и двухтрубными.Первый вариант предполагает опускание металлической опалубки в только что выкопанную штольню. После металлической трубы начинается известняковая скважина меньшего диаметра. Это значительно снижает стоимость всего процесса.
Второй способ посложнее. Металлическая колонна стыкуется с пластиковой, контакт воды с металлом полностью исключен. Этот способ сложнее и дороже, но вода из такого колодца будет намного лучшего качества. Дело в том, что металл вполне способен постоянно контактировать с водой, однако, если уровень упадет (а колебания будут происходить с завидной регулярностью), начнется процесс окисления.Кожух заржавеет и может выйти из строя через пять лет.
Кроме того, колодец прямо в скале всегда может выйти из строя. Достаточно небольшого оползня, чтобы насос заклинил. Получить его будет практически невозможно.
Таким образом, основная экономия может привести к бурению новой скважины и закупке оборудования.
Какие преимущества бурения под ключ
Преимущества бурения под ключ очевидны.